
对ZJ17卷烟机卷烟纸搭接消耗的分析与研究
2021-11-27 02:37常亚宁河南中烟工业有限责任公司安阳卷烟厂
环球市场 2021年31期
常亚宁 河南中烟工业有限责任公司安阳卷烟厂
一、现状分析
为深入贯彻精益管理降本增效工作的要求,围绕指标提升,节能降耗,强化内部管理水平[1],对卷烟机设备的卷烟纸拼接系统进行深入研究,造成的卷烟纸消耗主要有四部分组成[2]:卷烟纸加速引出量、备用卷烟纸加速过程消耗量、卷烟纸拼接失败的消耗量及拼接后的卷烟纸纸芯剩余量。为了找出卷烟纸拼接系统的消耗量高的主要原因,对设备4部分的消耗量分别进行调查统计。
1.卷烟纸加速引出量。卷烟纸加速引出量在卷烟纸消耗中也是一个不可忽略的因素。而影响卷烟纸加速引出量的是自动引纸延时时间。因此,对卷包车间10台卷烟机的卷烟纸加速引出卷烟纸量展开调查统计发现,卷包车间的在线机台的引出量都小于0.6 米,计算得出这部分的平均卷烟纸消耗量仅为 0.45 米,无法从中找出问题的主要原因。
2.备用卷烟纸加速过程消耗量。由于卷烟纸拼接系统,备用卷烟纸在加速过程中也有消耗量。这部分的消耗量由 PLC 控制单元中负责对电机加速的 A6 控制单元决定。针对这部分的卷烟纸消耗量,现对车间 10台设备展开调查发现,不同的机台备用卷烟纸加速过程中的消耗量都在 2 米至3米之间,且变化不大,计算出平均消耗为2.32 米。
3.卷烟纸拼接失败率。对2021年4月份车间 10台卷烟机中每台卷烟机100次卷烟纸拼接中拼接失败的频次进行了调查统计发现,车间的卷烟机卷烟纸拼接的失败率为0.75%,即卷烟纸 99.25%的拼接都能成功。因此,不再考虑对拼接失败造成的卷烟纸消耗量展开过多研究。
4.拼接后的卷烟纸纸芯剩余量情况。现对卷包车间的 10 台卷烟机的拼接后的卷烟纸纸芯剩余量分别进行10次调查统计发现,我厂卷包车间卷烟纸拼接剩余量大部分都在15 至 16 米之间,只有6#机台的平均卷烟纸纸芯平均剩余量为 8.7 米。经计算可知,每盘卷烟纸纸芯的平均剩余量为 15.7 米。
由以上分析可知,拼接后的卷烟纸纸芯剩余量平均剩余量为 15.7 米,在各种因素中的消耗占比最大,拼接后卷烟纸纸芯剩余量多是ZJ17卷烟机卷烟纸搭接消耗的主要原因。
二、原因分析及确认
现根据设备实际情况,针对“拼接后卷烟纸纸芯剩余量多”的问题充分调查研究和征集意见。造成拼接后卷烟纸纸芯剩余量多的因素可能有检测器输出电压不稳、PLC 参数设置不当、检测齿齿数不够、刹车片磨损严重,并对其逐条确认。
1.检测器输出电压不稳。对车间的 10台设备的检测器输出信号的电压进行测量,结果可知,车间 10台设备的检测器输出电压大部分都为 24V,不存在检测器输出电压不稳定。
