基于UG五轴涡轮的数控加工
2021-12-02 00:06吴院锋邱泽元王春虎
科学与生活 2021年25期
吴院锋 邱泽元 王春虎


摘要:自20世纪中叶以来,计算机辅助技术已经成为一门高新技术,改变了世界。它促进了计算机性能的提高,包括所有技术领域,并影响了传统技术的工作模式。离心压缩机整体叶轮的加工是多轴数控加工最常见的实例。本文主要介绍了叶轮的加工过程,分析了叶轮仿真的全过程。
关键词:整体叶轮;UG;后处理;加工工艺;叶片
1 定位基准、夹紧方案的确定
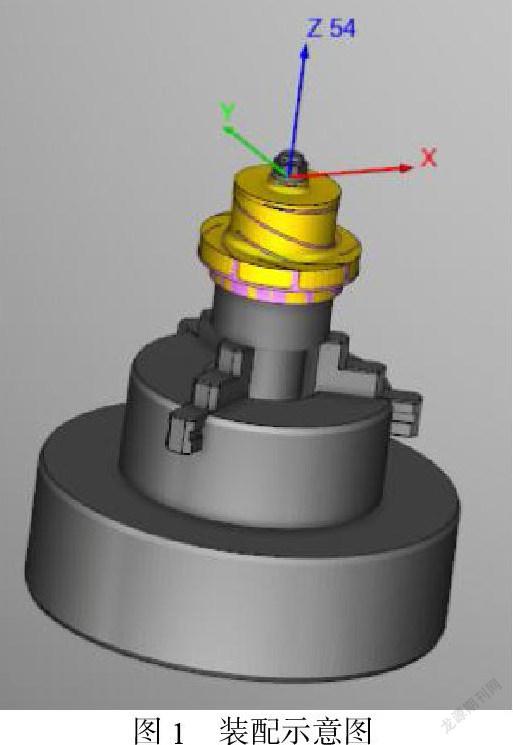
高速铣削要求刀具安全可靠、体积小、重量轻、结构简单、易于装卸工件、减少加工过程中惯性矩的影响[1]。本文使用了一种专用夹具:图1芯轴进行定位装配夹紧。将叶轮的中孔通过夹具芯轴小间隙0.02配合定位在夹具上,右端面用螺母拧紧固定,完成零件的装夹。通过三爪卡盘夹紧工装尾端的圆柱面使得夹具、零件的回转中心一致,确保定位及加工精度。设置加工坐标系G54,将叶轮的上端面设置为Z0,以夹具回转中心设置加工坐标系的x0和Y0,最终完成加工坐标系设定。
2 刀具选择
刀具材料对刀具寿命、加工效率、加工质量和加工成本有很大影响,尤其是表面加工[2]。为了提高流道的粗加工和半精加工效率,可以使用大直径球刀,但还应注意,刀具直径受两个叶片之间最小距离的限制,不能过大;刀具圆角半径选择为不大于叶片的根部圆角半径。在加工过程中,根据叶片的结构尺寸要求,刀具的切削刃长度必须大于70mm,总长度必须大于100mm。在数控机床加工中,本文从经济性、适应性、加工能力和现有生产条件等方面选择采用整体式硬质合金涂层刀具。
3 进给路线和工步顺序的确定
3.1 加工坐标系
(1)首先,创建一个UG初始化环境
(2)打开模型,进入加工界面(CAM模块)
(3)建立加工坐标系G54,根据专用夹具夹紧图完成加工坐标系设定。安全设置选项中创建一个与叶轮同心半径为100的圆作为安全平面。选择叶轮作为部件,指定毛坯为未加工的零件。
(5)在叶轮工作组(叶片)中创建叶轮形状,然后选择轮毂、包覆组件、叶片、叶根圆角和分流叶片。
(6)创建工艺表要求的刀具组,特别注意粗加工刀具和精加工刀具的管理。
(7)设置加工方法组以设置部件余量参数(铣削粗加工、铣削半精加工、铣削精加工)、内外公差参数等。
3.2 UG 加工及仿真步骤
1、工序1
叶轮的粗加工,粗加工过程的目的是快速去除多余材料。重要的考虑因素是加工效率,所需的进给和切削深度越大越好,并且在最短的时间内尽可能地切削。切削参数计算:使用硬质合金刀具的参数,算得转速,带入、、得到。在UG加工模块下,在“创建工序”对话框中,选择“MIL_CONTOUR”设置机床控制操作,然后选择“CAVITY_MILL”子铣削。 碳化钨硬质合金Φ10R1的切削方法用于粗加工。切削模式选择“跟随周边”,每刀之间的间距为刀具直径的75%,切削层范围类型为单向,总的切削层深度为顶面向下至61mm处,每刀切削深度1(mm),从四个方向快速完成叶轮粗加工。
