
GFRP/铝合金叠层静压铆接孔径对干涉量的影响
2021-11-06 07:02乔国华梁玉龙郭明东马兴海
航天制造技术 2021年5期
曹 宇 刘 涛 乔国华 梁玉龙 郭明东 马兴海
GFRP/铝合金叠层静压铆接孔径对干涉量的影响
曹 宇 刘 涛 乔国华 梁玉龙 郭明东 马兴海
(天津航天长征火箭制造有限公司,天津 300462)
针对典型GFRP/铝合金叠层开展了2A10材质4mm铆钉在4.1~4.2mm孔径内,通过静压铆接后,铆钉钉杆在叠层不同位置处的干涉量测量及数据计算,得出干涉量变化差异及规律。结果表明,干涉量从复合材料侧向铝合金板侧过渡,在复合材料处有最大相对干涉量,在铆钉墩粗侧铝合金与铆钉有最小干涉量。静压铆接时,孔径4.2mm比孔径4.1mm拥有更小的干涉量值。
玻璃纤维增强塑料;铝合金;铆接;孔径;干涉量
1 引言
玻璃纤维复合材料(Glass Fiber Reinforced Plastic,GFRP)具有强度高、耐腐蚀、介电性能好等优点,在航空、航天、航海、高铁、汽车等行业的产品中得到了广泛应用[1~3]。在运载火箭壳体结构中常采用玻璃纤维复合材料与铝合金结构件铆接方式连接装配,以降低结构重量,提高运载效益。因此评定玻璃纤维复合材料与铝合金结构件的铆接连接使用性能,成为运载火箭舱体结构制造过程中的重要问题。现运载火箭舱体常采用4.1mm铆钉孔径,通过静压铆接方式装配连接,由于铆钉成形时镦头端的钉杆膨胀量最大,极易导致复合材料的损伤与破坏或在铆钉镦头周围出现压伤、硌伤、分层等缺陷,严重影响连接可靠性。
曾超等[4]利用主应力法、广义变分不等原理、Avitzur上限法以及有限元分析法,分析了铆接成形过程材料流动特征下铆接力与钉头尺寸之间的关系。万书会等[5]开展了2A10材料4mm铆钉基于ABAQUSR软件模拟分析,通过两种不同铆钉装配方向对结构件铆接性能的影响机理,得出了铆钉在电磁铆接过程中,铆钉头朝向薄结构件一侧装配有利于钉杆的均匀膨胀,有益于提高运载火箭舱段铆接质量。宋丹龙等[6]针对CFRP/AI复合构件的无头铆钉压铆过程从理论建模和有限元模拟两方面研究了复合构件压铆力取值范围。盛熙等[7]对碳纤维复合材料/铝合金叠层开展了4TA1铆钉干涉铆接研究,分别选用外径7mm、8mm、9mm垫圈时可将干涉量控制在2%以内,同时能够保证复合材料没有明显的损伤。
由现有文献可知,复合材料铆接过程极易产生损伤缺陷,为提升GFRP/铝合金叠层结构铆接连接可靠性,采用4.1mm与4.2mm两种铆钉孔径,通过静压铆接方式,对比铆钉干涉量数据差异,选择合理的铆钉孔径用于GFRP铝合金叠层铆接装配。
