正渗透-膜蒸馏耦合工艺在高难度废水处理中的应用研究进展
2021-11-30 07:40朱腾义曹再植
化工进展 2021年11期
朱腾义,曹再植
(扬州大学环境科学与工程学院,江苏 扬州 225127)
水环境保护是当前社会广泛关注的一个问题,随着我国国民经济的快速发展,工业生产过程中会不可避免地产生高难度废水。此类废水不仅含有高浓度的难降解性有机物如苯环类化合物和烃类物质,有的甚至还含有石油和焦油等油类物质,传统的生物方法很难处理,而采用焚烧法处理成本太高[1-2]。膜分离过程作为一项分离、浓缩、纯化的高新技术,越来越多地被应用于废水处理领域,其中微滤、超滤、纳滤、反渗透、电渗析、气体分离等膜过程已被广泛用于工业化处理[3]。随着过去四十多年膜分离技术的进步与发展,基于新型膜分离技术的正渗透-膜蒸馏(FO-MD)耦合工艺已逐渐成为水处理领域技术的热点研究课题之一。本文介绍了FO-MD 耦合工艺原理及特点,综合分析工艺的改进及优化技术,重点对工艺在高难度废水处理中的应用进行了梳理和总结,讨论了当前该工艺亟待研究和解决的问题,以期为该工艺技术的进一步发展提供科学支撑和理论依据。
1 FO-MD耦合工艺的原理及特点
1.1 FO工艺原理及存在的问题
正渗透(FO)是一种由渗透压驱动的膜分离过程(如图1),即水分子在渗透压差(Δπ)作用下自发地从原料液侧(FS)穿过选择透过性膜扩散至汲取液侧(DS)。它不像反渗透(RO)和缓压渗透(PRO)过程那样需要外部提供压力(Δp),具有低能耗、高抗污染性及能在常压下操作的优点。近年来,随着FO 技术的发展,其在海水淡化[4-5]、工业废水处理[6-7]、食品加工[8-9]等领域的广泛研究展示了其潜在的应用价值,显示出巨大的研究前景。在水处理领域,由于FO 膜的高截留性,可以拦截废水中绝大部分污染物,不仅能实现水资源的再生与回用,还能浓缩进料液浓度,方便对水中氮、磷、碘等营养物质回收,从而做到资源的可持续利用[10]。
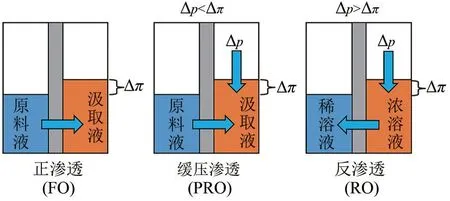
图1 三种渗透过程的基本原理示意图[11]
在FO 处理过程中,水分子会不断透过亲水性FO 膜,进入汲取液侧,导致汲取液浓度随着处理过程的进行而降低,原料液浓度则会随着水分子的流失而逐渐增大,膜两侧之间溶液的浓度差会逐渐降低。1885年van′t Hoff在前人实验数据的基础上,得出了溶液渗透压与溶液浓度的计算公式,如式(1)。

式中,π为溶液渗透压;c为溶液的浓度;R为气体常数;T为热力学温度。由式(1)可知,相同温度下,溶液渗透压与溶液浓度成正比,FO 膜两侧之间溶液的浓度差持续降低,意味着“动力源”渗透压差减小,“动力”减小则会导致透过的水通量持续降低。因此,为使FO 过程持续高效稳定进行,需耦合其他水处理工艺,及时对稀释的汲取液采取浓缩再生处理[12]。
1.2 MD工艺原理及存在的问题
膜蒸馏(MD)过程作为一种经典的膜分离技术(如图2),采用疏水微孔膜为分隔介质,以相位分离为原理,蒸气压差为动力,实现将水分子从液态到气态再到液态的迁移与转变,达到产出高品质蒸馏水的目的[13]。MD 工艺具有操作压力低、设备简单、分离性能不受渗透压限制、可处理高浓度料液、截留效率高、冷凝液水质好、纯度高等特点,被广泛应用于海水淡化和废水处理领域[14]。MD 工艺根据冷凝方式可分为五种膜蒸馏基本工艺,分别是直接接触式膜蒸馏(DCMD)、真空膜蒸馏(VMD)、空气隙膜蒸馏(AGMD)、扫气式膜蒸馏(SGMD)和渗透膜蒸馏(OMD)[3,14]。
