
基于实训装置送料部件(十字滑台)的装配与调试
2021-11-25 08:33王秀明
现代制造技术与装备 2021年10期
王秀明
(山东电子职业技术学院,济南 250200)
机械设备中的送料机构能将被加工对象送到指定的位置,为了满足工作的要求,该机构多应用丝杠螺母装置配合直线导轨副,把电机的旋转运动转变为直线运动来完成送料的动作。十字滑台结构作为典型的送料结构,由两套直线导轨副和丝杠螺母副垂直安装而成,其安装与调试水平直接决定了产品的质量。因此,操作者需要正确选择并使用合理的工具和量具,并按照正确装配工艺,同时进行测量、检验和调试,才能满足产品设计功能的要求,保证产品的质量[1]。
1 十字滑台的结构及功能
十字滑台送料机构分上下两层,其装配图如图1所示,主要是由滚珠丝杠螺母副、直线导轨副、底板、中滑板、立板、上滑板、轴承以及轴承座等零件组成。其工作原理为,由电机(或其他外力)带动滚珠丝杠做旋转运动,使丝杠上的螺母实现直线往复移动。滑台和螺母固定在一起,并且由等高块安装在直线导轨上,从而使螺母带动滑台沿直线导轨移动。其中,上层丝杠螺母副实现工作台的左右运动,下层工作台实现前后运动。根据工件初始位置与目的位置坐标的不同,送料机构可以利用两层丝杠螺母副的配合运动把工件送到加工位置。

图1 十字滑台送料机构
2 装配前准备工作
装置工作之前,需要把这些零件按照一定的顺序和技术要求组合成机械产品,才能实现产品设计的功能。在装配十字滑台时,要先读懂装配图,通过装配图,了解零件之间的装配关系和机构的运动原理及功能,规范合理的写出十字滑台的装配工艺过程,检查文件和零件的完备情况,准备好合适的工具和量具。一般十字滑台的装配要求有导轨和基准面之间的平行度、两导轨之间的平行度、滚珠丝杠对导轨的平行度、丝杠两端的等高度以及上下导轨的平行度等。在确定装配要求的前提下,需要做好充足的准备工作。
3 装配工艺过程
根据装配原则,为了满足装配要求及操作标准,并规范操作工序,需要结合实际情况对零部件进行合理调试[2],确定的装配工艺如下。
3.1 安装下直线导轨副
装置底板上需要安装两根直线导轨,这两根直线导轨需要有较高的平行度要求,具体安装过程如下所示。
装配前先使用棉布或者油石清除安装面上的毛刺及污物,然后以底板上的侧面(磨削面)为装配基准,通过调整底板方向,将基准面朝向操作者开始安装。安装时,先将一根直线导轨放到底板上,并使其两端靠在底板两端的导轨定位基准块上,然后使用内六角扳手从中间向两端预紧导轨中螺钉[3],此时需要注意不要漏装螺钉的弹性垫圈。安装完成后,使用深度游标卡尺测量该导轨与基准面的距离,并调整直线导轨与导轨定位基准块之间的调整垫片,使其满足图样要求,然后选用杠杆百分表测量导轨与基准面间的平行度误差,测量方法如图2 所示。调整过程中,需要使用橡胶锤调整导轨位置并增减调整垫片的厚度,直到测量结果满足导轨与基准面的平行度要求后使用内六角扳手拧紧内角螺钉,并压紧导轨压紧块,至此完成第一根导轨的安装。将已安装好的导轨作为第二根导轨的安装基准,使用游标卡尺确定第二根导轨的位置后预紧,然后使用百分表测量调整两根导轨之间的平行度,并调整导轨与导轨定位块之间的调整垫片,测量结果满足要求后拧紧导轨并压紧导轨定位装置,安装效果如图3 所示。安装过程中,需要熟练使用测量工具,并且掌握装配注意事项,例如:预紧导轨时,螺钉的尾部一定要全部陷入沉头孔,否则拖动滑块时螺钉尾部会损坏直线导轨副。正确安装直线导轨副才能发挥其定位精度高、磨损小以及承载能力强的优点,因此在装配过程中需要遵守操作规程,规范操作,才能确保所有的误差控制在公差范围内。

