
石墨烯/高密度聚乙烯在水润滑条件下的摩擦学性能研究
2021-12-09 06:51张栗源董从林袁成清吴宇航
表面技术 2021年11期
张栗源,董从林,袁成清,吴宇航
(1.武汉理工大学 a.交通与物流工程学院 b.船舶动力工程技术交通行业重点实验室,武汉430063;2.国家水运安全工程技术研究中心 可靠性工程研究所,武汉430063)
船舶推进轴系是船舶动力装置中重要的组成部分之一。水润滑尾轴承是船舶推进轴系中重要的支撑部件[1],其性能直接影响船舶的安全和运营成本,优异的水润滑尾轴承有益于延长船舶推进系统的使用寿命[2]。由于螺旋桨的自重、悬伸结构以及水动力扰动等因素的影响[3],水润滑尾轴承工作环境十分复杂且恶劣。高密度聚乙烯(HDPE)是环境友好型材料,具有优异的自润滑性能,兼具良好的耐磨性和耐酸碱性[4,5],被应用于水润滑轴承制造。然而,面对极端工况时(船舶低速、重载、启停等情况),高密度聚乙烯水润滑尾轴承会产生剧烈的摩擦和异常的振动噪声[6],降低了尾轴承的耐磨性和可靠性。长时间运转过程中的摩擦热聚集现象,极易诱发复合材料异常疲劳磨损,加剧了水润滑尾轴承的摩擦磨损[7]。因此,特殊工况下摩擦学性能的下降,成为制约高密度聚乙烯尾轴承进一步发展的关键问题。
众多学者通过化学修饰和物理手段改性高密度聚乙烯,使之成为具备优异性能的减摩抗磨复合材料[8-9]。同时,借助纳米材料独特的物理结构和理化性能改性复合材料也广泛应用于工程领域[10]。石墨烯是典型的二维层状结构材料,其低的层间剪切力所表现的自润滑性能,引起了摩擦学者广泛的关注[11-12]。石墨烯纳米片(GNS)是典型的纳米尺寸的碳质材料,具有大的比表面积、高硬度等众多优异特性。作为添加剂,能显著提高复合材料的自润滑性能和机械性能[13-15]。Ouyang 等[16]使用电弧法制备了仅有几层厚度的石墨烯纳米片,用作基础油添加剂,结果表明,在低速和重载工况下,其提高了基础油的润滑性能。Wang 等[17]通过激光照射法制备了一种分散性良好的银/石墨烯纳米复合材料。结果表明,复合材料优异的自润滑性能和银纳米球的自修复二者协同作用,促进了复合材料的摩擦学性能。也有学者采用电泳沉积法制备了一种石墨烯固体润滑涂层并用于硅晶片,研究发现,通过延长低压下的沉积时间,得到了微观结构致密的石墨烯涂层,从而达到优异的减摩效果[18]。很显然,利用石墨烯纳米材料改性复合材料是提高复合材料摩擦学性能的重要途径。
本研究将制备一种石墨烯/高密度聚乙烯复合材料,在水润滑条件下进行相关摩擦学试验,研究改性复合材料水润滑条件下的摩擦磨损行为,通过对比分析摩擦系数、体积行程磨损率、微观磨损形貌和对磨副磨损区域元素分布规律等,获得GNS 添加比例对HDPE 复合材料摩擦学行为的影响规律,明晰其对低摩擦系数持续时间的影响规律。关于石墨烯纳米片改性高聚物的相关研究,大多聚焦于其减摩抗磨作用效果强弱,关于低摩擦持续时间的研究十分稀少。本文研究石墨烯/高密度聚乙烯复合材料摩擦磨损机理,以及建立有效石墨烯润滑层的条件,为开发减摩抗磨的聚合物基复合水润滑轴承材料提供参考。
1 试验
1.1 材料
