磁感应传感器在自动化生产线中的应用
2021-12-03 07:02黄勇超邓发云
农业工程与装备 2021年4期
黄勇超,邓发云
(广州南洋理工职业学院智能工程学院,广东 广州 510900)
随着半导体技术和通讯技术的迅猛发展, 制造业逐渐以新型传感器、智能控制系统、工业机器人等智能制造设备替代人工制造。应用自动化生产线,是智能制造的主要方式。
自动化生产线的工作原理通常为:以压缩空气驱动气缸内的活塞,实现送料、加工、装配、输送、分拣等工作。使用非接触式的磁感应传感器检测气缸内活塞的行程,具有响应可靠、快速、成本低、寿命长的特点[1]。
1 磁感应传感器的工作原理
磁感应传感器又称磁性接近开关(磁性开关)。在自动化生产线中,磁感应传感器被固定在气缸表面。气缸缸筒的材料为导磁性弱、隔磁性强的非磁性材料,如硬铝、不锈钢等。在气缸的活塞上,开槽并安装永久磁铁材料的磁环。在气缸的头部和尾部紧贴活塞位置,各安装一个磁感应传感器,可以反映活塞的行程。由于气缸内的活塞依靠压缩空气的作用实现往复运动,因此活塞结束伸出行程时必停留在气缸的头部,结束返回行程时必停留在气缸的尾部。
磁感应传感器在气缸上的位置如图1所示。活塞结束一个运动行程时,头部或尾部接通电路并输出信号,PLC模块根据该信号判断活塞的运动状态,以确定工件或机械手是否被推出、活塞是否已返回。
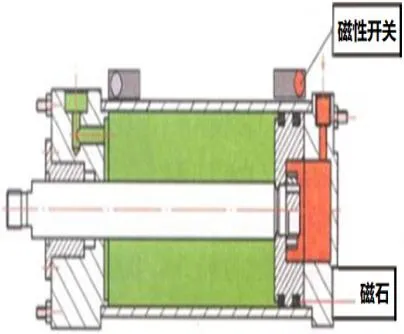
图1 磁感应传感器在气缸上的位置
磁感应传感器的工作原理如图2所示。当随活塞移动的磁环靠近磁感应传感器时,舌簧开关的两根簧片被磁化,触点闭合置位;当磁环离开磁感应传感器时,舌簧开关的两根簧片失磁,触点断开复位。
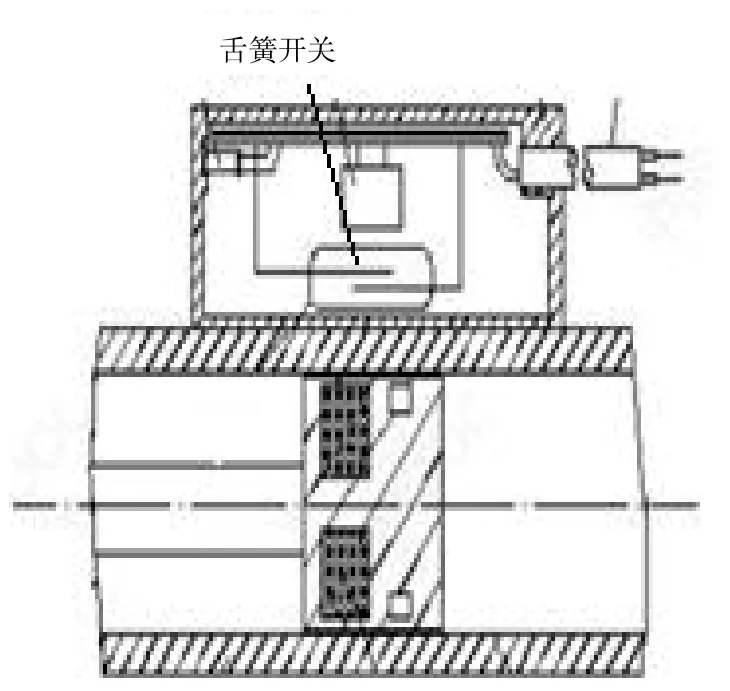
图2 磁感应传感器的工作原理