2. PLC 参数设置不当。对车间 10台卷接机组有可能影响卷烟纸余量的参数设置及卷烟纸搭接后的剩余量进行了统计调查发现,除6#机台开始加速TCP 值是144外,其他9组设备均为 143;而开始减速 TCP 值则比开始加速 TCP 值小2或3。
在确定了影响卷烟纸剩余量的关键参数后,进一步对车间的 10 台卷烟机的关键参数进行极限值确定调查,首先对6#进行调查可知,开始加速 TCP 值144是 6#的极限值;卷烟纸剩余量与开始减速 TCP 值大小无关,只与开始加速 TCP 值的大小相关。
进一步对除6#机台的其他9台设备的加速TCP值143是否为其极限值进行调查统计发现,影响卷烟纸剩余量的关键参数是开始加速TCP值的大小,车间的10台设备设置的开始加速TCP值均已达到最优极限值。因此,“PLC参数设置不当”不是卷烟纸剩余量多的原因。
3.检测齿齿数不够。在对原有设备的卷烟纸拼接系统调查后发现,当开始加速 TCP值为 143时已为设备极限值,卷烟纸剩余量为 15~16 米;当设到144~200 时,卷烟纸又全部用完检测无法识别,搭接失败,说明原有的检测齿齿数并不能满足开始加速 TCP值的设定,因此,有必要对检测齿齿数关于卷烟纸搭接情况影响进行调查研究。
卷烟纸拼接系统上的检测齿与检测器配套对卷烟纸进行检测,卷烟纸的线速度为恒定值。
卷烟纸线速度=单位时间内检测的齿数×(齿宽+齿距)×卷烟纸直径。在同转速下,即卷烟纸直径一致时,齿宽与齿间距的和越小,每个齿对应的卷烟纸长度越小,则单位时间内检测到的齿数越多,同样需要将开始加速 TCP 值设置与齿数成倍的值[3]。
为保证 143 到 144 之间有足够的检测点,并在此区间的某一个参数值完成卷烟纸搭接。区间检测点越多,控制精度越高,通过成倍的增加齿数,同时对应的成倍增加TCP 值,增加区间内的检测点,同时提高检测的精度。当检测齿齿数为 24 齿时,假设每个齿对应的卷烟纸长度为 12 米,那么143~144 之间对应的卷烟纸长度也为 12 米,理论推导中通过增加齿数和扩大 TCP 值的范围,来增加检测的精度。见表1。

表1 检测齿齿数对应卷烟纸长度
通过理论推导可知,通过增加齿数,减少每个齿对应的卷烟纸长度,提高检测的精度,从而降低卷烟纸剩余量的长度。通过调查确认,设备现使用的 24 齿只能识别出最大检测参数只有6#设备为144,其余均为143,也就是说大于 144 都不能识别。而通过增加齿数,可以提高检测的精度,降低卷烟纸剩余量的长度。因此,检测齿齿数是卷烟纸剩余量多的主要原因。
4.刹车片磨损严重。根据《ZJ17 卷烟机维修手册》规定:刹车片磨损程度≤3mm,如若超过 3mm,维修工需及时更换刹车片。对车间 10 台设备的卷烟纸刹车片磨损进行了调查发现,车间10台设备的刹车片磨损都小于规定的 3mm。因此,不存在刹车片严重磨损情况。