图 1a 为本试验使用的高密度聚乙烯颗粒(HDPE),其直径为3 mm,呈白色透明颗粒状。石墨烯纳米片厚度为5~10 nm,直径为400~1500 nm,如图1b 所示。石墨烯纳米片的微观形貌和拉曼光谱分别如图1c 和图1d 所示。拉曼光谱G 峰(1580 cm-1)和2D 峰(2700 cm-1)是属于石墨烯的特征峰[19]。
本试验制备了7 种不同含量的石墨烯/高密度聚乙烯复合材料,原料配比如表1 所示。利用密炼机对原始材料进行加热熔融,平行双螺杆推动熔融材料缓慢蠕动,在热熔和螺杆搅动的双重作用下,复合材料实现充分混合。设置密炼机加热温度为180 ℃,转速为80 r/min,单次运行时间为10 min。使用注塑成型机将密炼后的复合材料制备成易于检测性能的规则试样,设定注塑温度为200 ℃,注塑压力为120 MPa,每个新制备的高聚物试样在室温下充分冷却20 min。图1e 是制备完成的圆盘状试样,直径为30 mm,高度为8 mm。随着石墨烯含量的增加,试样颜色趋近于深黑色。为了便于表示,将未添加石墨烯的复合材料定义为0.0% GNS(即纯HDPE),添加质量分数0.3%~3.0%石墨烯的复合材料依次是 0.3% GNS、0.6% GNS、0.9% GNS、1.2% GNS、1.5% GNS 和3.0%GNS。在进行摩擦学性能测试之前,对复合材料试样表面进行抛光处理,抛光后,其表面粗糙度达到Sa=(1.0±0.3) μm。
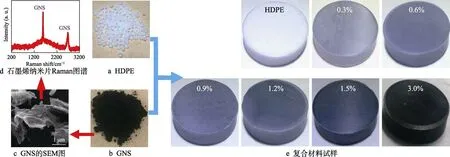
图1 材料合成示意图Fig.1 Schematic diagram of material synthesis: (a) HDPE; (b) graphene nano-sheets; (c) SEM of GNS; (d) Raman patterns of GNS; (e) composite specimens (φ=30 mm, h=8 mm)
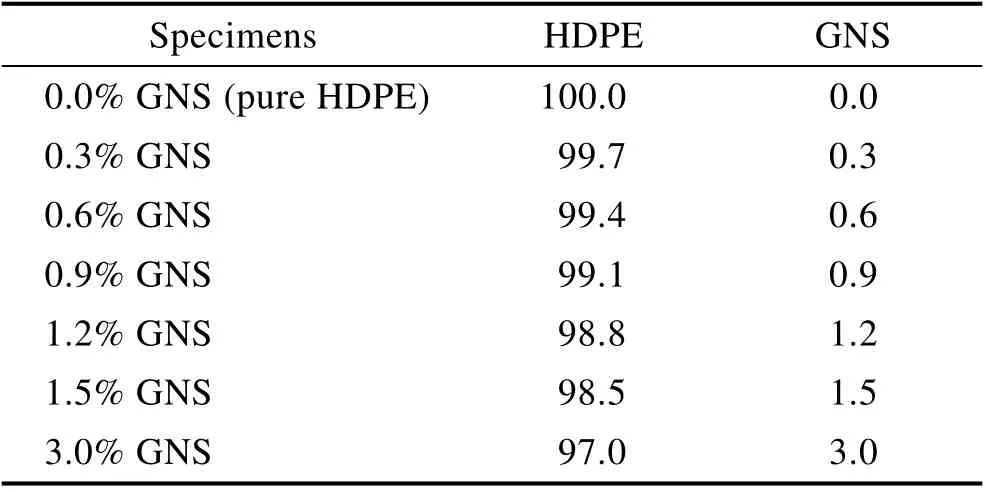
表1 复合材料成分比例Tab.1 Composition ratio of composites wt%
1.2 摩擦学试验
使用RTEC 摩擦磨损试验机开展改性复合材料在水润滑条件下的摩擦学性能测试,润滑介质均使用蒸馏水,试验原理如图2 所示。对磨副为φ10 mm 的Si3N4和ZrO2陶瓷球,其表面粗糙度均为Sa=(150±50)nm,如图2b 所示。氮化硅和氧化锆陶瓷球化学性质稳定,具有极高的耐磨性能,在与高分子复合材料摩擦磨损过程中几乎不会被磨损,可以排除因对磨副的严重摩擦磨损导致被测复合材料的摩擦磨损行为受到显著干扰[20]。本次试验采取往复运动摩擦模式,设定法向载荷为15 N,往复行程为9 mm,往复频率为1 Hz(线速度为0.018 m/s),试验温度为25 ℃,测试时间为60 min。在测试条件不变的前提下,补充测试0.6% GNS 复合材料600 s 和2000 s 的摩擦磨损试验。每组试验均重复3 次,每次试验前均更换新的陶瓷球和石墨烯/高密度聚乙烯复合材料试样。
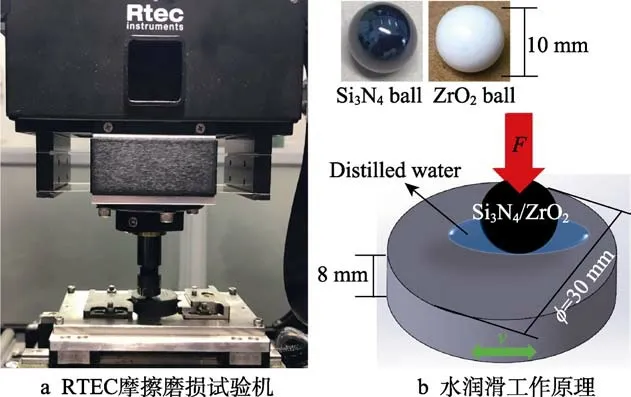
图2 摩擦磨损试验仪器及原理Fig.2 Wear test apparatus and principles: (a) RTEC wear test apparatus; (b) working principle of water-lubricated