(1)DCMD 膜的表面分别与两侧的液体直接接触,其中一侧为进料液,另一侧为冷凝液,如图2(a)所示。蒸发过程发生在进料液和膜接触的表面,冷凝过程发生在冷凝液和膜接触的表面。这种膜蒸馏形式由于设计操作简单,被广泛应用于废水脱盐和浓缩提纯等项目中。缺点是由于膜两侧直接与溶液接触,热量损失较大,造成其热效率较低。
(2)VMD 区别于DCMD,在膜的渗透侧通过抽真空的方式将透过膜孔的蒸气带出系统,使得蒸气在膜组件之外被冷凝,其结构如图2(b)所示。整个过程近似恒温,因此热量的损失可以忽略不计,热效率较高。其缺点在于对膜本身的强度要求较高,并且由于真空环境的需求导致能耗较大。
(3)AGMD 其结构如图2(c)所示,只有高温进料液直接接触膜,在渗透侧与膜之间增加一层空气间隙,穿过膜孔的蒸气经过空气间隙扩散到低温的冷凝板上,避免了膜直接接触冷凝液,减少了热量的损失。其缺点在于传质阻力大,设备复杂。
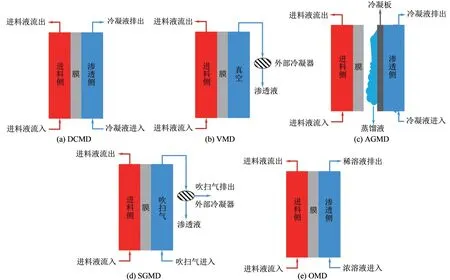
图2 五种膜蒸馏基本工艺
(4)SGMD 其结构如图2(d)所示,通过增加载气吹扫装置,使得蒸气在组件外的冷凝器中冷凝。与AGMD过程类似,SGMD本质也是通过空气来减少热传导损失,但该工艺的传质系数比AGMD更高,较为复杂的处理过程也带来了更加昂贵的硬件成本和更高的能耗。
(5)OMD 其结构如图2(e)所示,膜一侧为待浓缩的进料液,另一侧为高浓度溶液,在渗透压的作用下,进料液一侧的水蒸气透过膜孔进入浓溶液而使进料液被浓缩,即使在没有温差或低温下该过程也可进行,特别适用于对温度敏感物质的浓缩,如生物制品、药物、饮料、食品、果汁等。
尽管MD工艺具有很好的分离效果,但在处理含油有机废水时容易被有机物或油类物质污染,堵塞膜孔,导致膜通量下降[15],并且由于该污染是不可逆的,被污染后需及时更换MD膜,因而导致运行效率降低及运行成本增加,在一定程度上限制了该工艺在单独处理高难度废水方面的应用。
1.3 FO-MD耦合工艺特点
经研究,FO 工艺拥有良好的抗污染能力,可以实现待处理废液100%的微量金属截留、99%的COD 和磷酸盐的去除以及60%~70%的氨氮和总氮的截留[16-17];处理一段时间后,还可通过物理错流和化学清洗膜表面来使水通量获得较高程度的恢复[18]。因此,一方面利用FO工艺作为预处理工艺,能降低MD膜受污染的可能,提高装置的整体运行效率;另一方面利用MD 工艺处理FO 工艺中的汲取液,能维持进料液与汲取液的高渗透压差,使FO工艺持续高效运行。
近年来,以FO 工艺为前置预处理工艺,后置耦合MD工艺处理各种高难度废水的研究越来越深入[19-22],FO-MD耦合工艺中包含两个高截留率的膜过程,可实现废水的双阻隔处理,从而提高对有机物、油类物质、表面活性剂等污染物的去除,大大高于独立FO 或MD 工艺处理相同污染物时的去除率[23]。
FO-MD耦合工艺稳定运行的关键是要在FO和MD单元之间实现水输送速率的平衡,而FO和MD过程具有不同的驱动力,在这两个过程中进料盐浓度对水转移的影响是独特的。因此,FO-MD 耦合工艺的未来研究需要特别关注工艺优化,以达到每个单元的最佳运行效率以及这两个单元之间的输水速率平衡[24]。
2 FO-MD耦合工艺的改进
FO-MD 耦合工艺理论上拥有比单独FO 或MD工艺更好的处理效果与更广的应用范围,但若要实现对高难度废水的大规模处理,需对当前的耦合工艺进行改进。目前针对耦合工艺的改进主要包括两个方面:一方面为通过高性能的FO 和MD 分离膜的改性研究与制备,提高处理废水的水通量及增强膜的抗污染能力;另一方面为耦合工艺处理过程的优化,探究工艺的最佳处理参数及能源的最优利用方式。下面将具体从这两方面介绍FO-MD 耦合工艺的改进与提高的研究方法。
2.1 膜表面特征及改性制备
2.1.1 FO膜的特征结构及膜材料
