
纳滤膜装置的质量风险管理及可靠性分析
2021-12-10 12:40王玉国罗晗月张震宇付红丽
石油工业技术监督 2021年11期
王玉国,罗晗月,张震宇,付红丽
中国石油大庆油田有限责任公司 水务公司(黑龙江 大庆163411)
城市集中供水的饮用水水源主要分为地表水源和地下水源,其中地下水源原水水质相对较好,主要是去除水中过量的离子成分,以反渗透工艺为主的深度处理技术应用较为成熟。而地表水源中的污染成分相对较复杂,对于存在有机污染的水源,尽管采用膜分离净水处理技术效果能够有所保证,但还需要考虑膜的污染速度、清洗恢复及使用寿命等问题。同时针对饮用水,相对于以反渗透技术为主的纯净水工艺,也在探索纳滤膜技术[1]的适应性。纳滤膜透过物大小在1~10 nm,膜表面分离层可能拥有纳米级(10 nm以下)的孔结构,故习惯上称之为“纳滤膜”、“纳米膜”或“纳米管”。中国石油大庆油田某饮用水厂集成安装了一套撬装式纳滤膜净水处理装置[2],作为厂区职工直饮水源。针对运行过程中出现的问题,运用质量管理的方法监控运行情况,每天进行数据采集,每周进行一次水质检测,对数据进行归纳、整理和分析,评价纳滤装置运行的可靠性。通过质量风险管理及可靠性分析,从积累的大量原始数据中,查找风险因素,利用故障树模型的方法查找故障原因,针对重要事件制定措施,探索能够恢复膜过滤性能的方式方法,提升设备性能,降低成本,确保纳滤膜净水装置使用的稳定性和可靠性。
1 纳滤膜装置运行状况分析及质量风险管理机制
1.1 运行状况分析
纳滤膜净水处理装置在大庆油田某饮用水厂连续运行,原水取自水厂一期沉淀池出水,装置运行一年后,跨膜压差由0.06 MPa升高至0.11 MPa,产水量由0.97 m3/h下降至0.45 m3/h,工艺总体净化处理性能出现明显降低,影响了装置运行的可靠性和稳定性。纳滤膜净水处理装置采用“石英砂+活性炭+纳滤膜”的工艺处理路线[3](图1),产水能力为1 m3/h,具有出水水质优、集成度高、全自动运行、结构紧凑、占地面积小等特点。

图1 纳滤膜处理装置示意图