1.3 测试技术和方法
使用激光共聚焦显微镜(VK-X1000,KEYENCE,Japan)、扫描电子显微镜(VEGA3, TESCAN,Czech),观测高分子复合材料的磨损表面微观形貌,结合积分原理计算体积磨损量,进而获得体积行程磨损率,并使用能谱仪(EDS)分析对磨副磨损区域的元素成分及分布情况。采用共焦显微拉曼光谱仪(InVia,RENISHAW,England)检测复合材料的拉曼图谱,使用固体石墨烯/高密度聚乙烯复合材料试样进行检测,测试波数范围为1500~3000 cm-1,光谱分辨率为1~2 cm-1。用电子万能材料试验机(Instron 5967,INSTRON,China)测试复合材料的拉伸强度和撕裂强度,其载荷精度≥±0.5%。采用肖氏硬度计(LX-A,LUNJIE,China)检测复合材料室温下的肖氏硬度。
2 结果与分析
2.1 石墨烯/高密度聚乙烯复合材料性能表征
图3 是不同含量石墨烯改性的高密度聚乙烯复合材料拉曼光谱图谱,在1580、2700 cm-1处分别出现了sp2碳原子的面内振动引起的G 峰和双声子共振二阶拉曼2D 峰,均属于石墨烯的典型拉曼光谱特征峰[19]。高密度聚乙烯的拉曼特征峰主要集中在2800~3000 cm-1[5],表现出很高的强度值。值得注意的是,随着石墨烯含量的增加,石墨烯的拉曼特征峰(1580、2700 cm-1)显著增强。显然,石墨烯含量越多,特征峰越显著。3.0% GNS 表现出最强的石墨烯拉曼特征峰。
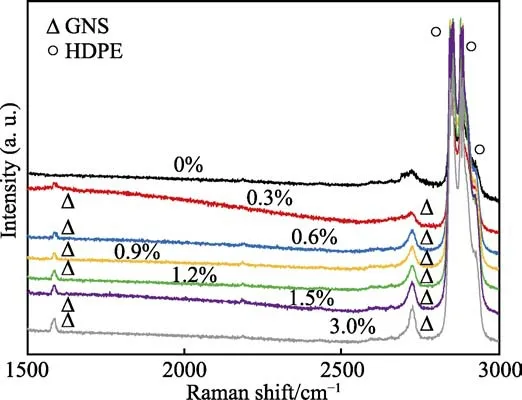
图3 石墨烯改性复合材料的Raman 图谱Fig.3 Raman patterns of composites modified by GNS
材料的机械性能与其减摩抗磨能力有直接的关系[21]。表2 展示了石墨烯/高密度聚乙烯复合材料的拉伸强度、撕裂强度和肖氏硬度。可以看出,随着石墨烯纳米片含量的增加,复合材料的拉伸强度展现出先增加后减小的趋势,1.5% GNS 复合材料的拉伸强度最大,达到19.81 MPa,3.0% GNS 复合材料的拉伸强度降低为19.13 MPa。复合材料的撕裂强度和肖氏硬度也表现出相似的规律,1.5% GNS 复合材料的撕裂强度和肖氏硬度最高,值分别为31.34 MPa 和92.6HSA,当添加3.0% GNS 的改性复合材料撕裂强度和肖氏硬度均出现下降的趋势。含量过多的石墨烯纳米片使复合材料与石墨烯的界面结合接触面积增大,在外力作用下,诱发滑移剪切现象,制约复合材料机械性能的提升[22]。该结果表明,适量石墨烯纳米片有利于提高高密度聚乙烯的机械性能,过多则会造成机械性能的下降。
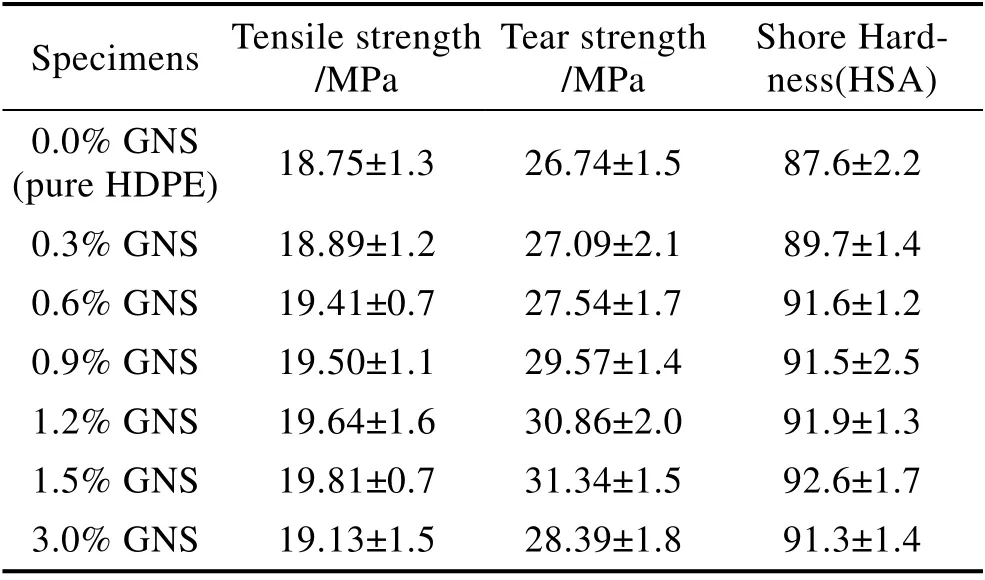
表2 复合材料的机械性能Tab.2 Mechanical properties of composites
2.2 摩擦系数的变化规律