FO 膜具有活性层和支撑层两层结构,活性层薄而致密,对溶质有较高的截留率,而支撑层需要具备一定的机械强度,能满足膜在正常渗透压的驱动下进行分离[25]。常见的FO 膜有三醋酸纤维(CTA)膜、聚酰胺复合(TFC)膜和聚苯咪唑(PBI)膜等[26],这些膜材料具有一定的亲水性和抗污染性,在20 世纪90 年代被HTI 公司开发成商品膜而广泛应用于FO 过程中[27](其中HTI-CTA 正渗透膜结构见图3[28])。随着科技的进步与工业的发展,这些已开发商品膜的膜通量、盐截留率、酸碱稳定性、抗水解和生物降解能力渐渐不能满足实际工程水处理需求,许多学者开始致力于高性能FO膜的改性及制备[29-30]。

图3 HTI-CTA正渗透膜的断面、表面、底面的SEM图像[28]
2.1.2 FO膜的改性与制备
由于FO商品膜均为非对称膜,在FO过程中会不可避免地出现浓差极化现象,浓差极化分为内浓差极化和外浓差极化,而内浓差极化(ICP)对FO过程水通量的影响最大[25]。如图4 所示,ICP 出现的原因是水分子在输送过程中,汲取液中的溶质同时也在支撑层内部移动,使得活性层与支撑层界面处汲取液的浓度小于汲取液本体浓度,降低了活性层两侧的有效渗透压差(Δπeff),导致实际渗透压差小于溶液渗透压差(Δπbulk),从而使得水通量往往小于理论值[31-32]。
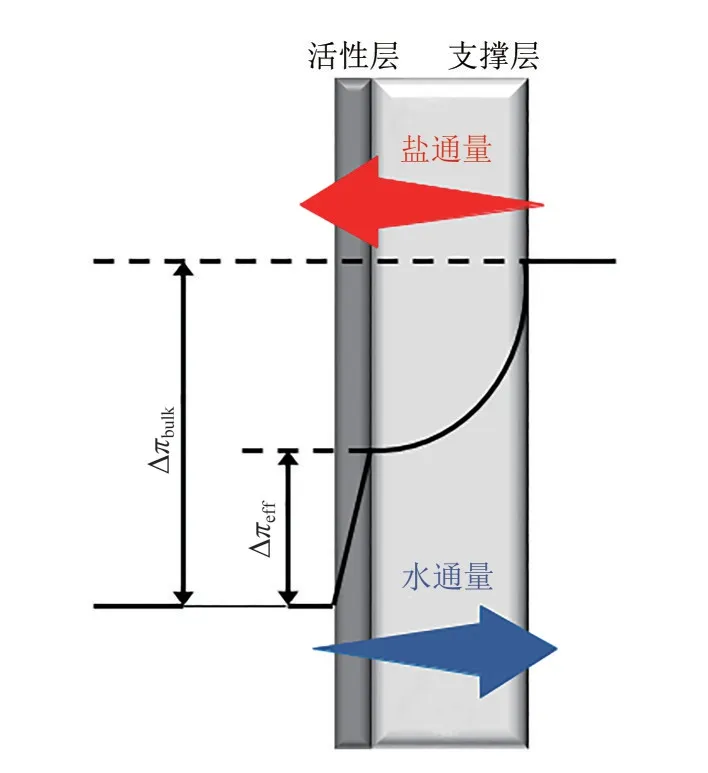
图4 非对称FO膜的ICP现象
为了解决非对称膜的ICP 问题,Su 等[33]提出“双皮层”(活性层)FO膜概念,通过构建“皮层-支撑层-皮层”的三层膜结构来阻止汲取液与支撑层进行接触。研究通过双层喷丝头控制内、外皮层不同的相转化效率和热退火程度,合成了非常薄且致密的双皮层中空纤维膜,实验以2mol/L MgCl2溶液为汲取液,水通量可达17.7L/(m2·h)。除构建“双皮层”结构之外,Li 等[34]采用溶液浇铸法研制出了由一种新型杀菌材料聚三唑-二唑-联氨(PTAODH)作为骨架的无支撑对称FO膜,该膜不仅具有对称结构,还通过改变传统支撑层结构,减小了膜的厚度(该膜厚度仅为38μm,小于TFC 正渗透膜的95.9μm[35]),减小了水的传质阻力,在定期补充Na2SO4以保持恒定的汲取液渗透压下,水通量相对稳定在10.6L/(m2·h),在评估脱盐性能时未观察到ICP现象。
在分离层中添加亲水性纳米粒子也能有效增加FO 膜的水通量。王亚琴[36]将亲水性碳纳米管(CNT) 添加在支撑层中制备出了CNT/聚醚砜(PES)正渗透膜,与普通商业膜对比,复合膜的水通量提高了33%;Li 等[37]通过层层自组装法(LBL)在支撑层加入MoS2亲水性纳米材料,制备了具有表面亲水性和高防污性能的FO 膜,结果表明,该复合膜最高水通量为26L/(m2·h),比商业PES 正渗透膜提高了35.34%;Wang 等[38]利用多巴胺纳米材料的亲水性,在界面聚合的水相中加入不同颗粒大小的多巴胺制备改性FO 膜,膜的水通量由改性前的18.38L/(m2·h)提高到35.97L/(m2·h)。
此外,其他改性途径,如提高膜机械强度[39]、优化孔隙结构[40]等也被广泛应用于商业FO 膜的改良。
2.1.3 MD膜的特征结构及膜材料
MD 膜表面具有致密的微孔,用于MD 的膜材料至少应满足疏水性和多孔性两个要求,保证水不会渗入到微孔内并具有较高的通量。因此,MD膜的疏水性、孔径、孔隙率、厚度对膜蒸馏的运行起着关键作用。此外,为减少热损失和获得较高的膜通量,膜材料还应具备低热导率和有利于蒸气传输等特性。目前膜蒸馏过程膜材料的研究开发主要集中于聚四氟乙烯(PTFE)、聚偏氟乙烯(PVDF)和聚丙烯(PP)这三种有机聚合物材料[41],其特性参数如表1所示。

