连续式工业炉内的流动与传热特性模拟研究
2021-12-06 01:52王花蕾吴雪莹
工业加热 2021年11期
王花蕾,吴雪莹
(1.杨凌职业技术学院,陕西 咸阳 712100;2.长安大学 运输工程学院,陕西 西安 710064)
电弧焊电极在各行业机械结构施工中起着重要的作用[1]。在电极被加工成最终状态之前,通常需要在熔炉中进行一定的高温热处理。电极沿熔炉长度移动,并根据应用情况,采用各种不同的传热机制进行处理从而确保其满足不同行业的特殊需求[2-3]。这种热处理是保证焊接质量和满足所有机械、冶金、环境和经济措施所必需的。本文对一种用于固化电弧焊接电极的连续式工业炉(简称固化炉)内流场进行了模拟分析[4-6]。该固化炉采用五台风扇来使换热器内的热流场进行循环从而达到对炉体中各电极均匀加热的作用,其中炉体中温度的分布对于成品品质至关重要,那么分析炉内的温度及流场分布从而精准控制热处理过程具有重要意义。然而,由于瞬态、多维、湍流等流动条件以及不同传热方式同时存在,很难准确、快速、廉价地得到温度分布[7-9]。随着计算机模拟技术的发展,为采用计算流体力学获得瞬态流场和温度场、检验热物理参数和几何参数的优化提供了有效的工具。
本文提出了一种用ANSYS Fluent进行的数值计算方法来研究固化炉内的非等温流动现象。本文创新地采用了两种重要的建模策略,首先,本文考虑与时间相关的边界条件,以避免建模电极在炉内移动所需的动网格计算量。本文不是向前移动电极,而是在固定的几何结构(熔炉的固定段)内求解,并通过与电极相同速度向后移动的时间相关边界条件来模拟热空气流入,从而获得了工业炉内的温度及流场分布。同时模拟结果与实验数据进行对比以确保所提出的计算模型合理,从而为热处理电弧焊电极的固化炉设计提供理论依据。
1 炉体结构和电极布置
本文研究的电极连续固化炉由预热段、加热段和冷却段组成,分别为10、9.8和4.7 m。需要固化的电极以0.002 8 m/s的速度缓慢通过整个熔炉[10]。因此,电极在上述每个炉区分别处理59.5、58.5和28 min。空气通过左右两侧喷嘴进入炉体内,与电极交换热量,然后从底部离开。图1(a)为预热区到加热区的截面。弧焊电极的中心有一根由特定材料覆盖的杆。它的长度为450 mm,内径为4.95 mm,外径为7.2 mm。一系列的电极被固定在一个宽度700 mm托盘之上,图1(b)所示为被固定在托盘上等待热处理固化的电极实物图。
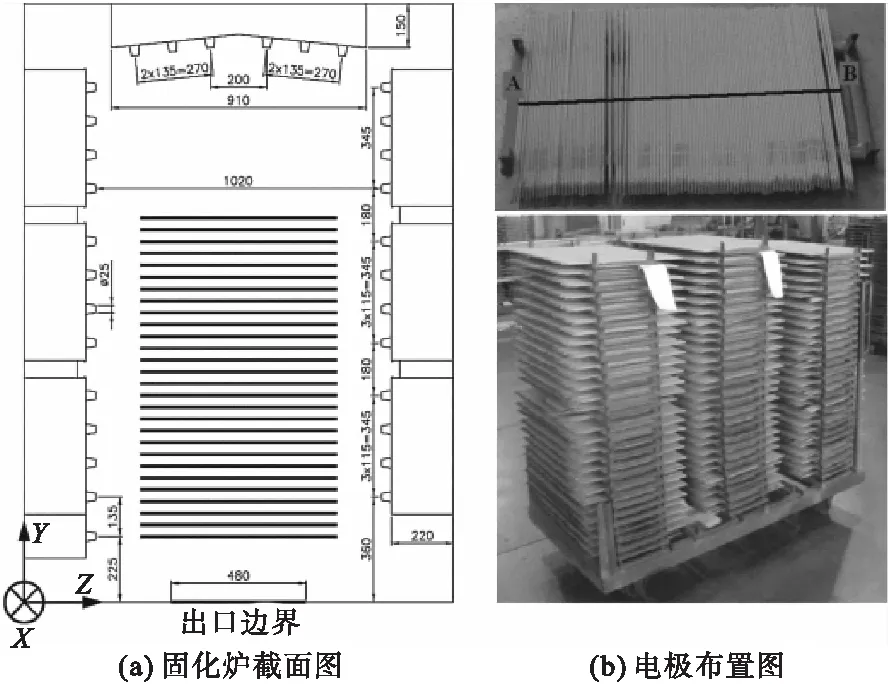
图1 炉体结构及电极布置图