三、改进措施
针对检测齿齿数不够,将增加检测齿齿数到72个齿,使得开始加速 TCP 值可在(425,432)的参数范围内可控制[4]。主要过程为:加工制作新的盘纸轮、确定开始加速TCP值、确定开始减速TCP值、检测齿与检测器进行参数设置。
1.加工制作盘纸轮。按照要求绘制盘纸轮图纸,并按照图纸加工盘纸轮,实物如图1所示。

图1 盘轮纸实物
2.开始加速TCP值的确定。在确定了盘纸轮后,根据盘纸轮齿数进行参数设置。对72齿对应的开始加速TCP值参数范围为(425,432)的所有整数进行模拟试验。利用Matlab 软件对72齿对应的8个参数下卷烟纸剩余量共480组数据进行分析。见表2。

表2 72 齿盘纸轮对应不同开始加速TCP值的卷烟纸剩余量
在拼接成功的前提下,开始加速TCP值为432 时卷烟纸剩余量最少,其次是开始加速TCP值为431。但开始加速TCP值为432,调查的 60 盘卷烟纸有45盘拼接失败,拼接失败率为75%,卷烟纸拼接系统很不稳定。当开始加速TCP值为431时,卷烟纸平均剩余量为4.3米,已经大幅度降低。因此,确定开始加速TCP值的大小为431。
3.开始减速TCP值的确定。在24齿盘纸轮时,《卷包车间电气维修技术要求》中规定:开始加速TCP值比开始减速TCP值大3个脉冲。开始减速TCP值的大小只与拼接稳定性相关。在增加了盘纸轮齿数后,齿数为72齿时,开始加速TCP值为431,其检测精度提高了3倍。因为开始加速TCP值比开始减速TCP值大6个脉冲,所以确定开始减速TCP 值为425。
四、效果验证
对卷包车间10组卷烟机进行为期三个月的统计。
在调查中,由表3可见,卷烟纸剩余量最小值为 2.1 米,最大值为 7.3 米,卷烟纸剩余量的波动依旧存在,而究其原因,主要是卷烟纸外径在出厂时依然存在差异,该项因素可与厂家沟通解决,但与原来的最大剩余量相比已大幅减少。对比可知,卷烟纸平均剩余量由原来的 15.7 米下降至 4.3 米,拼接效果稳定,具有较强的复制推广性。
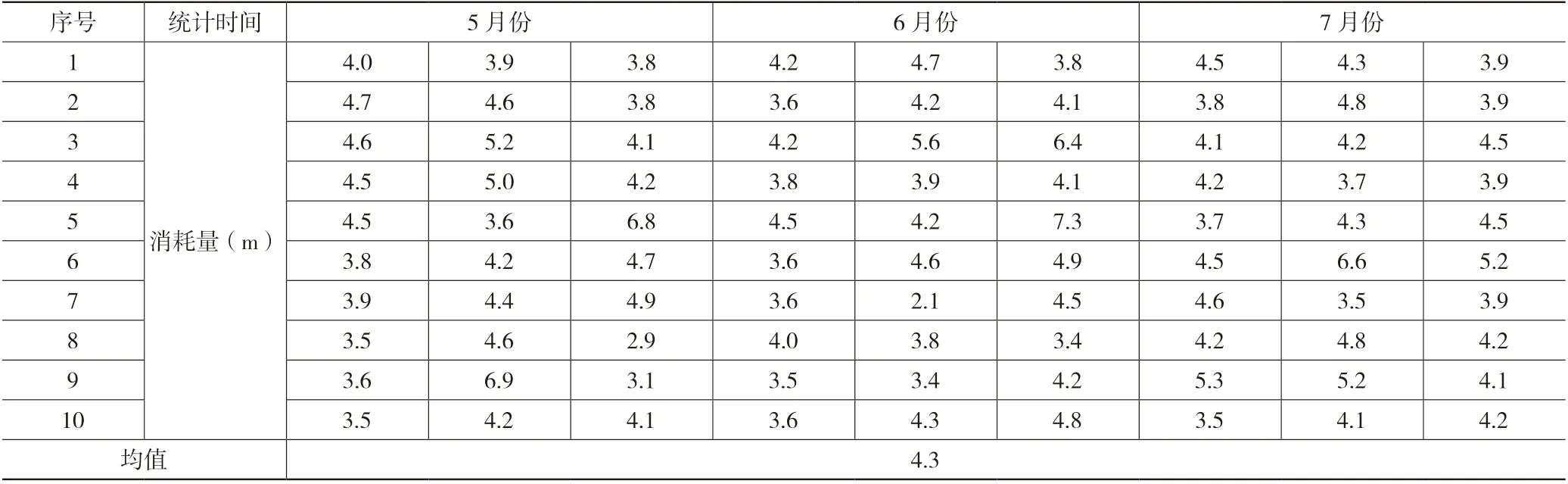
表3 搭接后卷烟纸纸芯剩余量
猜你喜欢
湘潮(上半月)(2022年7期)2022-12-06
舰船科学技术(2021年5期)2021-07-03
小学生学习指导(高年级)(2021年3期)2021-04-06
中国金属通报(2020年23期)2020-03-15
汽车维修技师(2019年2期)2019-08-23
数学大王·中高年级(2018年6期)2018-07-05
科技与创新(2017年3期)2017-03-17
电脑知识与技术(2016年22期)2016-10-31
科技与创新(2015年23期)2015-12-08
人民交通(2015年2期)2015-12-02