图4 是7 组石墨烯/高密度聚乙烯复合材料在水润滑条件下的摩擦系数(法向载荷15 N,往复频率1 Hz,试验时间60 min,对磨副分别为Si3N4和ZrO2)。总体上,如图4a 和图4c 所示,0.3%、0.6%、0.9%、1.2%、1.5%、3.0% GNS 改性高密度聚乙烯的摩擦系数低于未改性的高密度聚乙烯材料,说明石墨烯纳米片有助于降低高分子材料的摩擦系数,得益于在微观摩擦界面形成易剪切的石墨烯纳米片润滑层[13]。对磨副为Si3N4陶瓷球时,0.0% GNS 复合材料(纯高密度聚乙烯)在整个摩擦过程中一直表现出高的摩擦系数,保持在0.08 附近,如图4a 所示。0.3% GNS 复合材料在初始110 s 内,摩擦系数明显降低,仅为0.053,但随着磨损时间的延长,摩擦系数持续上升,最终高于纯高密度聚乙烯材料,说明摩擦副遭受了严重的磨损,导致摩擦系数持续上升。0.6%、0.9%、1.2%GNS 复合材料都表现出相似的上升规律。初始摩擦阶段,摩擦系数均处于较低水平,并持续了一段时间,随着石墨烯纳米片含量的增加,低摩擦系数的持续时间在不断延长。1.5% GNS 复合材料在整个60 min 的测试过程中,摩擦系数始终维持最低且平稳的状态,稳定在0.037 附近。这说明摩擦界面建立了持续而有效的润滑层,摩擦界面工作环境得到改善。改性复合材料的减摩效果呈现显著的石墨烯纳米片含量依赖性,高含量石墨烯纳米片有益于维持复合材料低摩擦系数的持续时间。然而,3.0% GNS 复合材料的摩擦系数出现变化,初始低摩擦系数现象消失,这是由于过多的石墨烯纳米片削弱了复合材料界面的结合强度,使材料的机械性能下降(表2),导致摩擦学性能不稳定。图4b 是复合材料与Si3N4摩擦学试验的平均摩擦系数。石墨烯含量增加,复合材料的摩擦系数呈现先降低后升高的趋势。1.5% GNS 复合材料表现出了最低的平均摩擦系数,达到0.036,相比纯高密度聚乙烯材料下降了53.6%。3.0% GNS 复合材料的平均摩擦系数出现上升的趋势,达到0.055。
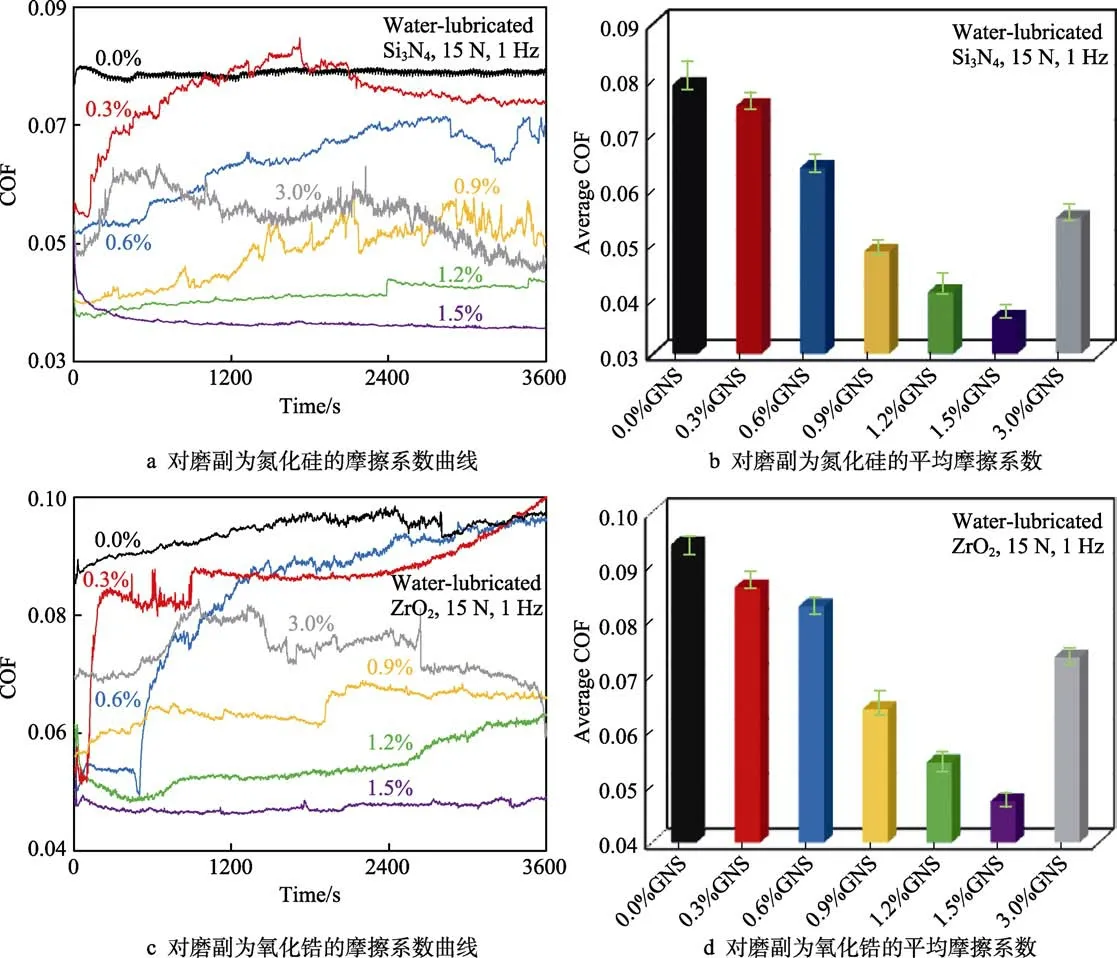
图4 复合材料摩擦系数Fig.4 COF of composites: friction against with Si3N4 (a) COF curves and (b) average COF; friction against with ZrO2 (c) COF curves and (d) average COF
为了排除可能的Si3N4材料水解效应致使的低摩擦现象,在相同工况下,补充对磨副为ZrO2陶瓷球的摩擦学试验,结果如图4c 所示。纯HDPE 在整个摩擦磨损阶段维持着最高的摩擦系数。GNS 含量增加,0.3%、0.6%、0.9%、1.2% GNS 改性的HDPE 复合材料初始低摩擦系数的持续时间逐渐延长,与图4a展现出相似的规律。复合材料填充3.0% GNS 时,导致摩擦学性能波动。图4d 是复合材料与ZrO2摩擦学试验的平均摩擦系数。随着GNS 含量的增加,平均摩擦系数出现明显的先降低后升高的趋势。1.5% GNS复合材料的摩擦学性能最优,平均摩擦系数相比纯HDPE 降低了49.5%。3.0% GNS 复合材料的平均摩擦系数增加到0.074。结果表明,改性复合材料与两种不同陶瓷球对磨展现的规律基本一致,可以排除对磨副对改性复合材料摩擦学性能的干扰,下文将主要检测与Si3N4对磨的改性复合材料的摩擦学行为。