表1 不同膜材料的特性参数[42]
目前对于有机膜材料的研究主要集中在采用相转化法、化学气相沉淀法、凝胶溶剂法、接枝聚合法、部分热解法等方法对其表面进行改性[43-45],开发研制出膜厚度小、孔隙率大、导热性小、膜孔径大、抗润湿能力强的新型MD膜,增加膜通量和抗污染能力,提高MD过程效率,从而达到能有效处理各种高难度废水的目的。
2.1.4 MD膜的改性与制备
尽管前置的FO 过程能有效拦截去除大部分有机物,但当面对工业生产或原油/石油泄漏所产生的含油有机废水时,溶液中的剩余有机分子和油类物质还是有可能堵塞膜孔,导致液体渗入MD膜孔的阻力减少,当有机物的浓度过大时,阻力消失,MD膜会彻底丧失选择性即膜的疏水性被破坏,形成有机污染[46]。长时间工作下,废水中的细菌等微生物易吸附在膜表面生成生物膜,导致其受到比有机污染更严重的微生物污染[25],如图5所示。
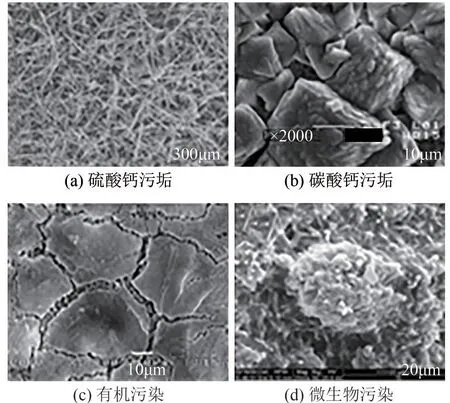
图5 硫酸钙污垢、碳酸钙污垢、有机污染和微生物污染的SEM图[47]
近年来,研究发现鱼鳞在水下具有超抗油污性质,通过接触角分析发现鱼鳞表面在空气中亲油而水下疏油[48]。受水中鱼鳞对油滴表现出强抗污染性能的启发,许多学者开始研究对MD膜进行超亲水/水下超疏油的改性,即通过表面接枝和表面涂敷超亲水物质提高膜自身的抗污染能力。Ge等[49]使用静电纺丝法创建了具有分层结构表面的超亲水/水下超疏油性纳米纤维膜,可有效分离微尺度的水包油型乳液,相对于传统分离膜,在重力的驱动下该复合膜具有很高的分离能力。Tan等[50]结合热诱导相分离法与表面水解法制备了一种新型的超亲水/水下超疏油性聚丙烯腈-丙烯酸甲酯(PAN-PMA)微滤膜。该膜可有效分离水包油型乳化液,其优异的防污性和极低的油黏附性确保了膜的可重复使用性。
目前对于FO 和MD 膜改性的研究较多,未来的发展方向也是继续寻找力学性能强且稳定性好的膜材料,并根据处理废水的不同合理调整改变膜的性质,制备高通量、寿命长、抗污染的分离膜。
2.2 FO-MD耦合工艺处理过程优化
2.2.1 操作参数优选
MD 过程是传质与传热同时进行的过程,膜通量影响因素主要为膜两侧的蒸气压差;FO 过程膜通量则主要是由两侧渗透压大小决定。实验过程中对蒸气压差和渗透压差影响较大的因素主要是温度和汲取液浓度。
Kwon 等[51]通过FO 和MD 独立过程的实验结果表明(如图6),对于MD过程,温度的增加会导致MD过程蒸气压差的增加,进而直接导致过程推动力的增加,从而大幅度提升MD过程的水通量;对于FO 过程,当汲取液浓度为2mol/L,汲取液的温度从25℃升至45℃和60℃时,水通量分别增加约11%和18%。水通量增加原因为:汲取液的扩散系数会随着温度的升高而升高,而黏度会随着温度的升高而降低[52],这些变化更有利于水分子扩散到汲取液侧,从而使水通量增加。
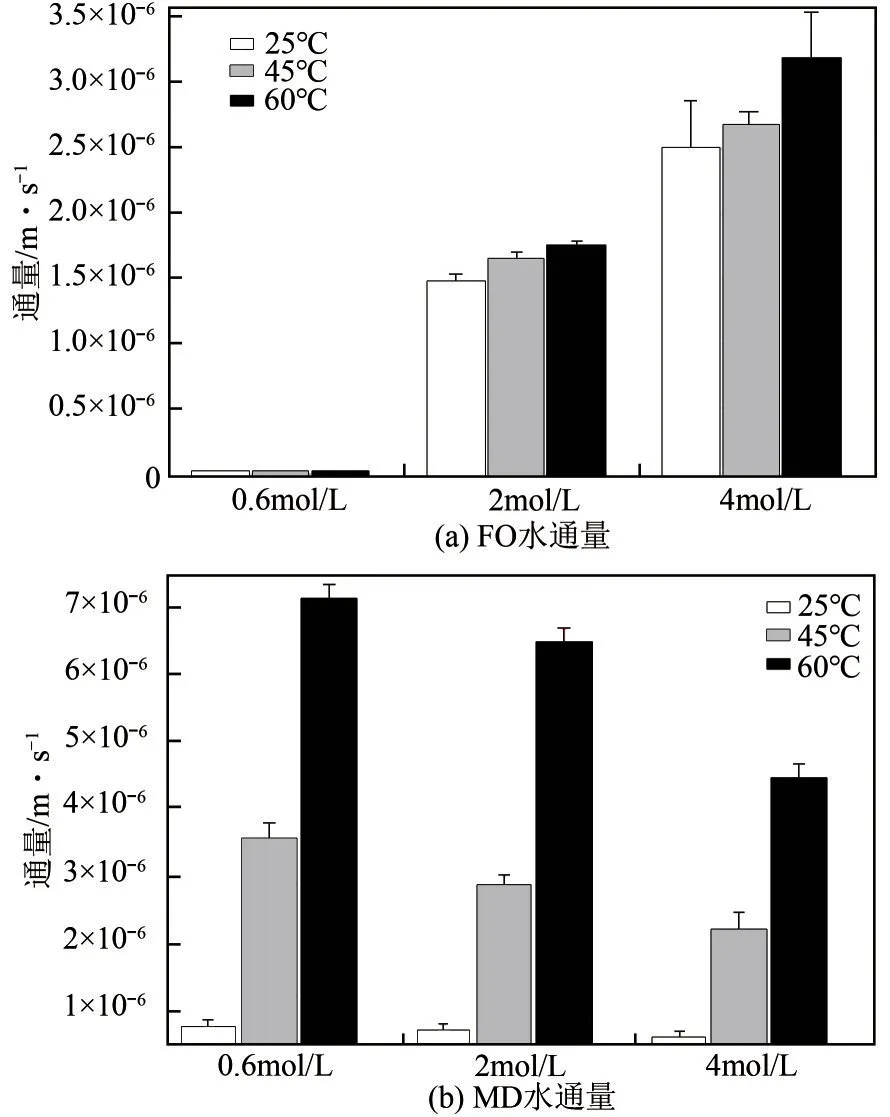
图6 在不同浓度和温度下的FO水通量及MD水通量[51]
汲取液浓度的变化显示,随着汲取液浓度的增加,膜两侧渗透压增加,导致FO 过程水通量显著增加,而MD过程水通量却随着汲取液浓度的增加而减小。原因可能为:随着汲取液浓度的增加,溶液的水活性和进料侧边界处的传热、传质效率降低,牺牲了部分有效蒸气压[53-54]。因此,为获得FO-MD 过程中最高膜通量,需对汲取液温度和浓度等FO-MD 工艺操作参数进行调试优选,选择效率最高的组合。
2.2.2 效能利用优化
FO 过程以溶液的渗透压差为动力,不需要从外部获取能量,而高能耗却是限制MD技术工业化应用的关键问题。为了提高MD过程的热效率,可以采用寻找可再生能源以及能量回收的方式[14]。
