
ZB45卷烟包装机烟包输送通道支架的改造
2021-12-03 01:16:20杨立鸿邓永祥
商品与质量 2021年42期
杨立鸿 邓永祥
广西中烟工业有限责任公司 广西南宁 530001
ZB45卷烟包装机组自上世纪80年代进入我国以来,由于该机型生产运行速度和生产效率较高,设备稳定性和对材料的适应性较强,使其成为我国卷烟生产的主流机型,同时它具有操作简单、维修方便、材料消耗低等诸多优点。但是,在长期的实际使用中发现,该机组也有其不尽完善之处。如某些部位结构设计不合理,造成需要维修或更换某一零件时,须把一个部件或相关部件全部拆下并解体方可进行下步的维修,因此维修过程耗时长,工作量过大,还要重新组装部件才能安装。这无形中加大了维修人员的难度和强度,同时由于耗时过长,也影响了设备的有效作业率。如何达到更加方便、快捷地换件和维修,如何延长此类零件的使用寿命和更换周期,就成了维修技术人员迫切需要探索和解决的任务之一[1]。
1 工作原理
ZB45卷烟包装机组的主机的工艺任务是将一支支散乱的卷烟排列成有序列的7-6-7为一组的烟支组,然后在烟支组外分别包裹上内衬纸、内框纸和小盒商标纸,并将商标纸粘贴定型成为小盒烟包。其中ZB45卷烟包装机组的主机由组烟成型、内衬纸包装、内框纸成型、商标纸包装、烟包干燥及输送通道等主要部件组成。烟包干燥及输送通道部件的作用是将主机生产出来合格的烟包进行小盒商标纸粘贴胶水的初步加热干燥、对不合格的小盒烟包剔除以及将烟包一包一包地紧密排列在通道内,烟包在向前输送的同时进行最后的定型并使粘贴商标纸的胶水最终干燥,小盒商标纸最终粘贴到位,并将小盒烟包向下游机输送[2]。
如图1所示是ZB45卷烟包装机的烟包干燥及输送通道部件,主要组成部分有:七号轮、八号轮和干燥输送通道。小盒烟包在进入六号轮时,小盒商标纸完成了最终的折叠,已经成为一盒完成成型的烟包,但是由于此时折叠刚完成,商标纸上用于包装粘合商标纸的胶水尚未干燥,小盒烟包外的商标纸折叠边尚未能完成粘贴在一起形成完好的小盒。七号轮是一个有36个工位的设备中尺寸最大的一个包装轮,由于它的工位最多,因此烟包在七号轮通过的步数最多、时间最长,同时七号轮上、下表面是一对安装有加热器的导轨,沿未完成粘贴成型的小盒烟包运动到七号轮时,烟包的上、下两侧未干燥的胶水将在加热器的烘干作用下初步干燥。
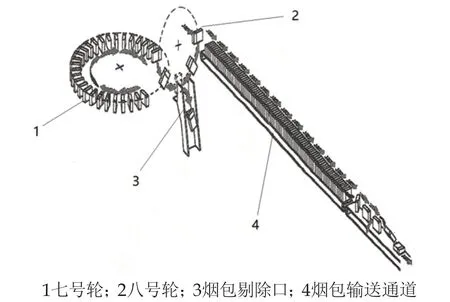
图1 烟包干燥及输送通道部件示意图
八号轮完成烟包的最后质量检测,不合格的烟包被从烟包剔除口剔除到设备外,最终合格的烟包从八号轮送入烟包输送通道。烟包输送通道由上下两条梁架、输送皮带、支架、张紧器、导辊等零件组成。上、梁架是一个水平安置的皮带安装架,用于输送烟包的输送皮带上、下安装在梁架内,通过输送皮带的运动将八轮输送出来的烟包一包包向下一工序运送。通道长度约为3m,烟包在通道内运行时间约为20s。由于烟包在通道内运送时间足够长,从而保证小盒烟包用于粘贴商标纸的胶水在此输送通道内完全干燥,最终保证了小盒烟包粘贴能完全粘牢并定型[3]。