2.3 磨损表面三维形貌分析
采用激光共聚焦显微镜观测对磨副为Si3N4的复合材料的磨损形貌,磨痕的三维轮廓如图5 所示。0.0% GNS 材料(纯高密度聚乙烯材料)的磨痕最明显,磨痕宽度最大,达到1381 μm,磨痕区域的面粗糙度也最大,达到11.21 μm,这说明在摩擦过程中,HDPE 经历了极其严重的摩擦磨损。0.3% GNS 改性复合材料磨痕区域也较为粗糙,面粗糙度为9.74 μm,略有下降,磨痕宽度减小为1185 μm。0.6% GNS、0.9%GNS 和1.2% GNS 改性复合材料的磨痕宽度和磨损区域面粗糙度均表现出下降的趋势,磨痕宽度分别为1046、942、893 μm,磨损界面面粗糙度分别为8.87、7.52、6.14 μm。磨痕变窄、光滑与石墨烯含量的增加有直接关联。更有甚者,因为摩擦副之间形成了持续而有效的润滑,1.5% GNS 复合材料的摩擦系数低且稳定,使得其三维磨损轮廓最为平整光滑,磨损区域面粗糙度最小,为Sa=3.85 μm,且有最小的磨痕宽度(624 μm)。总体表明,添加适量石墨烯纳米片强化了高密度聚乙烯的机械性能(表2)和自润滑性能(图4),提升了改性复合材料的耐磨损性能。
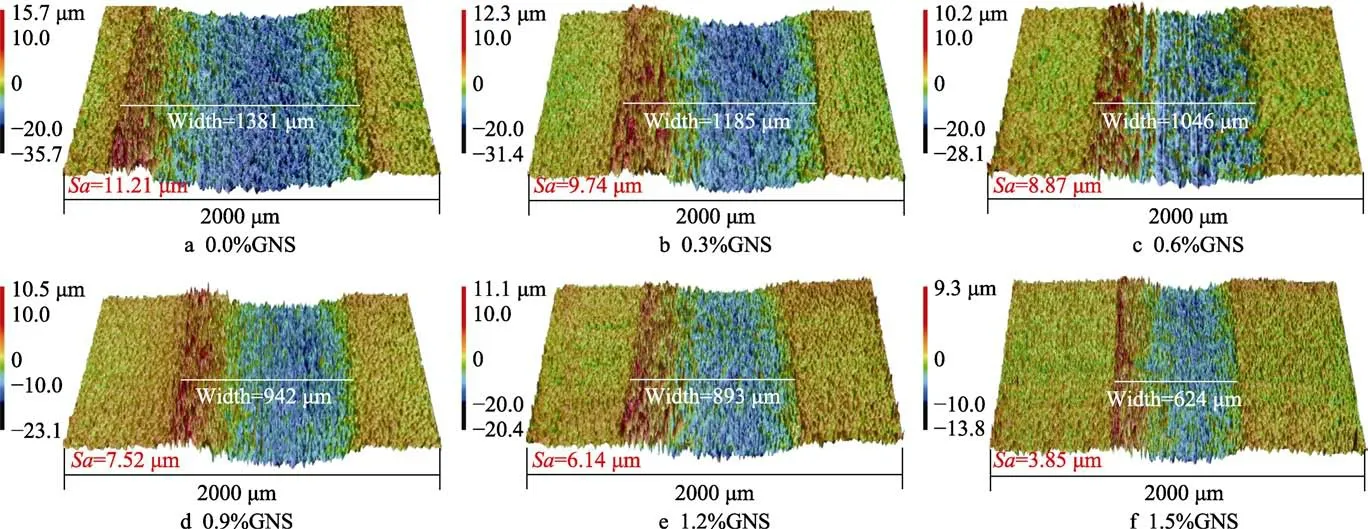
图5 复合材料三维磨痕轮廓Fig.5 3D wear scar profile of composites
依据磨痕区域剖面图可以推算出复合材料的体积行程磨损率。由于石墨烯含量相近的材料磨痕剖面曲线相差不大,故选取0.0% GNS、0.6% GNS、1.5%GNS、3.0% GNS 复合材料的磨痕剖面图进行分析,如图6a 所示。可以明显看出,HDPE 的磨痕明显,磨痕深度最大,达到42 μm。这说明HDPE 在相同工况下最容易磨损,摩擦磨损过程最严重。0.6% GNS和1.5% GNS 的磨痕最大深度分别为33 μm 和19 μm。1.5% GNS 展现了最窄且最浅的磨痕,这与其良好的机械性能和持续低的摩擦系数结果一致。石墨烯纳米片含量过多时,复合材料的机械性能降低(表2),摩擦学性能出现波动(图4),优异的耐磨损性能遭到削弱,最大磨痕深度增加并达到27 μm。采用积分公式,计算材料横截面的磨损轮廓面积S磨损,磨损横截面可以看作是无数个宽度为ΔL的极小矩形面积之和。激光共聚焦设置的平面分辨率为2 μm,也就是ΔL=2 μm。可以得到宽度为ΔL的矩形面积S单:
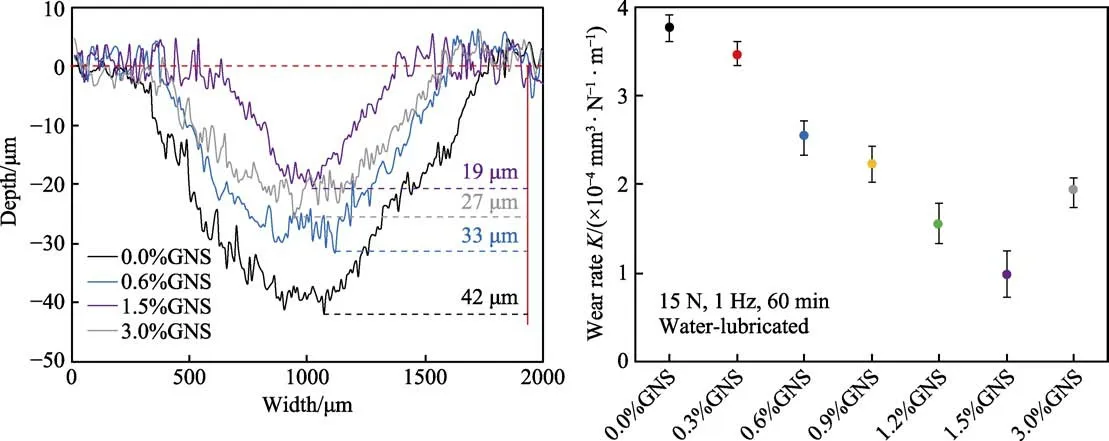
图6 磨痕区域剖面图(a)及体积行程磨损率(b)Fig.6 Cross-section of wear scar (a) and volume stroke wear rates (b)
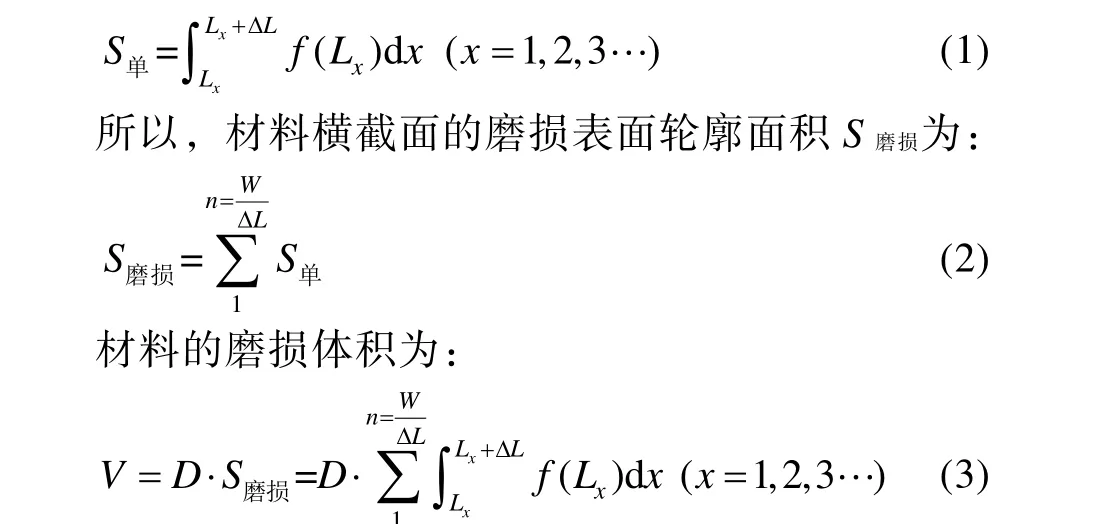
单位载荷和单位滑动距离下的材料体积行程磨损率为:

式中:S磨损是磨损面积,μm2;S单是最小宽度ΔL的磨损面积,μm2;f(Lx)是横坐标为x时磨痕的深度值,μm;W是磨痕宽度,μm;V是磨损体积,mm3;D是磨痕长度,mm;F是法向载荷,N;S是总行程,m。