常见的可再生能源有太阳能(光能)、地热能及风能等。白炳林等[55]自主设计并搭建了太阳能光热-光电中空纤维膜蒸馏系统,采用面积1.82m2真空管集热系统进行光能集热,采用面积1.63m2多晶硅电池板进行光伏发电,结果表明:系统运行时间1~2h,选择自动跟踪太阳能方式,最大膜通量为8.89kg/(m2·h),耗电量为3.13kW·h,需串联四块面积共6.52m2的光伏板才可满足自动跟踪方式功能需要。较大的设备占地面积与较低的能量转换效率在一定程度上限制了光能光热技术与膜蒸馏耦合技术的发展[56]。
地热能是另一种可能的可再生能源,与太阳能系统相比,地热能可以以较低的生产成本驱动MD过程,并且操作过程中不易出现间歇性问题,但地热能受地区环境影响较大,相关研究相对较少[57]。Bouguecha等[58]评估了以地热能为动力的MD工艺用于脱盐目的的可能性,实验结果和经济分析表明,采用地热盐水的MD工艺可以生产TDS低于119mg/L的饮用水,生产成本为0.54USD/m3,有助于降低90%的MD工艺能耗消费。使用废热同样也对降低总体能源消耗非常有益,与太阳能和地热能相比,废热提供了一种新的替代能源,其投资成本低且稳定[59],开发利用废热还将减轻其向环境的排放[60]。Dow 等[61]进行了与燃气发电厂废热(平均温度为40℃)相结合的用于处理含盐废水的MD 系统研究,该研究实现了约93%的水回收率,但由于季节性变化和电厂承受的间歇性峰值负荷,渗透通量的波动不可避免。综上所述,为了实现FO-MD 耦合工艺的工业化应用,需要对膜组件的结构设计进行更多研究,尽可能缩小装置占地面积并提高能量的转化效率,从而降低材料及能耗成本。
2.2.3 膜组件组装优化
FO-MD 耦合工艺膜组件的组装形式会影响组件内流体的流动性能,传统的耦合工艺组件如图7所示,占地面积大,管道情况复杂,集成性能差。设计简单有效、占地面积小的模块对于增强过程性能和提高能源利用效率非常重要。

图7 传统MD-FO耦合实验装置[62]
Cath等[63]提出了将FO系统和MD系统密封在一个模块中,这种模式的耦合系统空间更紧凑,占地面积更小,成本更低。但这种系统存在一个潜在问题,即FO 过程的汲取液与MD 过程的进料液在同一个通道中,MD过程进料液的温度可通过热传递到FO 汲取液,同时MD 过程进料液的高温可能会损坏FO膜,从而导致MD性能下降。而Kim等[64]则对FO-MD耦合实验装置提出了一种新的设计概念,如图8所示,通过在MD和FO膜之间引入隔离屏障来最大程度地减少热损失,隔离屏障能使集成模块分别处于渗透和热隔离状态,从而提高了这两个过程的效率。该系统可用于包括高盐废水在内的小规模废水处理,并具有实现离子高排阻的能力。当前FO-MD耦合工艺膜组件研发大多处于实验室规模,尚未大规模用于工业领域。因此,探究工业生产的放大效应,保证膜组件能持续高效稳定运行也是未来研究的重要方向之一。
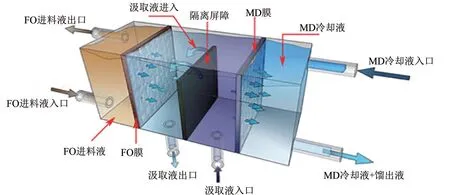
图8 带隔离屏障的MD-FO耦合实验装置[64]
3 FO-MD 耦合工艺对高难度废水的处理应用
水处理领域中存在着很多高难度废水,该类废水具有高盐、成分复杂、色度高、难生化降解、毒性大等特点,对水体污染严重,处理成本极高。本文选择具有代表性的高浓度有机废水、高浓度氨氮废水和含油高盐废水三类高难度废水,重点介绍其在FO-MD耦合工艺中的水处理应用。
3.1 高浓度氨氮废水的处理