1.2 构建质量风险预防机制
该装置在运行过程中,在质量管理方面推行风险预警机制,每天进行定期巡检,每月进行两次质量检查,每年进行一次设备检修,记录数据台账及相应问题,形成闭环管理[4-5]。通过检查出的问题进行综合打分,确定风险级别,通过风险控制措施执行现有程序或降低风险等级,保证装置的平稳运行。根据纳滤膜装置的运行情况,风险因素主要由技术风险、人员风险及自然风险等组成,见表1。质量风险概率影响矩阵分析见表2,其中1~5分为低风险,6~12分为中风险,15~25分为高风险。
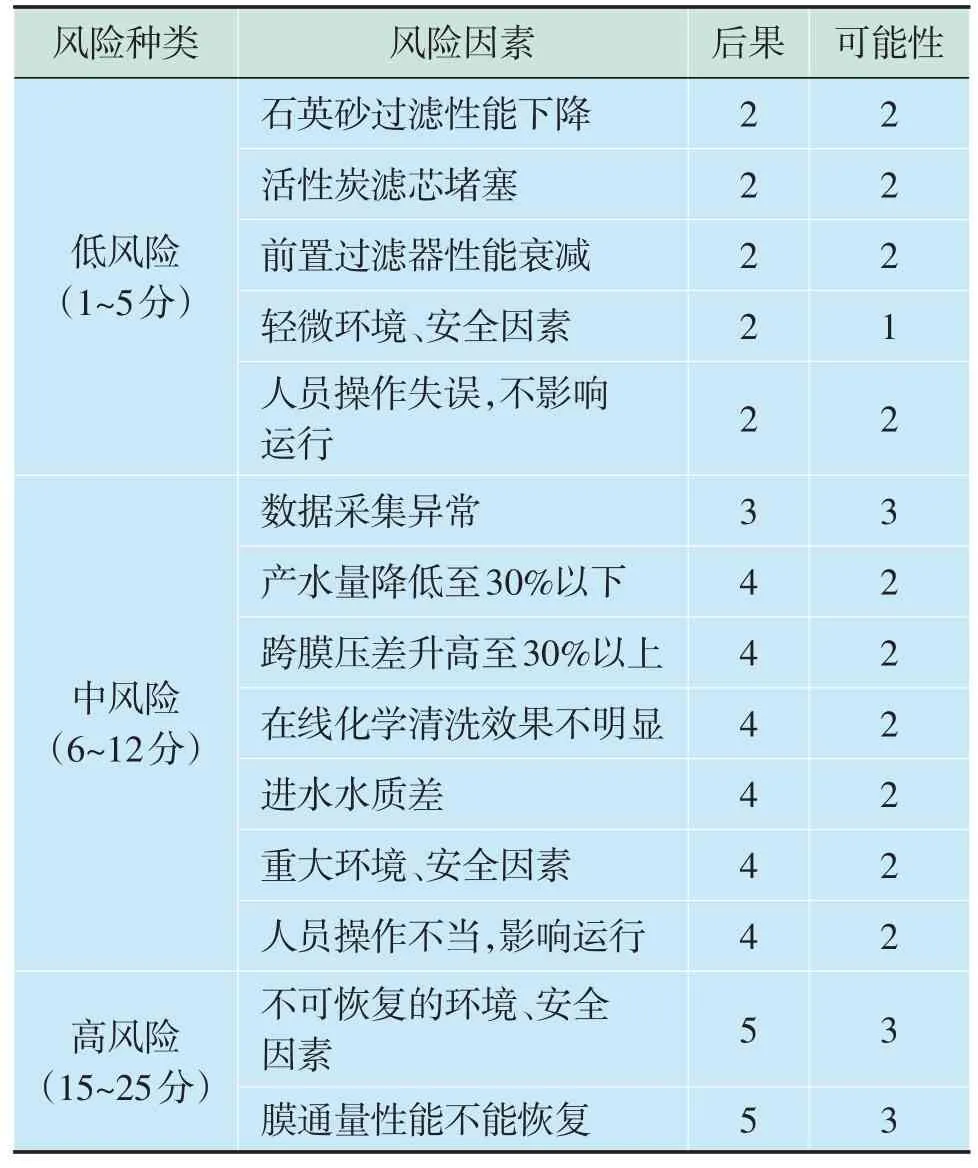
表1 风险因素
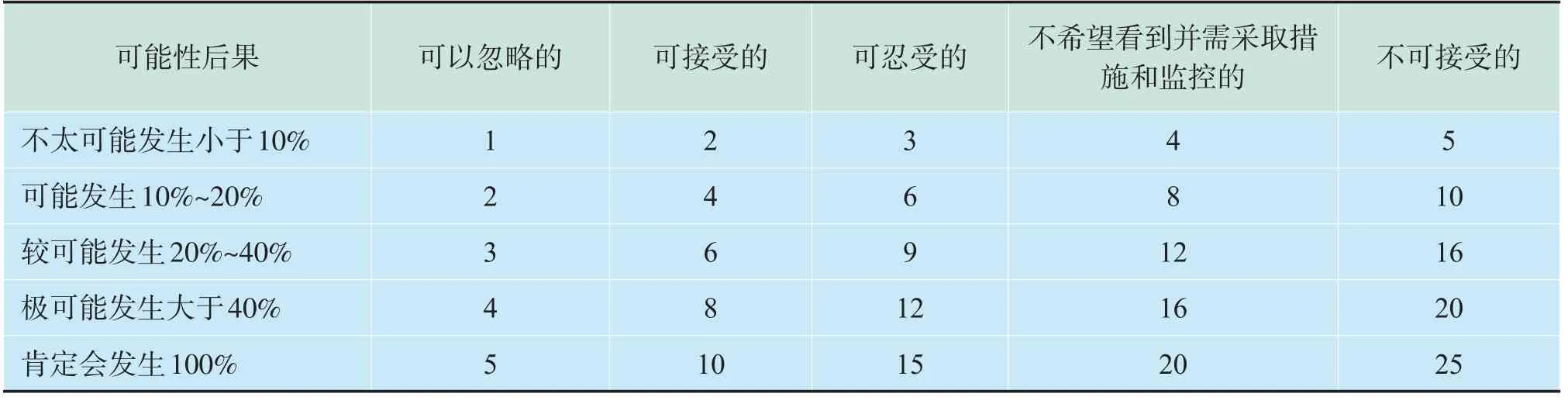
表2 质量风险概率影响矩阵分析表(分数计算) /分
通过加强日常巡检、质量监督检查、维修保养等,记录并及时分析原因,利用图表等分析方法,形成专项台账,确保整改解决。
通过在运行过程中查出的风险级别,低风险因素和中风险因素存在的情况分别占30%和70%,针对存在的中低风险,将进一步通过建立可靠性模型分析原因并解决。
2 纳滤膜净水装置的可靠性分析
2.1 建立纳滤膜装置的可靠性模型
根据该装置每个处理工艺功能的可靠性和整套装置系统功能可靠性[5]的逻辑关系,其属于串联可靠性模型[6],只要一道处理工艺发生故障,就会影响整套装置的运行。因此,整体可靠性要小于或等于每个处理工艺的最低可靠性,即:R≤min(Ri)。纳滤膜装置由多道处理工艺组成,包括预处理(石英砂+活性炭)和膜组件(前置过滤器+纳滤膜)。可靠性模型如图2所示。建立可靠性模型后,利用故障树分析方法,找到纳滤膜装置处理能力降低的原因,开展后续分析。

图2 纳滤膜装置的可靠性模型
2.2 故障分析
在装置运行过程中,会受到各方面因素的影响导致装置的处理能力下降,采用故障树的分析方法识别原因[7],开展定量或定性的系统评价,实施对策和解决措施。图3为纳滤膜装置故障树模型[8]。