2 试验装置及试片
实验设备采用GE-5型显微镜对试片拍照,通过Digital viewer软件测量铆钉直径,计算铆钉相对干涉量。试片选用2.5mm厚CFRP材料与2.5mm厚铝合金板材叠层,由4mm×12mm规格2A10材质铆钉进行铆接试验,每组试片10件。
3 叠层静压铆接过程仿真
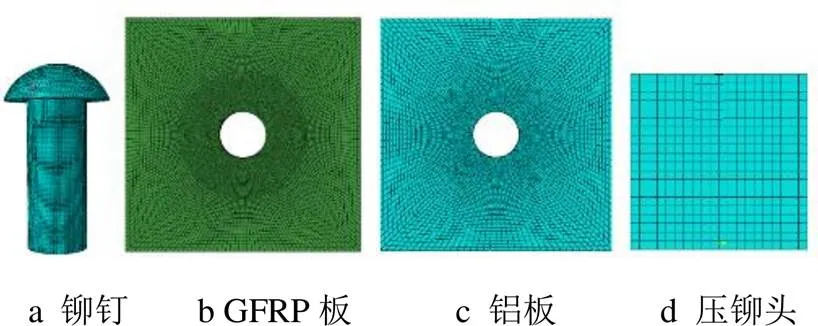
图1 网格划分结果
运用 ABAQUS建立铆钉压铆成形分析模型,模型包括压铆头、GFRP板、铝板和铆钉。采用C3D8R单元按结构化网格技术划分网格,模型如图1所示。根据铆接实际情况建立6组接触,接触包括:a.铆模上端面为主面,铆钉下端和钉杆侧面为从面;b.钉杆侧面为主面,GFRP板孔周为从面;c.钉杆侧面为主面,铝板孔周为从面;d.铆钉半圆头下表面为主面,GFRP板上表面为从面;e.钉杆侧面为主面,铝板下表面为从面;f.GFRP板和铝板之间的接触面。
铆钉压铆过程分为整体自由镦粗和局部自由镦粗两个过程。初始阶段,当压铆头和铆钉接触后,由于钉杆与孔壁存在间隙,铆钉杆首先发生整体镦粗变形,随着压铆头的移动,铆钉变形增加,在钉杆变形最大处接触到孔壁材料。压铆力继续增加,钉杆材料填满钉孔,镦头处变形继续增加,此时开始进入局部自由镦粗阶段,压铆力继续增加,直至镦头形成。压铆变形的典型过程仿真结果如图2所示。通过分析仿真结果,当叠层预制孔分别为4.1mm、4.2mm时,形成直径(6±0.2)mm、高度(2±0.2)mm铆钉镦头所需的压铆力范围分别为18~20.1kN、17.8~19.6kN。
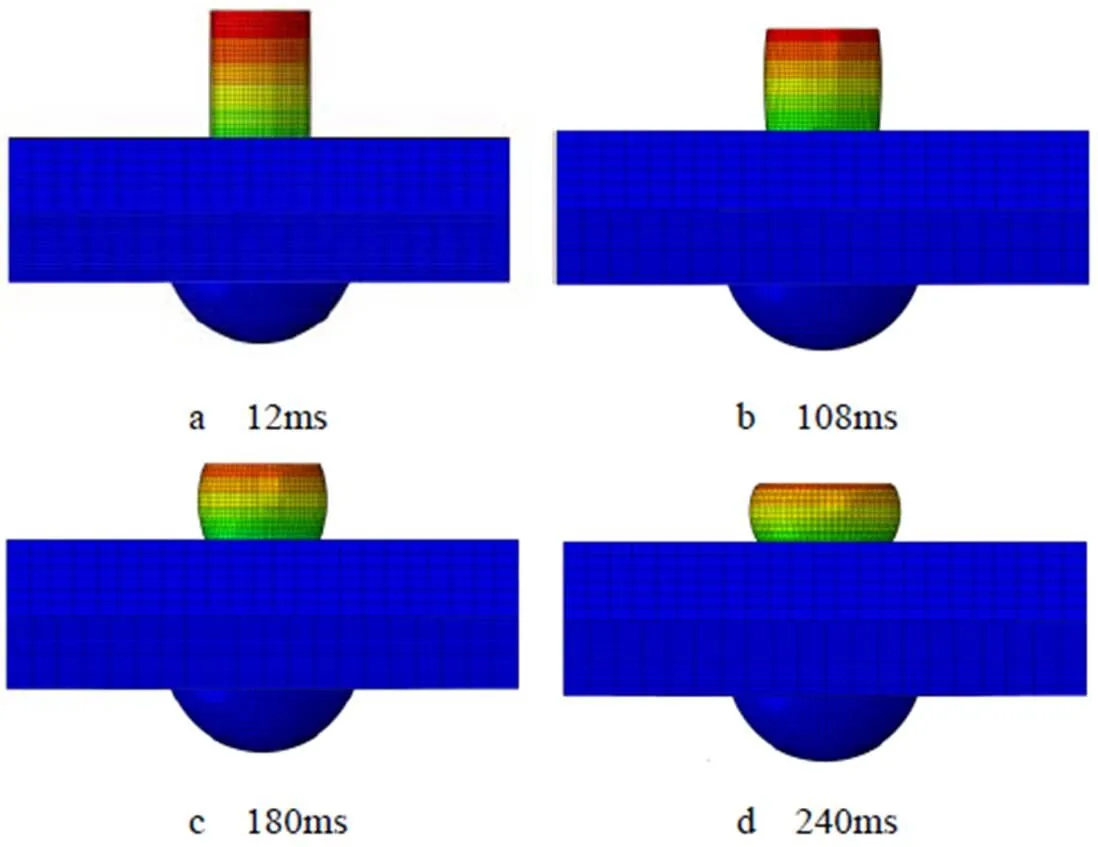
图2 静压铆接过程分析
4 干涉量测试
通过采用4×12mm规格2A10材质铆钉,在4.1mm与4.2mm两种铆钉孔径内开展静压铆接,测量得到的铆接试件干涉量,每个铆接件选取3个位置测试,即铆钉圆头侧距复合材料板表面0.5mm处,测试铆后钉径记为1,该位置所测干涉量为复合材料与铆钉干涉量;复合材料与铝合金配合面处铝合金侧距铝合金与复合材料接触面0.5mm处,测试铆后钉径记为2,该位置所测干涉量为铝合金与铆钉干涉量;墩粗侧距铝合金板表面0.5mm处,测试铆后钉径记为3,该位置所测干涉量为铝合金与铆钉干涉量,测试位置示意图如图3所示。