高浓度氨氮废水来源有很多,如厌氧消化污泥液、农业灌溉废水、食品加工废水和养殖场废水等。厌氧污泥消化液是一种典型的高氨氮废水,具有水量少、碳氮比低的特点。在污泥厌氧消化过程中,消化液中的氨氮不仅没有得到去除,反而因为有机氮的释放而有所增加[65]。其中氨氮质量浓度可达500~1300mg/L[66],磷元素质量浓度可达40~290mg/L[67]。目前很少有污水处理厂对污泥消化液进行单独处理,通常选择将其回流到生物处理单元和原水一并处理,但这种废水却承担着污水处理厂15%~25%氨氮及20%~80%磷酸盐的处理负荷[68],且处理后的氮元素也只是作为气态氮释放到大气中,做不到对废水中资源的回收利用,因此许多学者开始研究将污泥消化液进行单独处理并尝试回收其中的营养物质[69]。
鸟粪石(MgNH4PO4·6H2O)沉淀法(化学沉淀法)是目前应用较为广泛的废水养分回收技术[70],在利用鸟粪石沉淀回收养分的过程中,先添加碱性溶液,然后引入镁盐生成鸟粪石沉淀。鸟粪石是一种基于磷酸盐与铵盐的矿物,可作为缓释肥料使用[71]。尽管以前的研究已经证明,通过鸟粪石沉淀法可以从厌氧污泥消化液中回收氮磷[72-73],但需要大量添加镁离子,导致处理成本增加。
Xie 等[74]对氨氮浓度538mg/L、磷酸盐浓度223mg/L 的厌氧污泥消化液用FO-MD 耦合工艺进行了处理实验,实验初始水通量为10L/(m2·h),由于污泥消化液中含有1800mg/L 的溶解性总固体(TDS)和647mg/L 的总有机碳(TOC),运行一段时间后,FO 膜一侧被污染物堵住,膜通量下降到2L/(m2·h),经过简单的去离子水清洗后,膜通量恢复了82%。FO 过程也表现出较高的氨氮和正磷酸盐的截留率,最终将进料液浓缩了近3倍(氨氮和磷酸根浓度分别达到1210mg/L 和615mg/L),从而减少了形成鸟粪石沉淀时镁离子的投加量。能量色散光谱(EDS)表明(如图9),鸟粪石沉淀晶体中的三个主要元素是镁、磷和氧,不含其他重金属元素。
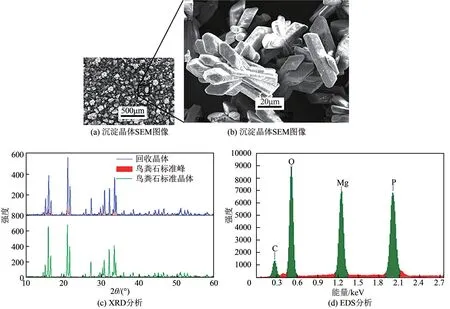
图9 利用鸟粪石沉淀法对污泥消化液的氮磷回收[74]

3.2 高浓度有机废水的处理
高浓度有机废水主要包含印染废水、焦化废水、制药废水、垃圾渗滤液等COD 在2000mg/L 以上的废水[80]。该类废水普遍具有高盐度、含氯化物或溴化物、微酸或微碱、含金属离子、高化学需氧量、高色度、高毒性等特点[81]。常用的处理方法有活性污泥法[82]、高级氧化法[83]、吸附法[84]、电絮凝法[85]等,具体方法见表2,但这些方法普遍具有运行费用偏高、能耗高、处理时间长、抗冲击能力差的缺点。

表2 高浓度有机废水常用处理方法
FO-MD 耦合工艺可以看作是MD 工艺的优化与升级,既保留了MD工艺高效处理高浓度有机废水的能力,又结合了FO工艺的强抗污染性能。Ge等[86]选择了以聚丙烯酸钠(PAA-Na)聚电解质为汲取液,酸性橙8 染料为模拟印染废水,进行了FO-MD 耦合工艺处理实验。PAA-Na 作为有机大分子物质,不易透过FO 膜,在实验过程中不仅可以获得较高的水通量以及较低的反向盐通量,还能有效防止进料液内的物质扩散到汲取液中,从而保证MD过程在一个相对无污染的条件下进行。实验过程中,酸性橙8(污染特征物质)在所有条件下均未发现明显的反扩散现象。Li等[34]使用改性后的对称FO膜,基于FO-MD耦合工艺对1.0g/L的刚果红印染废水的处理进行了研究与评价[62],结果显示,FO 单元的水转移速率很快与MD 单元达到平衡,并且可以稳定地实现高达90%的水回收率。从经济角度分析,采取耦合工艺处理500mL 纺织废水,其处理成本最低为0.17美元,较传统生化处理方式高,因此需对耦合工艺进行改进,控制减少相对成本。