注意:下刀前一定要确保创建的加工坐标系无误。
2、工序2
叶片粗加工,注意叶片的震动及变形,使用具有44锥度的Φ4合金球刀。速度,计算出的主轴转数和进给数如表2所示。在MILL_MULTI_BLADE模块中使用“多叶片粗加工(MULIT_BLADE_ROUGH)”。 几何选项“MULTI_BLADE_GEOM”接受设置的叶轮形状,驱动方法中,叶片边缘选择“沿叶片方面”,延伸设置为刀具的50%,每刀切削深度和步距均为 0.5mm,主轴转速和进给速度如表2所示。
工序2的具體内容如表2所示。
注意:粗加工时,注意加工时间。 首次调整后,可以在不影响切削和切削过程的情况下提高进给速度和主轴转速,提高加工效率,始终注意刀具的状态。
3、工序3
叶片及轮毂精加工,在叶片半精加工的基础上,继续精加工叶片和轮毂,满足最终叶轮的技术要求。使用44锥度的Φ4合金球刀,转速,。选择MILL_MULTI_BLADE模块中的“BLADE_FINISH”,几何选择“MULTI_BLADE_GEOM”接受叶轮形状的设置,驱动方法的精加工叶片参数,分别选择和叶片和分流叶片的加工要切削的面为所有面,切削模式选择螺旋,刀具轴设置为自动,方法选择“Miufinish”,深度模式“从包覆插补至轮毂”,每刀切削深度0.2mm。
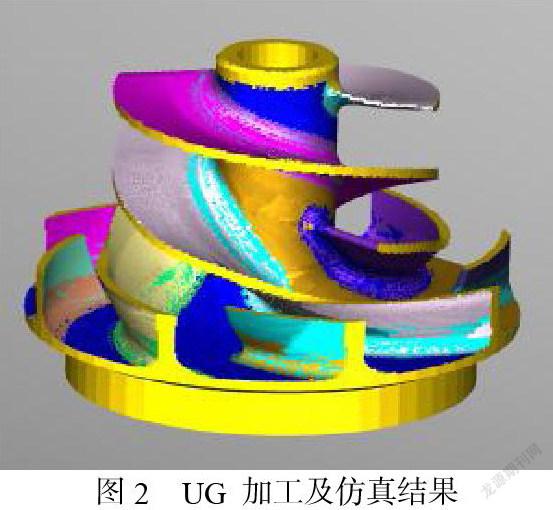
3.3 UG 加工及仿真
UG软件通过对叶轮的形状的计算,刀具在叶片区域之间移动时通过刀具侧刃插补方式控制,巧妙地避开干涉,控制刀轴摆动来绕叶片往复变换切削,使用后处理完成程序输出,通过VERICUT模拟仿真,可检查碰撞情况,并且计算出使用最短的刀具长度切削,保证刀具加工刚性,不仅提高了加工效率,而且加工更加安全可靠。
参考文献
[1]孙玉恒,李兆辉,肖小峰. 基于UG的数控自动编程技术[J]. 数字技术与应用,2012,(004):264-264.
[2]纪玉坤,曹利新. 基于UG的五轴数控机床加工仿真[J]. 计算机仿真,2006,23(001):215-218.
吴院锋,男,汉族,1981年9月24日,陕西西安,本科 中国航发西安动力控制科技有限公司,(710077),研究方向:航空航天零组件设计及制造。
猜你喜欢
少年博览·小学低年级(2021年5期)2021-08-05
小星星·阅读100分(低年级)(2019年10期)2019-11-26
发明与创新·小学生(2019年10期)2019-11-17
安徽文学(2019年6期)2019-06-28
科教导刊(2016年28期)2016-12-12
科学与财富(2016年28期)2016-10-14
企业导报(2016年10期)2016-06-04
计算机辅助工程(2016年1期)2016-03-15
企业导报(2015年16期)2015-12-14
化学教学(2015年4期)2015-06-18