通过计算得到石墨烯/高密度聚乙烯复合材料的体积行程磨损率,如图6b 所示。0.0% GNS 复合材料的磨损最严重,达到3.76×10-4mm3/(N·m),复合材料剥离脱落现象明显。0.3% GNS、0.6% GNS、0.9% GNS、1.2% GNS、1.5% GNS 改性高密度聚乙烯复合材料的体积行程磨损率逐渐减小,这与磨痕三维轮廓图(图5)和磨痕区域剖面图(图6a)结论一致。然而,3.0%GNS 复合材料的体积行程磨损率出现上升趋势。
2.4 微观磨损形貌分析
为了深入分析石墨烯/高密度聚乙烯复合材料的摩擦磨损机理,使用扫描电子显微镜(SEM)观测磨痕微观形貌,如图7 所示。0.0% GNS 材料在试验过程中遭受严重的磨损,局部集中的摩擦热导致材料产生了明显的塑性变形,并伴随着严重的材料撕裂和堆积现象,与其持续的高摩擦系数相一致(图4a)。石墨烯纳米片添加量为0.3%、0.6%时,磨损表面出现明显的裂纹和材料堆积现象,但是磨损区域大小及磨损程度相较HDPE 有所改善。随着石墨烯含量继续提升,0.9%、1.2% GNS 改性复合材料的微观磨损表面受到摩擦力的往复作用,出现了轻微的材料撕裂分离现象,磨损现象得到明显改善。1.5% GNS 复合材料表现出最光滑平整的磨损界面,如图7f 所示,表面仅出现轻微的划痕现象,这显然与其低摩擦系数(图4a)、最小的磨痕和体积行程磨损率(图5 和图6)是分不开的。
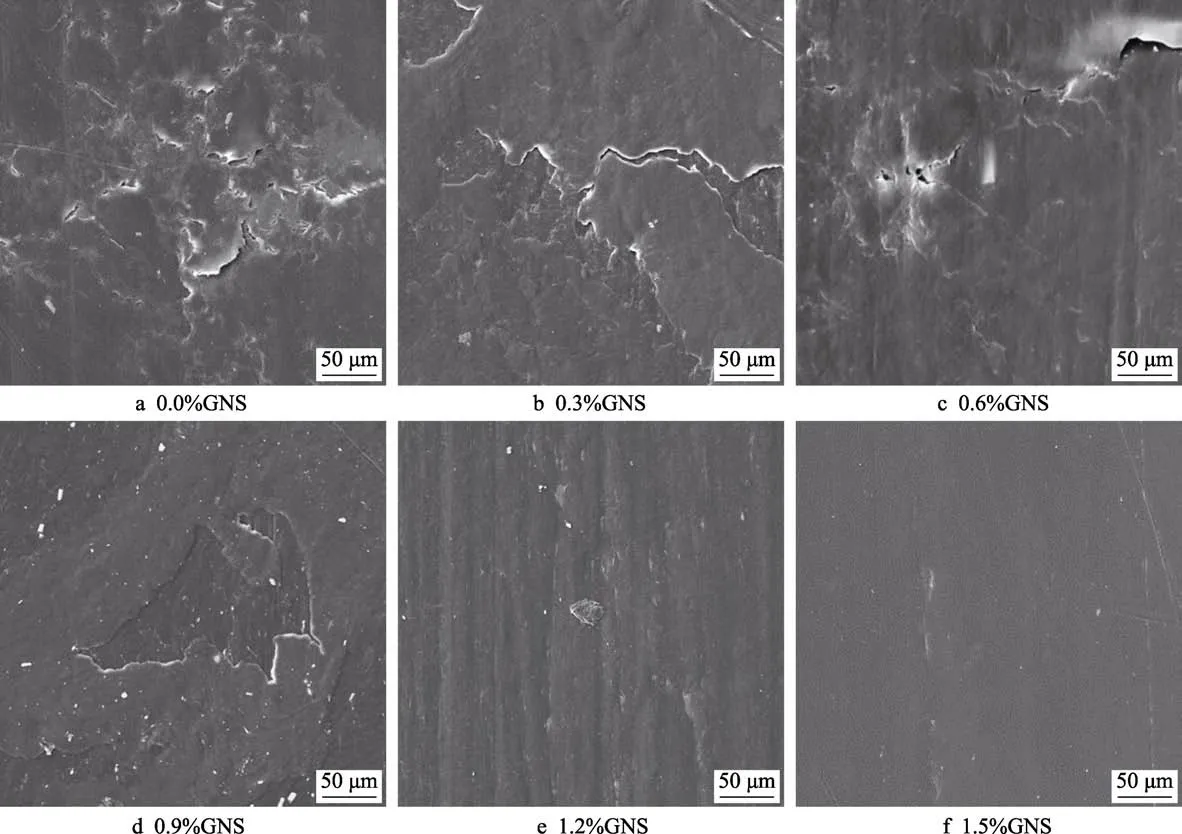
图7 复合材料磨痕SEM 图像Fig.7 SEM pictures of composites wear scar
2.5 对磨副Si3N4陶瓷球EDS 分析
上述结果表明,石墨烯含量的增加显著改善了改性复合材料的润滑状态以及摩擦学性能,这可能与具有极低层间剪切力的层状石墨烯润滑层的形成与分布有直接关系[23-24]。为了印证石墨烯润滑层的形成与分布,利用能谱仪分析对磨副磨损接触区域的元素成分。Si3N4陶瓷球与0.6%、1.5% GNS 改性复合材料进行对磨试验时摩擦面的EDS 图谱见图8。图8a 是EDS 曲线图谱,可以发现,与1.5% GNS 改性复合材料摩擦的Si3N4磨损接触区域明显出现了属于碳元素的能谱峰,其峰值高于与0.6% GNS 改性复合材料摩擦的Si3N4陶瓷球。磨损区域碳元素分布如图8e-3,碳元素的质量分数为3.5%,原子数分数为3.8%(图8c)。然而,与0.6% GNS 改性高密度聚乙烯摩擦的Si3N4陶瓷球表面仅存在少量的碳元素分布,如图8d-3,碳元素的质量分数为 0.3%,原子数分数为0.4%。大量的碳元素均匀地分布于Si3N4磨损表面,说明在摩擦磨损过程中,改性复合材料中较多的石墨烯转移至Si3N4磨损表面,形成了有效的石墨烯润滑层,显著改善了摩擦副之间的润滑工况,降低了摩擦系数(图4a),这与其他学者的研究相符[25]。与此同时,磨损被抑制(图5 和图6),仅发生轻微划痕(图7f)。微量碳元素分布于磨损区域,说明石墨烯润滑层不连续、不完备,在摩擦磨损过程中不能起到良好的润滑作用;磨损加剧以后,润滑层发生剥离进而失效,最终致使摩擦系数出现急剧增加的现象(图4a),磨损加剧,体积行程磨损率增大(图6)。