2 数值模拟
2.1 模型建立及网格划分
要对炉体内的温度场及流场进行精准模拟,模型的建立及网格的划分是十分重要的。由于电极内径仅为4.95 mm,而长度为450 mm,这种尺寸上的巨大差距会给网格划分带来巨大困难。如过分考虑电极厚度方向的网格将会造成模型计算量过大,而如果划分不够细致就难以有效分析电极表面的温度分布。本文采用整体结构化网格的方法得到了模型的网格划分图,为精准捕获电极表面的温度场在电极表面进行梯度网格划分,即越靠近电极表面网格越密,这样可尽量减少整体模型的网格数量,同时为进一步研究网格对其计算的影响分别建立了不同数量的网格划分体系(60 000,80 000,144 000),图2所示分别为炉体几何模型及网格划分图。
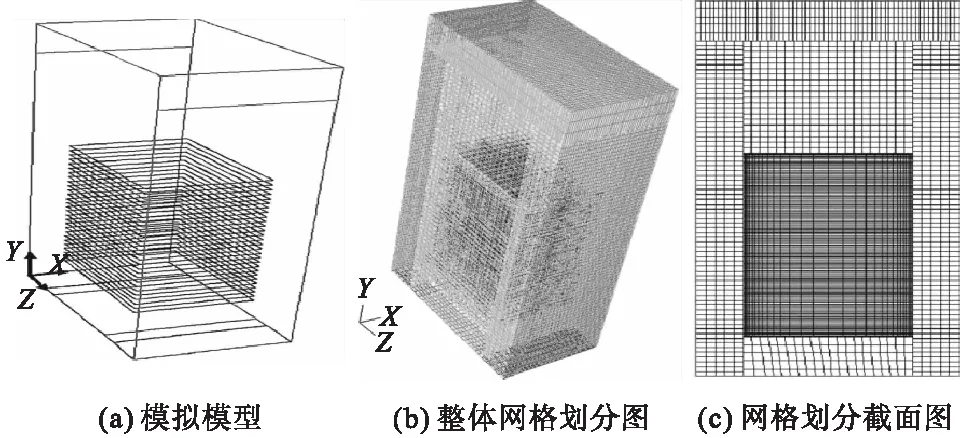
图2 几何模型及网格划分
2.2 边界设置
本文设置固化炉的空气进口速度为1 m/s,温度为363 K。电极在炉体内的移动速度为0.002 8 m/s。实际电极分为两部分材料即中心材料和表面材料,两种的物性参数不同,因此本文按照实际的电极结构建立的两层结构并设置了相应的密度、比热容和导热系数等参数,具体数值如表1所示。
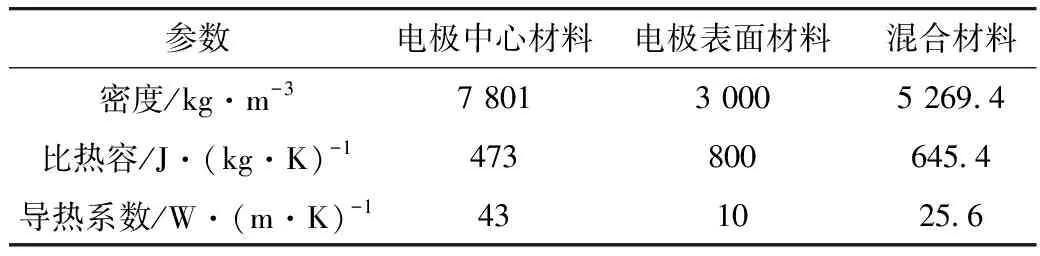
表1 电极的物性参数
3 结果与讨论
本文在计算温度场中分别采用了两种计算精度对温度场进行计算分析,图3所示为Z=10 m处电极(第12层)表面的温度随时间变化对比结果,炉内的电极随着时间的推移依次经过预热段、加热段和冷却段,60 min时电极刚好完全经过预热段处理进入加热段,此时电极表面温度大约在380 K,随后进入加热段此阶段电极主要完成高温都固化,电极表面温度基本保持在385~390 K,持续时间大约为60 min。最后电极缓慢进入冷却段此阶段电极表面温度呈线性下降趋势。从模拟结果来看模拟结果与实验测量结果基本吻合,偏差不到5 K,相比于一阶计算精度来说二阶计算精度对于温度的细节变化方面更加精准,因此本文后续的计算结果均为二阶计算精度所得。
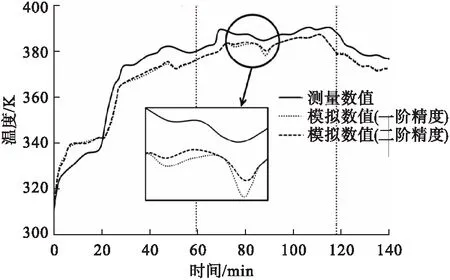
图3 Z=10m处电极(第12根)表面的温度随时间变化对比结果