2 存在问题
图2为ZB45包装机烟包输送通道结构示意图。从图中可见,支架2由一根U型支架,作用是用于支撑输送通道粱架10及皮带辊5、皮带6等组件安装并固定到设备基座1上;支架2底面使用螺栓9固定在基座上,外轴承板3和内轴承板分别通过螺栓7和8紧固在U型支架2的两侧;梁架10固定在外轴承板3和内轴承板4上,皮带6在皮带辊组5、U型支架2和梁架10中间穿过。梁架10下方的U型支架2,是支撑整个干燥通道的支柱,又对干燥通道位置调整起着相当关键的作用。当干燥通道的输送皮带破损需要更换皮带时,需脱开梁架与支架紧固螺栓可将皮带从干燥通道上取出。梁架是干燥通道的机架,整体是使用钢板组成,由于干燥通道长约3m,整个梁架的质量达100Kg,维修时一人无法将其抬起。因此,维修时一名维修人员无法完成更换烟包输送皮带,且维修修过程在一定的安全隐患[4]。
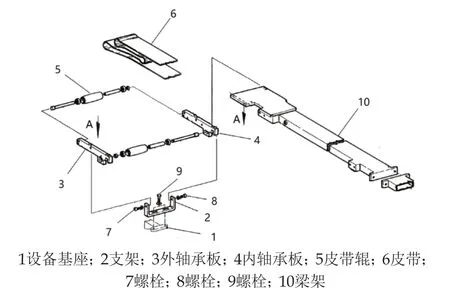
图2 烟包输送通道结构示意图
在实际生产过程中,如果皮带劳损或者断裂时则需要更换皮带时,由于支架外型设计的原因,其整体式不可拆分,如要更换环形的烟包输送皮带时,必须将梁架与U形支架间的联接螺栓松脱,方可将皮带穿入皮带梁架上,从而造成设备维修更换皮带时只能将其梁架拆卸,致使支架拆装更换皮带工序较为复杂。
以下是维修人员对GDX2干燥通道皮带进行更换时的一般步骤和工序流程:
松开皮带张紧器→拆除梁架外侧挡板→拆除前端连接挡板→拆除滚轮支撑轴23(0P3437)→拆除支架19(0P3377)→人为抬住梁架→取出皮带→抬起梁架→放入新皮带→按照先拆后装的原则将拆卸下来的零件重新安装修复设备。据统计测算,技术好、动作快的维修工,每更换一次皮带也需要三十到四十分钟;技术稍差、动作稍慢的维修工,需要四十到六十分钟左右。在这过程中还要一名维修工帮忙将梁架抬住存在安全隐患和浪费维修资源。总之,每更换一次皮带平均需要三十五分钟左右,严重影响设备运行效率。以下为2019年-2020年各GDX2机台干燥梁维修更换耗时统计表。
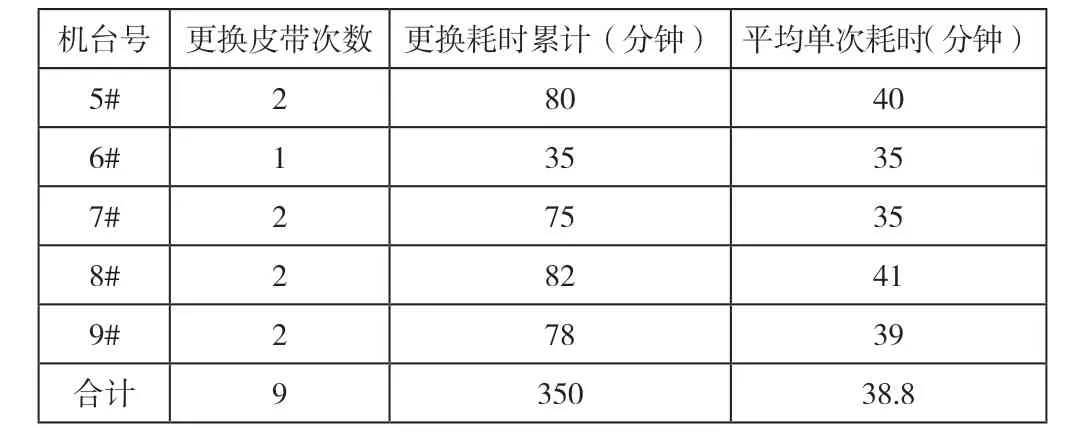
表1 2019年-2020年X2机台干燥通道皮带维修更换耗时统计表
可见,皮带的更换工序较为复杂,费时费力。且单个维修工无法抬起梁架,进行维修,需要多名维修工进行配合方可完成维修工作。
3 改进方案
针对上述提到的干燥通道皮带更换费时费力的问题,从一个方面进行针对性的改造:将支架重新设计将其设计成可拆分的零件。