Zhou 等[87]对盐浓度为60000mg/L(以NaCl 计算)的垃圾渗滤液进行了FO-MD 耦合工艺处理,实现了96%的盐截留率、98%的TOC 和总氮截留率以及氨氮、汞、砷、锑等元素的完全截留。此外,Pan等[88]通过FO-MD耦合工艺对抗生素生产废水以及Lee 等[89]对电厂脱硫工业废水等高浓度有机废水的有效处理,均证明该耦合工艺处理高浓度有机废水是切实可行的,为工业废水处理技术的进一步发展提供了新的思路与方法。
3.3 含油高盐废水的处理
含油高盐废水是一种典型的工业废水,主要是指油气田开采过程中产生的废水[90]。在油气田的开采过程中,会通过使用水力压裂技术将压裂液高压注入到井中,用以破裂地下岩层,而被注入到地层的水会在产油产气的不同阶段返排,即产生压裂返排液和采出水。这类废水主要特点为水量大、含油量和矿化度高,一般在1000mg/L 以上,最高可达14×104mg/L[91],有机物特别是烃类及其衍生物含量高,并含有大量非溶性固体悬浮物与多种重金属,非常容易造成管道的腐蚀与堵塞。大多数传统的含油污水处理工艺(如重力分离、化学破乳、气浮等)都不能满足严格的标准要求[92]。
Zhang 等[93]将4000mg/L 石 油、444mg/L 表 面 活性剂(Tween 80)、1000mg/L 有机物(乙酸)和0.2mol/L的氯化钠混合配成模拟含油高盐废水,基于实验室自制的正渗透(TFC)和膜蒸馏(PVDF)中空纤维膜[94-95]组建FO-MD 耦合工艺对废水进行处理,工艺流程如图10所示。研究显示FO-MD系统几乎完全阻挡了油和盐(出水中未检测到油和盐,仅检测到28~29mg/L 的乙酸),并在24h 内保持稳定的水通量[22L/(m2·h)以上]以及90%以上的水回收率,结果表明,FO-MD 耦合系统不仅可以回收废水中的水,还可以有效地回收废水中的有机添加物。Al-Furaiji 等[96]则使用了TDS 为240g/L和油浓度为100mg/L 的混合采出水作为FO-MD 耦合工艺实验的进料溶液,进料溶液和冷凝液(出水)温度保持在20℃,汲取液温度保持在50℃。实验先对单一的MD单元进行了测试,发现冷凝液的电导率在几分钟后迅速增加。这表明膜被润湿并失去了全部选择性,而FO-MD 耦合装置并未出现膜润湿现象,最后可产出TDS浓度小于1mg/L的高质量蒸馏水。

图10 FO-MD耦合工艺处理含油乙酸废水[93]
油气田开采废水除了具有水和石油等成分外,还具有高温(热能)和高盐度(渗透能)的特征[97-98]。因此,该废水不仅被视为仅通过集成膜系统处理的目标污染物,还可被考虑并用作集成系统的驱动能源。Lu等[99]通过同时使用石油采出水作为UF-FO-MD 耦合工艺的进料液和汲取液,并利用其渗透能和热能进行集成膜系统操作。该方法以油浓度118mg/L及4336mg/L钠离子配成的48℃混合溶液作为初始进料液,首先通过50K 的超滤(UF)膜来去除废水中的油类物质,去除后的油浓度为4.4mg/L,而废水中盐浓度几乎保持不变,再经FO-MD 耦合工艺处理后,出水检测发现油浓度小于1mg/L,钠离子浓度为2.92mg/L,悬浮固体和细菌去除率也大于99%。
同样选择先对含油废水进行预处理,Islam等[100]选择使用所需压力较小的微滤(MF)来去除页岩气压裂废水中的悬浮砂粒和油。实验所用MF膜和FO 膜均由实验室自制而成[101]。实验首先通过MF 预处理过程,从压裂废水中去除约52%的TOC和98.5%的浊度,处理后的废水用作FO 工艺中的进料液,FO 过程水通量约为14.40L/(m2·h),MD过程水通量约为10.40L/(m2·h),溶质截留率约为99.99%,展现出较为理想的处理效果。