由图3可以看出,引起纳滤膜装置故障的基本事件有8个(X1,X2,X3,X4,X5,X6,X7,X8),其中有7个最小割集[9],分别是{X1,X5},{X2,X5},{X3,X5},{X4,X5},{X5,X6},{X5,X7},{X5,X8}。

图3 纳滤膜装置故障树
通过统计2020年纳滤膜装置的故障情况(表3),可以看出,次数较多并重要的几个方面主要是原水水质、阻垢剂投加以及清洗效果的影响。只要减少这3类事件,就可以有效减少故障率。

表3 2020年纳滤膜装置运行事件统计
2.3 纳滤膜装置的纠正措施
2.3.1开展原水水质分析
通过对水厂沉淀池出水即纳滤膜处理装置的进水水质开展检测分析,便于掌握其中的特征污染物。通过水质分析表(表4),可以看出其中CODMn含量达到了4.12 mg/L,说明有机污染较为严重;浊度、总硬度和溶解性总固体的含量也较高,对膜的损伤较大,需要采取一定的预防措施。
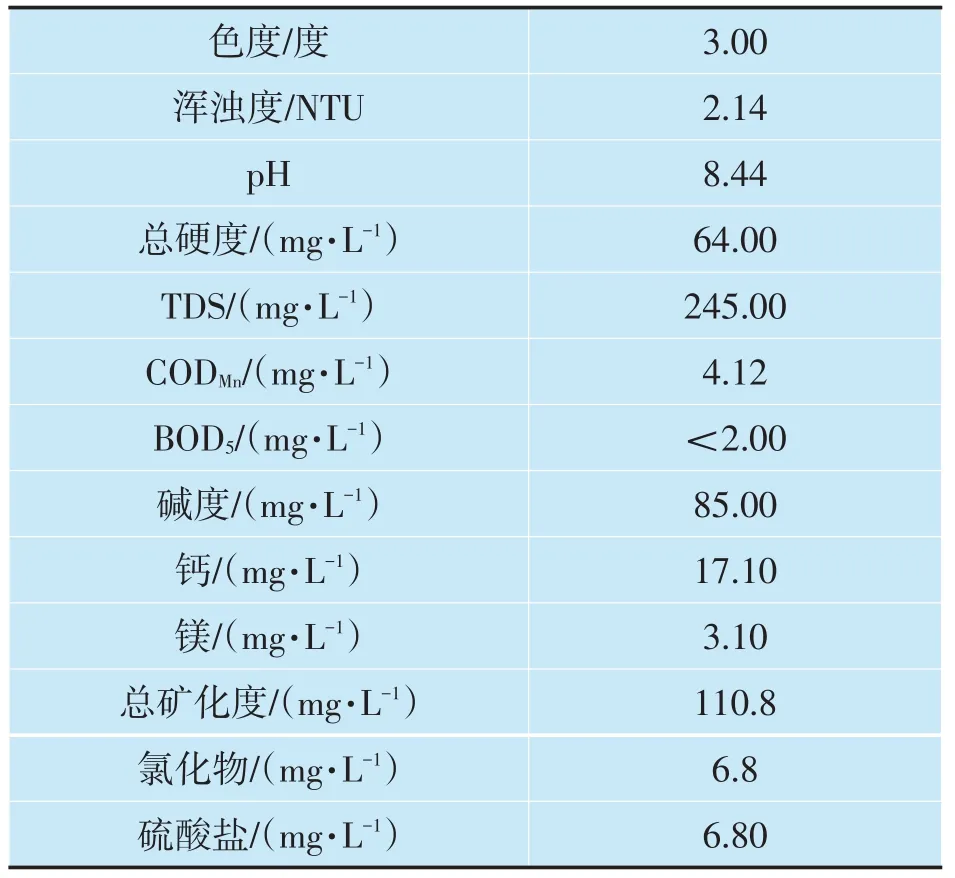
表4 水质分析
1)判断污染情况。根据膜性能检测中的接触角、拉伸强度等检测(表5),可以看出膜存在污染,有一定的老化,污染物在膜表面发生层状沉积及叠加,甚至有污染物堆积的现象。
习近平新时代爱国主义思想,是对中华民族爱国主义优良传统的创造性转化和创新性发展,是凝聚民族复兴力量的、调动人民积极性的精神旗帜,展现了民族情怀和世界担当,体现出开放的品格和自信的胸襟。

表5 膜性能检测
2)判断主要污染成分。通过对纳滤膜采用膜性能检测判断污染程度,通过红外光谱、三维荧光等检测方法,分析判断污染物成分。
主要的膜污染物包括无机颗粒物和有机污染物。污染物质造成膜产量下降和膜污染的可逆性是不同的,因而识别出主要的膜污染物质对有效控制膜污染、提高膜过滤性能具有重要意义。
通过红外光图谱(图4)可以看出,几个不同的特征峰的波长段对应的官能团是O-H、N-H,物质由于氢键作用,形成了多聚体。可以推断这部分污染是由含羟基或者胺基的污染物造成,是原水中所含腐殖酸或者氨基酸类污染累计导致。
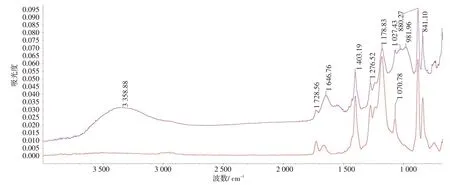