改变支架的结构。干燥通道梁架的支架原来是用钢材条加工成U型。支架的固定是通过两颗螺栓固定在基座上,U型支架的两侧使用螺钉将梁架进行固定。皮带从其中间穿过,由于支架与梁架形成了一个闭环,因此只有将支架拆卸才能将皮带取出和安装。
为了达到在不拆下梁架的基础上能更换皮带,将U型支架改成L型支架和I型侧板的组合,如图3所示,即可避免上述繁琐的拆装工序,从而大幅缩短更换皮带所耗费的时间,达到提高设备维修效率的目的。
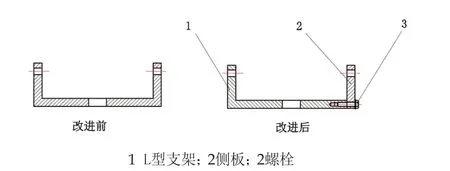
图3 U型支架改进示意图
为此,拆掉外侧支撑时将整个梁架的重力都压在L型支架上,所以在选材时选用了硬度较高的45#钢,底部侧边加工两个M5的螺孔,用于与I型侧板进行连接固定;L型支架底部开孔与改进前U型支架底部开孔尺寸相同。I型侧板的高度与L型支架的一侧高度相同,下底部加工两处直径为5.2mm的孔,用于通过螺栓3将I型侧板紧固到L型支架上,共同组合成与原U型支架相当的支架。
4 改造效果
经过对GDX2包装机干燥通道支架改造,不仅皮带更换耗时得到了明显的缩小,而且消除了更换时存在的安全隐患,达到了改造的目的。以下是改造后2020年-2021年各GDX2机台干燥通道皮带维修更换耗时统计表。
由表2可看出,改造后每更换一次皮带,比改造前缩短了20分钟,且消除安全隐患。可见,本项目改造,可以降低皮带更换耗时和减少维修资源,从而降低维修工的维修劳动强度,提高设备有效作业率。

表2 改造后2020年8月-2021年7月各GDX2机台抱钩损坏次数和维修更换耗时统计表。
5 结语
通过改进,节省了ZB45烟包输送通道的维修换件耗时,减轻了维修人员的工作量和劳动强度,提高了设备有效作业率。项目改造成本低,效果显著,而且不改变原来设备的使用性能,对人身、设备、安全、环境等未造成任何不利的影响,项目实用性强,具有很大的推广价值。
猜你喜欢
奥秘(创新大赛)(2020年3期)2020-11-28 23:40:32
科学技术创新(2020年4期)2020-04-02 09:58:32
中国设备工程(2019年17期)2019-09-24 09:25:14
岷峨诗稿(2019年4期)2019-04-20 09:01:56
中国工人(2017年10期)2017-11-22 08:52:50
儿童漫画(上)(2016年7期)2016-05-13 02:34:04
设备管理与维修(2015年1期)2015-01-06 07:47:20
湖南安全与防灾(2010年1期)2010-11-10 03:15:20
知识窗(2010年7期)2010-05-14 09:07:49
职场(2009年11期)2009-11-11 03:31:48