2 PLC模块与磁感应传感器的连接
磁感应传感器与PLC模块的连接如图3所示[2]。磁感应传感器有棕色和蓝色2根引出线,棕色线是信号线,蓝色线是零线。
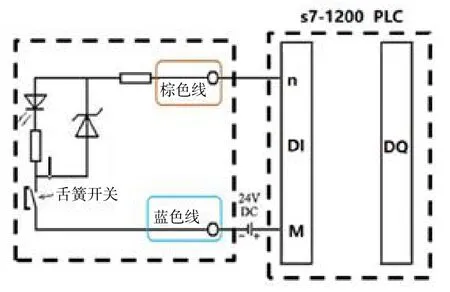
图3 磁感应传感器与PLC模块的连接
棕色线接入PLC模块的输入端,通过PLC模块连接电源DC24V的正极24V;蓝色线连接负极。在磁感应传感器上,设置有发光二极管(LED灯),用于显示信号状态,供调试时使用。在LED灯电路中,先以串联电阻的方式限流,然后以并联稳压二极管的方式限压,最后以串联电阻的方式分压。当活塞上的磁环接近磁感应传感器时,舌簧开关闭合,输出信号为“1”,LED灯亮;反之,LED灯不亮[3]。
3 PLC模块梯形图编程与磁感应传感器的位置故障分析
以西门子自动化生产线的送料气缸为例,说明磁感应传感器的位置故障。
送料气缸尾部、首部的磁感应传感器分别连接PLC模块的常开触点I2.5、I2.6。触点I2.5用于检测活塞缩回行程,用“送料气缸后限位”表示;触点I2.6用于检测活塞伸出行程,用“送料气缸前限位”表示。控制活塞伸出送料和返回的PLC梯形图程序如图4所示[4-7]。
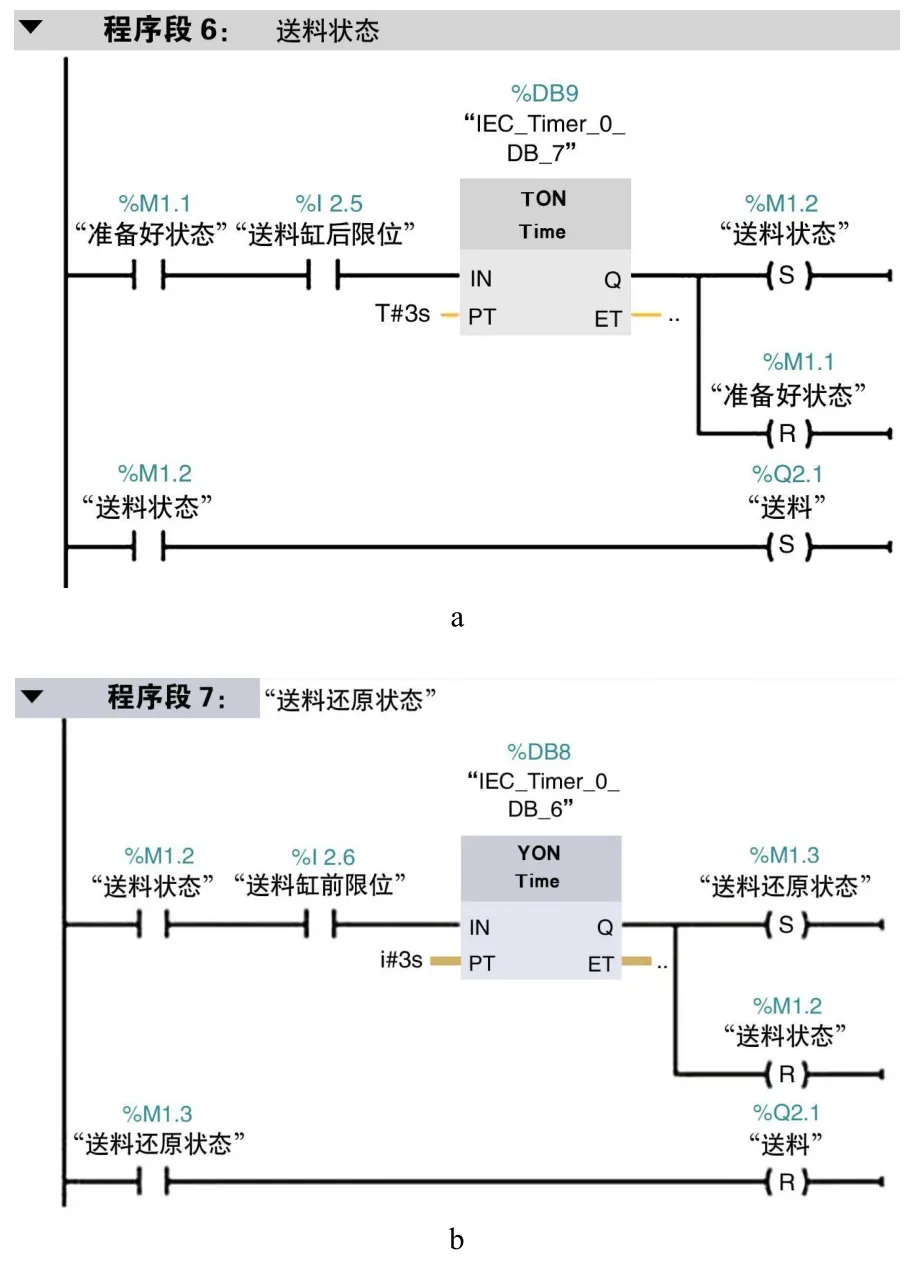
图4 活塞的伸出送料和返回过程
由图4(a)可知,在自动化生产线中,料仓中的工件准备好以后,触点I2.5闭合。下一工序是送料,通过气缸的活塞伸出来实现,送料过程如下:表示“工件准备好状态”的常开触点M1.1在接通3秒后断开,结束“工件准备好状态”;触点M1.2闭合,进入“送料状态”;触点Q2.1置位,活塞将工件送出。由图4(b)可知,送料后的返回过程如下:活塞到达送料气缸头部;接PLC模块的常开触点I2.6闭合;在接通3秒后断开常开触点M1.2,结束“送料状态”;触点M1.3闭合,进入“送料还原状态”;触点Q2.1复位,活塞返回送料位;触点I2.5重新闭合。