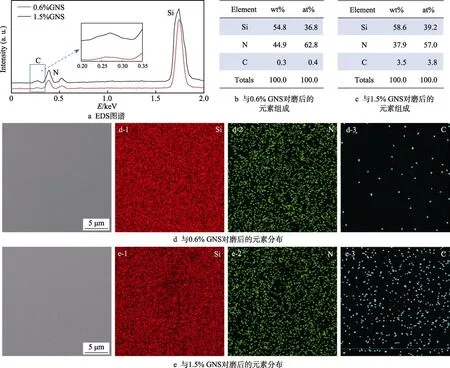
图8 与0.6% GNS 和1.5% GNS 复合材料对磨的Si3N4 陶瓷球磨损区域的EDS 能谱及元素组成和分布Fig.8 EDS of wear surfaces of Si3N4 ball going against the HDPE modified by 0.6% GNS and 1.5% GNS: (a)EDS patterns;(b) element composition proportion and (d) element distribution of Si3N4 ball going against the HDPE modified by 0.6% GNS;(c) element composition proportion and (e) element distribution of Si3N4 ball going against the HDPE modified by 1.5% GNS
2.6 对磨副Si3N4 陶瓷球不同磨损时间的EDS 分析
为了进一步研究石墨烯润滑层被破坏和失效的过程,选取0.6% GNS 复合材料试样,分别进行600 s和2000 s 的摩擦磨损试验,其他试验条件均不改变,试验结果如图9 所示。图9a 是摩擦系数随时间的变化曲线。在600 s 的摩擦磨损过程中,摩擦系数维持低的值,在0.05 附近,表明石墨烯起到减摩的作用。在2000 s 的摩擦磨损过程中,摩擦系数在1300 s 开始急剧上升,说明摩擦副润滑状况发生改变,石墨烯润滑层可能被破坏,导致摩擦系数陡增,这与图4a所示的摩擦系数变化规律是相似的。图9b 展示了磨损600 s 和2000 s 的Si3N4陶瓷球磨损表面的EDS 图谱。可以看出磨损600 s 时,碳元素在Si3N4陶瓷球表面有着明显的能谱峰值,磨损区域也分布着密集的碳元素,如图9c-3 所示;碳元素的质量分数为1.9%,原子数分数为2.1%,如图9d 所示。大量的碳元素均匀地分布于Si3N4磨损表面,表明在摩擦磨损初期(600 s 以内),改性复合材料中的石墨烯转移至Si3N4磨损表面,形成了有效的石墨烯润滑层,石墨烯润滑层在摩擦界面发挥了有效的润滑作用[26],使得摩擦系数保持一个低而稳定的值。当摩擦磨损试验时间增加至2000 s 时,碳元素的EDS 峰值变得不明显,如图9b 所示;碳元素分布稀少(图9e-3),质量分数和原子分数分别减小到0.7%和0.9%(图9f)。显然,经过长时间的摩擦磨损,表面逐渐变得粗糙,石墨烯润滑层逐渐被剥离,变得不连续,不能有效地覆盖于摩擦副表面,慢慢丧失减摩的作用,摩擦系数逐渐增大。
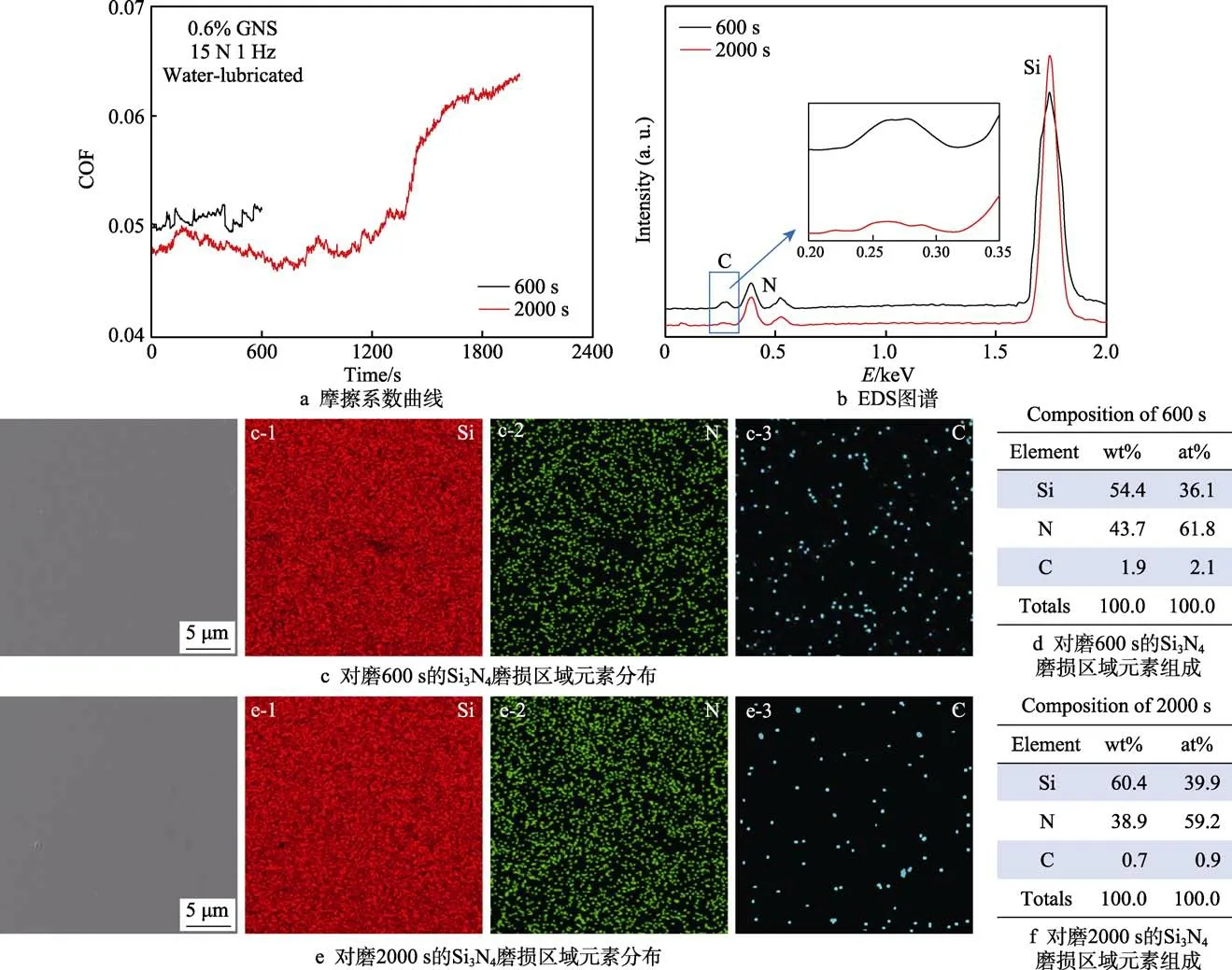