图2 使用杠杆百分表测量导轨平行度误差

图3 下直线导轨安装效果图
3.2 安装下滚珠丝杠螺母副
滚珠丝杠螺母副通过轴承和轴承座安装在底板上。滚珠丝杠的轴承结构有固定端和支承端两种形式,轴承座内预封润滑脂。安装时,固定端可选用角接触轴承及组配安装方式形成支撑,以保证轴向和径向均能承受载荷;固定端安装完成后,将螺母座与滚珠丝杠螺母副连接,再将其与工作台相连,然后将工作台与滑块相连,接着将螺母拉至传动侧一端,用块规测量出轴承座与安装面之间的距离[4]。如果没有块规,需要使用轴承安装工具或铜棒将轴承和轴承隔圈安装在相应的位置,此时要测量合适的内外隔圈,以达到调整角接触轴承轴向游隙的目的。将轴承座安装在丝杠上之后,需要把轴承端盖拧紧在轴承座上,然后把轴承座预紧在底板上,并使用百分表测量判断两轴承座是否等高。若轴承座不等高,将影响丝杠对导轨在竖直方向上的水平度,此时需要使用厚度合适的调整垫片,直至两轴承座中心等高。若丝杠对导轨在水平方向上有平行度要求,需要使用百分表继续测量,分别将丝杆螺母副移动到丝杆的两端,并将杠杆式百分表磁性表座吸在直线导轨的滑块上,然后用百分表转接头接触到丝杠上的母线,通过测量确定两轴承座中心高的差值,再通过在轴承座下加入相应的调整垫片,将量轴承座的中心高度调整到要求的范围内[5]。丝杠螺母副的安装效果如图4 所示。拆卸丝杠螺母副中的螺母时,需要使用专用工具,安装时严禁把螺母旋出丝杠,滚珠丝杠与螺母分离会导致滚珠脱落,从而影响丝杠的装配精度,甚至导致丝杠报废。
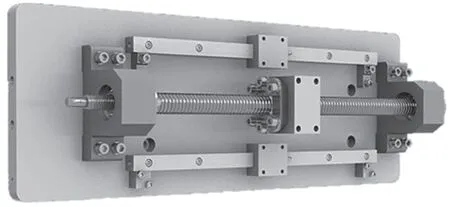
图4 丝杠螺母副安装效果图
3.3 安装上直线导轨副
上直线导轨副安装在中立板上,其安装过程与下直线导轨的安装过程一致。从装配图中可以看出,中立板安装在中滑板上,若将这步安装完成后再安装直线导轨副将增加工作的难度,因此为了保证装配质量,并使装配更加方便,需要先将上直线导轨副和丝杠螺母副安装在中立板上,以保证安装工作正常进行。装配上直线导轨副需要注意关键装配点,如先正确安装基准导轨,再安装第二根导轨,且安装时要使用游标卡尺和千分尺进行粗调和精调,直到将平行度误差控制在图样要求的范围之内。
3.4 安装上滚珠丝杠螺母副
上滚珠丝杠螺母副的安装与下螺母副的安装工作相似,但是下滚珠丝杠是利用带传动提供动力,需要安装带轮,而上滚珠丝杠运动的动力是由电机带动联轴器传递获得。安装时,要将角接触轴承和深沟球轴承安装到丝杠的相应位置,然后用塞尺测量端盖与轴承座间隙并做调整,再将丝杠主动端的限位套管、圆螺母、同步带轮安装在丝杠上,以方便丝杠的转动。安装完成后用游标卡尺测量轴承座高度,并使用百分表测量丝杠的上母线,以确定轴承座中心是否等高,同时还需要测量丝杠的侧母线测量丝杠与导轨的平行度是否符合要求,若不符合,则要使用垫片、橡胶锤等进行调整,直至符合要求后完成该结构的安装。
3.5 安装中立板
将已经装好直线导轨副和滚珠丝杠螺母副的中立板安装到中滑板上,需要先利用直角尺和塞尺测量中滑板和中立板的垂直度,调整至合适的位置后拧紧内六角螺钉。该结构中需要安装肋板,以确保使用过程中中滑板和中立板保持垂直度要求。
3.6 安装中滑板
安装中滑板时,要先利用等高块将中滑板安装到直线导轨上,然后调整滑块的位置,并用螺钉将等高块、中滑板固定在导轨滑块上,之后再将中滑板和螺母座预紧在一起,并使用塞尺测量螺母座和中滑板的间隙,选择使用厚度合适的调整垫片后,用百分表测量中滑板和下导轨运动方向的垂直度,如果存在差值需要修正等高块,调整到要求的范围后拧紧连接螺钉。
3.7 安装上滑板
安装上滑板时,需要使用等高块将上滑板安装在中立板上,然后测量螺母座和上滑板间隙并使用垫片调整上滑板,达到要求后拧紧连接螺钉。
3.8 其他零件的安装
送料机构中需要安装接近开关,以实现工作台找原点和限位保护的功能。安装过程中,需要用相应的连接元件安装电磁铁以及接近开关,以完成送料结构的安装。
4 装配后调试
十字滑台整体安装后需要与控制系统进行统一调试,主要调试内容是对二维工作台实现位置控制,并检查二维工作台是否能正常工作。调试时可以采用手动控制模式,通过相应的旋钮控制该滑台不同方向的运动,然后观察该机构装置运动是否符合要求。
5 结语
掌握送料机构的装配与调试过程,学习机械传动的装配调试方法,有助于提升学生的装配能力,提高操作者的装配和调试水平。本文通过分析十字滑台的结构及功能,提出装配前的准备工作,介绍了丝杠螺母副和直线导轨副组成的十字滑台的装配过程。
猜你喜欢
大众标准化(2022年17期)2022-09-27
汽车实用技术(2022年15期)2022-08-19
佳木斯大学学报(自然科学版)(2021年6期)2021-12-21
制造技术与机床(2018年12期)2018-12-23
福建质量管理(2018年10期)2018-05-17
机械管理开发(2018年2期)2018-03-16
现代制造技术与装备(2018年12期)2018-02-20
物联网技术(2017年11期)2017-11-27
制造技术与机床(2017年8期)2017-11-27
质量技术监督研究(2015年5期)2015-02-10