Q2.1是PLC模块输出接单电控电磁阀线圈的触点,单电控电磁阀无“记忆”功能,上电置位掉电就能复位。
磁感应传感器的常见位置错误是磁感应传感器的安装位置离开送料气缸尾部或头部。如果磁感应传感器的安装位置离开送料气缸尾部,则磁感应传感器无法检测活塞的位置,将导致内部的舌簧开关不能闭合、PLC模块常开触点I2.5始终处于断开状态、活塞不能伸出送料;同理,如果磁感应传感器的安装位置离开气缸头部,则磁感应传感器无法检测活塞的伸出行程,将导致PLC模块常开触点I2.6始终处于断开状态、活塞不能返回原位[8-9]。
4 结论
安装时,应将磁感应传感器紧贴在导磁性弱、隔磁性强的气缸头部和尾部,以便检测活塞的行程。在自动化生产线中应用磁感应传感器,基本的工作原理为:利用磁场效应,通过控制舌簧开关的通断实现活塞的伸出和返回;将磁感应传感器的棕色信号线和蓝色零线与PLC模块和电源相连,为PLC模块提供控制信号;磁感应传感器的安装位置不能远离气缸的头部和尾部,否则活塞将无法正常地伸出和返回。
猜你喜欢
舰船科学技术(2022年21期)2022-12-12
舰船科学技术(2022年20期)2022-11-28
传感器世界(2022年6期)2022-11-25
计算机测量与控制(2021年4期)2021-05-07
汽车维护与修理(2021年2期)2021-02-03
军民两用技术与产品(2020年8期)2020-09-07
红领巾·探索(2019年6期)2019-08-01
山东工业技术(2019年13期)2019-05-30
学生导报·东方少年(2019年28期)2019-01-17
中学生数理化·高二版(2008年6期)2008-11-12