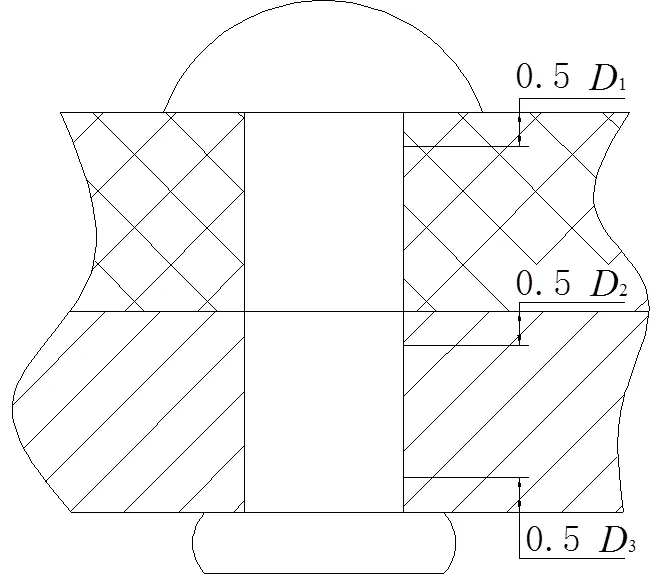
图3 干涉测量位置示意图
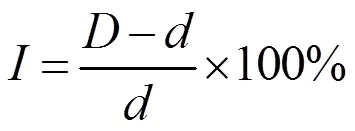
设为相对干涉量、为铆接后铆钉直径、为铆接前铆钉孔直径,相对干涉量可表示为:
4.1 Φ4.1mm孔径静压铆接干涉量测试
表1 Φ4.1mm孔径静压铆接干涉量测试结果分析
图4 Φ4.1mm孔径静压铆接绝对干涉量
针对试片上直径为4.1mm孔开展静压铆接测试,压铆力选择18.5~19.2kN,一组测试10个铆接件,分别测试3个位置:铆后钉径、绝对干涉量、相对干涉量及平均值,试验结果如表1所示。由试验结果可知,GFRP和铆钉的最大相对干涉量为6.68%,最小相对干涉量4.88%,平均相对干涉量5.84%;GFRP与铝合金配合面处铝合金与铆钉最大相对干涉量为5.02%,最小相对干涉量3.41%,平均相对干涉量4.08%;铆钉墩粗侧铝合金与铆钉最大相对干涉量为2.83%,最小相对干涉量1.22%,平均相对干涉量2.02%。由此可知,铆接干涉量由复合材料侧向铝合金板侧过渡,相对干涉量值逐渐减小,4.1mm孔径静压铆接绝对干涉量如图4所示。
4.2 Φ4.2mm孔径静压铆接干涉量测试
表2 Φ4.2mm孔径静压铆接干涉量测试结果分析
现针对试片上直径为4.2mm孔开展静压铆接测试,压铆力选择18.2~18.6kN,一组测试10个铆接件,分别测试3个位置:铆后钉径、绝对干涉量、相对干涉量及平均值,试验结果如表2所示。
图5 Φ4.2mm孔径静压铆接绝对干涉量
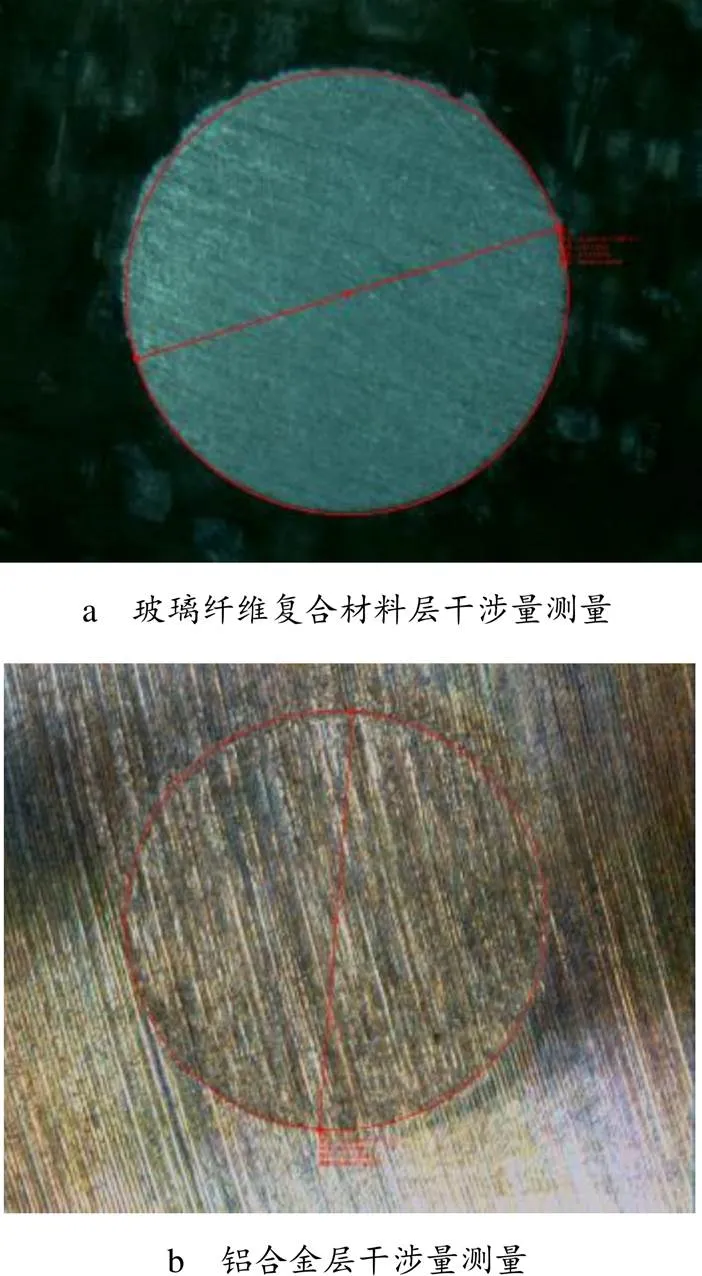
图6 试片干涉量测量
现针对试片上直径为4.2mm孔开展静压铆接测试,压铆力选择18.2~18.6kN,一组测试10个铆接件,分别测试3个位置:铆后钉径、绝对干涉量、相对干涉量及平均值,试验结果如表2所示。由试验结果可知,GFRP和铆钉的最大相对干涉量为5.29%,最小相对干涉量3.95%,平均相对干涉量4.59%;GFRP与铝合金配合面处铝合金与铆钉最大相对干涉量为2.67%,最小相对干涉量1.86%,平均相对干涉量2.18%;铆钉墩粗侧铝合金与铆钉最大相对干涉量为1.86%,最小相对干涉量0.33%,平均相对干涉量0.76%。由此可知,铆接干涉量由复合材料侧向铝合金板侧过渡,相对干涉量逐渐减小,其干涉量变化过程与4.1mm孔径干涉量变化过程一致,4.2mm孔径静压铆接绝对干涉量如图5所示,试片干涉量测量如图6所示。