图4显示了t=75和135 min时不同高度电极托盘的热流分布。其中计算结果中负值表示热量传递到表面,从图4(a)加热段托盘的热流分布可以看出,顶部和底部以及边缘处热流较大,主要是因为这些位置靠近加热区域的进风口和出风口此部分换热剧烈热流的交换也比较大。在靠近托盘中心部位热流相对较小,这主要与托盘之间的空气速度幅度减小有关。图4(b)为冷却段的热流场分布图,可以看出在冷却段热量主要从外表面向内部传递,此外,由于冷却区中喷嘴的不对称布置,在该区域中几乎所有的托盘都出现了单侧传热现象。从对加热区和冷却区的热流场模拟结果来看,不管在加热区还是冷却区,其不同截面高度的托盘热流分布并不均匀,在靠近进出风口及托盘边界处换热较为剧烈而在中部换热情况相对较弱,因此容易导致温度分布不均匀,最终因固化温度不均匀而影响电极质量。
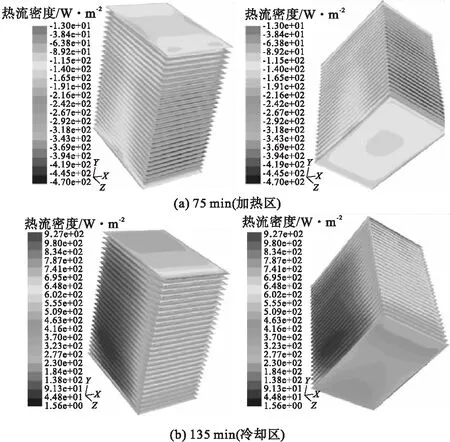
图4 热流场分布模拟结果
图5为炉体内气体流动轨迹图,即在t=75 min(加热区)和135 min(冷却区)时,空气颗粒从喷嘴到炉膛出口的轨迹。从图5中可以看出由于托盘之间的距离较短,只有一小部分空气进入不同高度电极托盘之间的区域。大部分气流直接经电极托盘边缘被引导至炉膛出口,见图5(a)。图5(b)显示,在冷却区空气仅从右侧壁进入冷却区(冷却区左侧壁上没有喷嘴),然后绕过托盘离开炉膛。空气流动的不均匀也是导致温度分布不均匀的主要问题。通过分析需要整个电极固化炉内的布置进行优化,为确保加热区和冷却区流场的均匀分布,应适当增加每层电极之间的距离,冷却区空气的进口应调整位置尽量使其正对每层电极的空间缝隙。最后由于最上层和最下层电极托盘出的对流较为剧烈应采用耐磨损材料以增加其使用寿命。
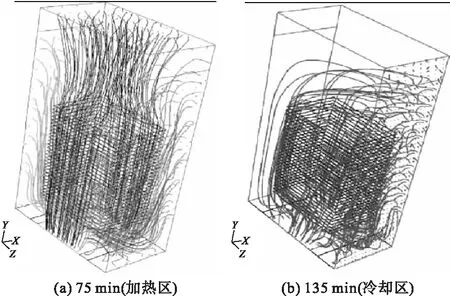
图5 炉内的空气流动轨迹图
4 结 论
本文采用数值模拟的方法对连续式工业炉内的温度场及流场进行了模拟研究,首先通过温度场的模拟结果与实验测试结果对比,确定了最佳的二阶计算精度,同时验证了模拟方法的可靠性。通过对热流场和气体流动轨迹的分析,提出了对现有电极固化炉的优化设计方法,从而为用于电极固化的连续式工业炉的设计提供理论依据。
猜你喜欢
汽车实用技术(2022年19期)2022-10-19
农业工程学报(2022年12期)2022-09-09
大电机技术(2022年4期)2022-08-30
中国新通信(2022年3期)2022-04-11
能源工程(2021年2期)2021-07-21
航天器工程(2021年2期)2021-04-27
舰船科学技术(2021年12期)2021-03-29
西部交通科技(2021年9期)2021-01-11
实验流体力学(2020年5期)2020-11-03
宇航计测技术(2020年4期)2020-09-10