图4 红外光图谱
通过三维荧光图(图5)可以看出,存在两个相对强烈的峰,其对应的物质分别为SMP(可溶微生物产物)和芳香族蛋白,说明膜垢中存在蛋白质和生物高聚物污染。

图5 三维荧光图
根据X射线光电子能谱分析确定膜表面元素含量和元素价态的分析,通过选取特征元素C、F、Si、Fe、Ca作为目标组成元素。检测其中无机污染包含了Fe、Ca、Si,有机污染主要是羰基。
以上结果表明,污染物主要为有机污染和无机污染,有机污染包括蛋白质及多糖、腐殖质、亲水性小分子有机物的污染,无机污染包括硅、铁、钙与有机污染(如腐植酸)的桥联效应所形成的凝胶层。
2.3.2制定解决措施
1)对膜元件进行离线清洗[10],恢复膜过滤性能。通常现场运行过程中会阶段性开展在线化学清洗,但其具有一定的局限性,主要有以下几方面原因:①药剂温度控制。提高温度有助于提升清洗效果,清洗温度在40~50℃效果最佳,但在线清洗时,清洗液温度会对附属设备产生一定的影响。②药剂浓度控制。投加的酸性清洗剂和碱性清洗剂清洗最佳浓度为1%~2%,pH值范围为5~13,高浓度的药剂易造成设备腐蚀损坏。③清洗压力不足。因为纳滤膜是在一个膜壳里串联,清洗到后端膜元件时压力已经降低,冲洗强度减弱,膜清洗有一定影响。
针对以上原因,对纳滤膜开展离线清洗,根据污染物的分析,现场配置酸性清洗剂、碱性清洗剂和消毒剂进行清洗。碱性清洗剂为氢氧化钠溶液,配置pH值为13。酸性清洗剂为柠檬酸溶液,配置pH值为5。
将膜元件的进出水口拆卸,连接到离线清洗装置上,按照设定程序开展清洗,清洗前后产水量和跨膜压差对比结果见表6,表明清洗后产水量和跨膜压差均得到一定的恢复。
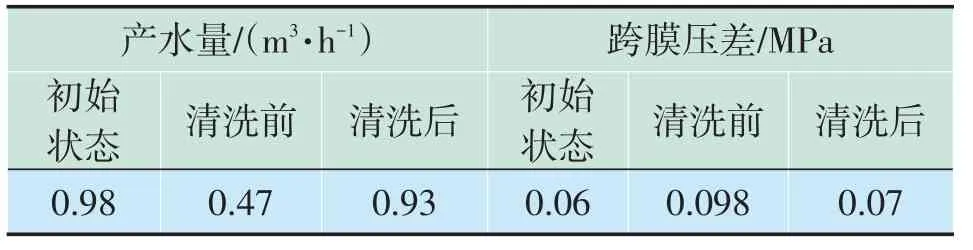
表6 清洗前后产水量和跨膜压差对比
2)调整阻垢剂投加量,降低纳滤膜过滤负荷。阻垢剂能够在一定范围内控制无机物结垢,在不加酸的条件下,LSI最大允许值为2.8,与铁、铝氧化物及硅化合物不易凝聚形成不溶物,可直接投加或稀释后投加,能够有效延长系统清洗周期,延长膜的使用寿命。然而阻垢剂的投加量过多也会增加纳滤膜的过滤负荷,正常运行过程中投加量是1 mg/L,通过膜检测后发现原水中的无机盐类有所下降,因此调整后阻垢剂的投加量为0.5 mg/L,持续监控装置运行情况。