5 结束语
针对典型GFRP/铝合金叠层,开展2A10材质4mm铆钉在4.1mm与4.2mm孔径内静压铆接状态下,铆钉钉杆在叠层不同位置处的干涉量测量及数据计算,获得了干涉量变化差异及规律:
a. 在静压铆接状态下,4.1mm与4.2mm孔径相对干涉量呈现相同变化规律,从复合材料侧向铝合金板侧过渡,相对干涉量值逐渐减小,在复合材料处有最大相对干涉量,在铆钉墩粗侧铝合金板与铆钉有最小干涉量。
b. 在静压铆接状态下,孔径4.2mm比孔径4.1mm铆接时拥有更小的干涉量值。
1 张立国,吕琴. 我国玻璃钢/复合材料行业发展对玻璃纤维的市场需求[J].玻璃纤维,2010,32(5):51~56
2 陆刚. 玻璃钢复合材料驱动汽车轻量化发展[J]. 汽车工业研究,2016,30(7):45~47
3 刘东平,申林远,朱亚蓉. 玻璃纤维复合材料与铝合金叠层低损伤制孔工艺参数研究[J]. 航空精密制造技术,2017,44(6):72~74
4 曾超,田威,刘向尧,等. 航空铆接压力成形钉头材料流动及尺寸研究[J]. 锻压技术,2019,63(10):176~182
5 万书会,王镇,吴赟,等. 铆钉方向对4mm2A10铆钉铆接性能的影响[J]. 航天制造技术,2020,38(3):36~39
6 宋丹龙,李原,骆彬,等. CFRP/Al复合构件无头铆钉压铆力建模与仿真分析[J]. 西北工业大学学报,2012,64(4):558~564
7 盛熙,曹增强,王俊彪. 复合材料结构的干涉配合铆接[J]. 机械科学与技术,2004,23(4):434~436
Influence of Aperture of GFRP/ Aluminum Alloy Laminated Static Riveting on Amount of Interference
Cao Yu Liu Tao Qiao Guohua Liang Yulong Guo Mingdong Ma Xinghai
(Tianjin Long March Launch Vehicle Manufacturing Corporation Limited, Tianjin 300462)