Sardari等[102]则采用了电絮凝(EC)作为预处理工艺,这是由于在处理具有高电导率的废水时,EC 要求消耗的电能相对较低[103]。在这次实验中,分别选取了11340mg/L 和57520mg/L 两种不同TDS 浓度的压裂废水进行处理。首先经过EC 预处理,两种废水的TOC分别减少了72%和78%,而两种样品的TSS和浊度均去除了90%以上,随后分别以2.0mol/L和5.0mol/L 的NaCl 溶液为汲取液对这两种废水进行FO-MD 实验对比,结果显示,高浓度汲取液(高渗透压)在处理含有高TDS的采出废水时拥有更高的回收率。
综上所述,FO-MD 耦合工艺在处理油气田开采废水为代表性的含油高盐废水时,可与UF、MF、EC等工艺技术结合,先一步去除目标废水的大部分油类物质,再结合利用MD 膜的抗污染改性,从而实现含油废水达标排放及回收再利用的目标。
4 结语与展望
FO 工艺以其低能耗、低污染的显著优势和潜在的应用价值引起了人们的关注,但目前该工艺仍停留在实验室阶段,工业化应用相对较少。其主要原因为FO 过程中的ICP 现象使其实际水通量要远远小于理论水通量,因此优化膜结构、提高膜性能是当前亟待解决的重要问题。此外,MD工艺发展至今竞争力不足的主要原因一方面是制膜成本高,要想实现工业化应用,需要制备出高分离性能、高机械强度、高通量、强抗污染能力、易清洗回收、低成本、易于工业化生产和应用的分离膜;另一方面,加热溶液所带来的高能耗问题也是工业化应用中不可避免的巨大挑战。
FO-MD 耦合工艺作为一种新型耦合膜分离技术,其在高难度废水处理应用中的优秀表现,展现出其潜在的应用价值,但目前该工艺仍面临许多技术难点,难以大规模工业化应用,具体总结为以下5个方面,并给出相应的研究改进方向。
(1)在膜改性及制备方面,研究开发高分离性能、高机械强度、高通量、强抗污能力、易清洗回收、低成本、易于工业化生产和应用的FO 和MD膜,是未来FO-MD 耦合工艺应用研究的主要方向之一。
(2)在处理过程优化方面,汲取液温度和浓度的增加对膜通量有着一定的提高,但过度增加会引起膜通量的非线性下降。因此,以达到FO 和MD单元的最佳运行效率以及这两个单元之间的输水速率平衡为目的,对FO-MD 耦合工艺的操作参数进行调试优选至关重要。
(3)在能源开发利用方面,采用太阳能、地热能和工业余热耦合驱动具有良好的经济和环境效益,但容易受季节性变化和转化效率低等条件影响,膜通量的波动不可避免。因此,需要开发利用高效稳定的新型驱动能源,降低工艺的能耗成本。
(4)在膜组件的设计组装方面,膜组件的组装形式会影响组件内流体的流动性能,探究工业生产的放大效应,设计出传质、传热效果更好的模块,能提高工艺的分离性能和能源利用效率,使耦合工艺长期稳定运行。
(5)在水处理实际应用方面,FO-MD 耦合工艺对于高浓度氨氮废水、高浓度有机废水、含油高盐废水等高难度废水均有较为良好的处理效果,但在长期处理时,容易出现膜污染结垢现象,而膜的抗污染改性优化及清洗技术尚停留在实验室阶段。因此,需要研究完善膜污染结垢机理,开发研究高效膜结垢预防措施及清理方法,使其能大规模应用于水处理工程中。
猜你喜欢
昆钢科技(2022年4期)2022-12-30
中州大学学报(2022年4期)2022-09-13
海洋通报(2022年2期)2022-06-30
农业灾害研究(2022年1期)2022-05-07
科学家(2022年3期)2022-04-11
化工管理(2021年23期)2021-08-25
湖南电力(2021年1期)2021-04-13
暴雨灾害(2021年2期)2021-04-02
环境卫生工程(2021年1期)2021-03-19
中学生数理化(高中版.高考数学)(2020年2期)2020-04-21