3)调整预处理工艺[10],强化有机物处理能力。纳滤膜技术过滤精度较高,对于水中的无机离子能够有效发挥去除作用。通过对纳滤膜净水处理装置的原水检测和膜污染物成分检测可以看出,主要以有机污染为主。为此通过增加预处理工艺,降低进入纳滤膜的有机物含量,进而降低有机物对膜元件的污染程度。
工艺选择:对现有有机物处理技术进行文献整理研究,目前臭氧活性炭[11]两级工艺串联、臭氧+紫外线协同技术、膜混凝反应器等技术均能对水中有机物发挥净化处理效能。通过技术对比,其中臭氧+紫外线协同技术具有较多优势,其反应条件温和,无需特定的温度和压力,且无需添加其他化学试剂。在波长小于310 mm的紫外线照射下,臭氧先产生了游离氧自由基,再进一步与水反应生成具有强氧化性的羟基自由基,可氧化分解有机物,水中的一些大分子有机物被氧化成易吸附物质或二氧化碳,经过石英砂和活性炭两级滤罐的过滤或者吸附去除。
对增加预处理工艺前后膜的进水CODMn指标进行对比(由之前的平均3.71 mg/L降至2.40 mg/L),强化预处理工艺后,CODMn去除率由9.9%提高至42%,消解效率与CODMn的去除效果显著,预处理效果良好。
确定最佳停留时间:通过现场实验确定臭氧+紫外线最佳停留时间。由于石英砂和活性炭的压力和流量为恒定设计,作为定值不进行调整。根据调整臭氧+紫外线水箱的大小,设计停留时间为20、40、60 min,采集中段出水CODMn,确定最佳停留时间。数据结果如图6所示。
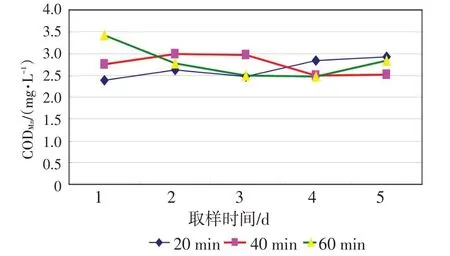
图6 CODMn中段出水数值
由图6曲线可以看出,停留时间超过20 min的两组CODMn检测数据,对CODMn的净化处理效果并没有表现的更加优异。按照投入效益最佳原则,确定停留时间为20 min。
3 质量管理后的设备运行情况