In this paper, for typical GFRP/ aluminum alloy lamination, 2A10 material4mm rivets were carried out in the aperture of4.1mm and4.2mm. After static pressure riveting, the interference quantity measurement and data calculation of rivet rod at different positions in the lamination were carried out, and the difference and rule of interference quantity variation were obtained. The results show that the interference amount is transferred from the composite material side to the aluminum alloy side, and the maximum relative interference amount is at the composite material side, and the minimum interference amount is at the rough side of the rivet pier between the aluminum alloy and the rivet. In static pressure riveting, the diameter of4.2mm is smaller than that of4.1mm.
glass fiber reinforced plastics;aluminium alloy;riveting;aperture;interference quantity
V19
A
曹宇(1987),工程师,铆接专业;研究方向:运载火箭舱段铆接装配技术。
2021-05-17
猜你喜欢
印制电路信息(2022年9期)2022-11-10
建材发展导向(2022年20期)2022-11-03
雷达科学与技术(2022年5期)2022-10-26
汽车零部件(2022年9期)2022-09-30
农业工程学报(2022年10期)2022-08-22
小资CHIC!ELEGANCE(2022年3期)2022-01-11
科技创新导报(2017年20期)2017-09-13
中国新技术新产品(2017年13期)2017-07-12
肉类研究(2016年7期)2016-05-14
国外科技新书评介(2016年7期)2016-05-14