图9 与0.6% GNS 复合材料对磨600 s 和2000 s 的Si3N4 陶瓷球磨损区域的EDS 能谱图Fig.9 EDS of wear surfaces of Si3N4 ball going against the HDPE modified by 0.6% GNS for 600 s and 2000 s: (a) COF curves;(b) EDS patterns; (c) element distribution and (d) element composition proportion of Si3N4 ball going against the HDPE modified by 0.6% GNS for 600 s; (e) element distribution and (f) element composition proportion of Si3N4 ball going against the HDPE modified by 0.6% GNS for 2000 s
2.7 摩擦磨损机理分析
总体上,石墨烯纳米片对高密度聚乙烯基体材料的摩擦学性能产生了显著的影响。在摩擦磨损过程中,掺杂于高密度聚乙烯中的石墨烯纳米片受到剪切力的作用,逐渐剥离脱落,转移至摩擦副的接触表面,形成石墨烯润滑层,显著改善摩擦副之间的润滑性能,降低摩擦系数。与此同时,石墨烯纳米片还强化了高密度聚乙烯机械性能(表2)。二者综合作用下,显著改善高密度聚乙烯的耐磨损性能。然而,改性高密度聚乙烯的耐磨损性能表现出明显的石墨烯含量依赖性和磨损时间依赖性。在一定范围,石墨烯含量越高,则转移至摩擦副表面的石墨烯纳米片越多,有利于较好地形成石墨烯润滑层,减磨效果更加显著,并且持续时间较长。过高的石墨烯含量造成复合材料机械性能下降(表2),摩擦学性能也出现波动(图4)。当石墨烯含量较低时,在磨损初期,能形成较好的石墨烯润滑层,摩擦系数处于较低的水平(见图4a、图4c、图9a)。然而,随着磨损时间的延长,磨损逐渐严重,摩擦副表面的石墨烯润滑层逐渐剥落,而石墨烯含量较少的高密度聚乙烯复合材料缺乏足够的石墨烯纳米片转移至摩擦副表面,不能补充剥落的石墨烯润滑层,最终导致润滑层破裂,失去润滑作用,摩擦系数升高(图4)。最后表现出改性高密度聚乙烯的低摩擦系数持续时间在一定范围内随着石墨烯纳米片含量的增加而延长。
3 结论
1)石墨烯纳米片凭借优异的理化性能,对高密度聚乙烯复合材料的拉伸强度、撕裂强度和肖氏硬度都具有一定程度的提升。复合材料的机械性能随着石墨烯含量的增加而先增强后减弱。
2)石墨烯纳米片含量增加,石墨烯/高密度聚乙烯复合材料的摩擦学性能总体得到提升。1.5% GNS复合材料表现出最低的摩擦系数、最小体积行程磨损率以及光滑的微观形貌。3.0% GNS 复合材料的摩擦学性能下降。
3)随着摩擦时间的延长,磨损逐渐严重,摩擦副表面的石墨烯润滑层逐渐剥落,最终破裂,失去润滑作用,摩擦系数升高,导致改性高密度聚乙烯材料低摩擦系数的持续时间在一定范围内随着石墨烯纳米片含量的增加而延长。
猜你喜欢
中外公路(2022年1期)2022-05-14
装备制造技术(2021年4期)2021-08-05
润滑与密封(2021年1期)2021-01-20
中国机械工程(2019年8期)2019-05-18
山东工业技术(2018年13期)2018-08-20
纤维复合材料(2018年4期)2018-04-28
中华建设科技(2016年6期)2016-08-13
中国塑料(2015年9期)2015-10-14
中国铁道科学(2015年5期)2015-06-21
石家庄铁道大学学报(自然科学版)(2015年3期)2015-02-28