膜运行过程中的质量参数包括产水量、跨膜压差,浊度和CODMn的去除率等,对每个质量参数进行检测和数据监测。根据数据分析可知,纳滤膜的使用性能、产水量均能恢复到90%以上,纳滤膜装置产水量平稳,跨膜压差曲线相对平稳,波动较小,在一定程度上延长了膜的使用寿命。
根据其他关键水质检测指标参数检测数值可看出,出水浊度为0.098 NTU(在0.1 NTU以下),可有效去除原水中的CODMn,去除率达到95.7%。电导率值波动在15~25μs/cm,总硬度值<1.0 mg/L,溶解性总固体值稳定在7.5~17 mg/L,均能满足使用要求。
4 结论
通过质量风险管理确定风险因素,针对中低风险开展可靠性分析,建立可靠性模型,利用故障树分析方法,查找纳滤膜装置在运行过程中出现的故障问题及薄弱环节,为制定预防和改进措施提供依据,保证装置净化处理能力的有效恢复和平稳可靠运行。
1)通过原水水质分析和膜检测,确定了膜污染中导致性能下降的主要特征污染物为有机物污染。
2)采用离线清洗、调整阻垢剂投加量后,装置生产能力得到有效恢复;增加预处理工艺后,CODMn的去除率提高了32%。通过监控产水量、跨膜压差、浊度以及电导率等运行参数及水质检测指标可以看出,设备运行平稳,更具可靠性。
3)质量管理工作中,将进一步加强日常水质和装置运行状况监测,及时保养、跟踪维护,定期开展质量督查,将质量管理与日常运行有效结合起来,严格控制污染物成分,积累更多产品设计、运行和维护经验。
猜你喜欢
湖北农业科学(2022年9期)2022-06-01
中国农村水利水电(2022年4期)2022-04-12
核技术(2021年10期)2021-10-26
化工学报(2021年6期)2021-06-30
科学家(2021年24期)2021-04-25
陶瓷学报(2020年3期)2020-10-27
石河子大学学报(自然科学版)(2020年2期)2020-04-30
电子制作(2018年23期)2018-12-26
北京航空航天大学学报(2017年6期)2017-11-23
电子制作(2017年2期)2017-05-17
