
浅谈硫磺回收装置夹套管道的设计
2021-11-04 05:20:58杨振楠
石油与天然气化工 2021年5期
杨振楠
山东三维化学集团股份有限公司
硫磺回收装置作为石油炼化企业和煤化工企业的环保装置,对全厂以H2S为主的酸性气进行处理,来自上游装置的酸气经硫磺回收装置处理生成液硫。液硫凝固点约120 ℃,在130~160 ℃时黏度较小,流动性最好。为保证硫磺回收装置内液硫输送的稳定性和经济性,液硫管道通常采用蒸汽夹套伴热设计,套管内蒸汽维持内管温度约130 ℃输送液硫。在对装置设备进行平面布置时,将制硫单元设备进行紧凑的布置,以缩短液硫管道长度,降低热损失,保证伴热效果。为防止硫磺蒸气凝结堵塞管道和阀门,硫磺回收装置内的过程气管道及与液硫介质管道连通的各种介质管道也会采取局部夹套伴热设计。
1 夹套管道材质和管件选用
1.1 管道材质选用
根据SH/T 3040-2012《石油化工管道伴管和夹套管设计规范》的要求,凝固点为120 ℃的液硫管道内管与套管的连接型式应选用内管焊缝隐蔽型(全夹套)[1]。夹套管的内管通常采用无缝碳钢管道,套管采用无缝碳钢管或焊接碳钢管。但在液硫池内的气相空间存在湿H2S应力腐蚀的情况,夹套管的内管和套管均采用无缝不锈钢管,材质选用022Cr17Ni12Mo2。
1.2 夹套管的组合尺寸
夹套管的组合尺寸宜按SH/T 3426-2014《石油化工钢制夹套管法兰》执行,对于内管公称直径DN≥400 mm的管道,可按照表1执行。

表1 夹套内管公称直径DN≥400 mm夹套套管组合尺寸内管公称直径DN/mm套管公称直径/mm400500450500①450550②5006006007007008008009009001 0001 0001 1001 1001 2001 2001 300 注:① 此规格组合不宜用于带90°弯头的夹套管[2]。② 此规格尺寸为不推荐尺寸[2]。
1.3 夹套法兰
为便于液硫管道堵塞时拆卸维修,全夹套型式的夹套管每节长度一般为6 m,中间采用夹套法兰连接,每节套管之间设置蒸汽跨接管。夹套法兰可采用平焊法兰、对焊法兰、衬垫法兰等类型[2]。在一般的设计项目中,内管公称直径DN≤350 mm的夹套管道采用平焊法兰,内管公称直径DN≥400 mm的夹套管道采用对焊法兰,衬垫法兰在工程实践中不常采用。
1.4 夹套阀门
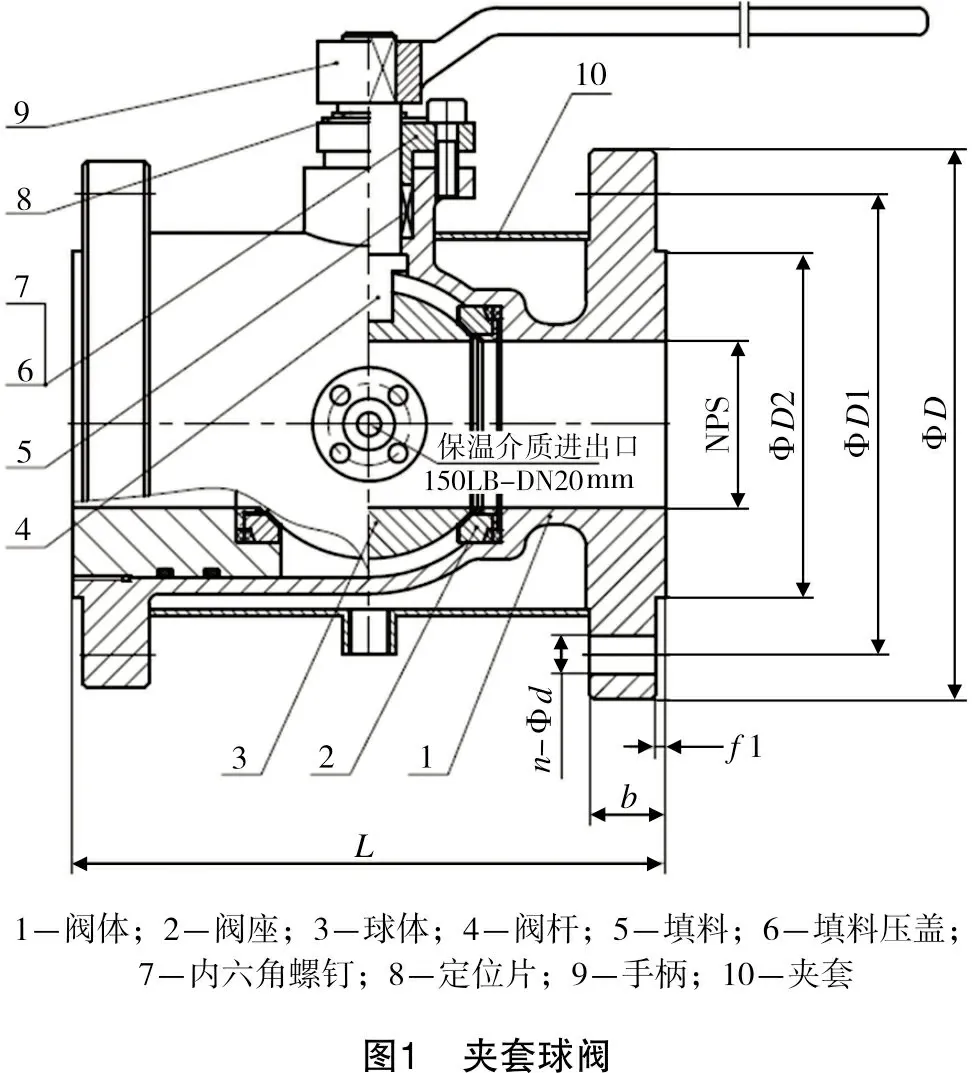
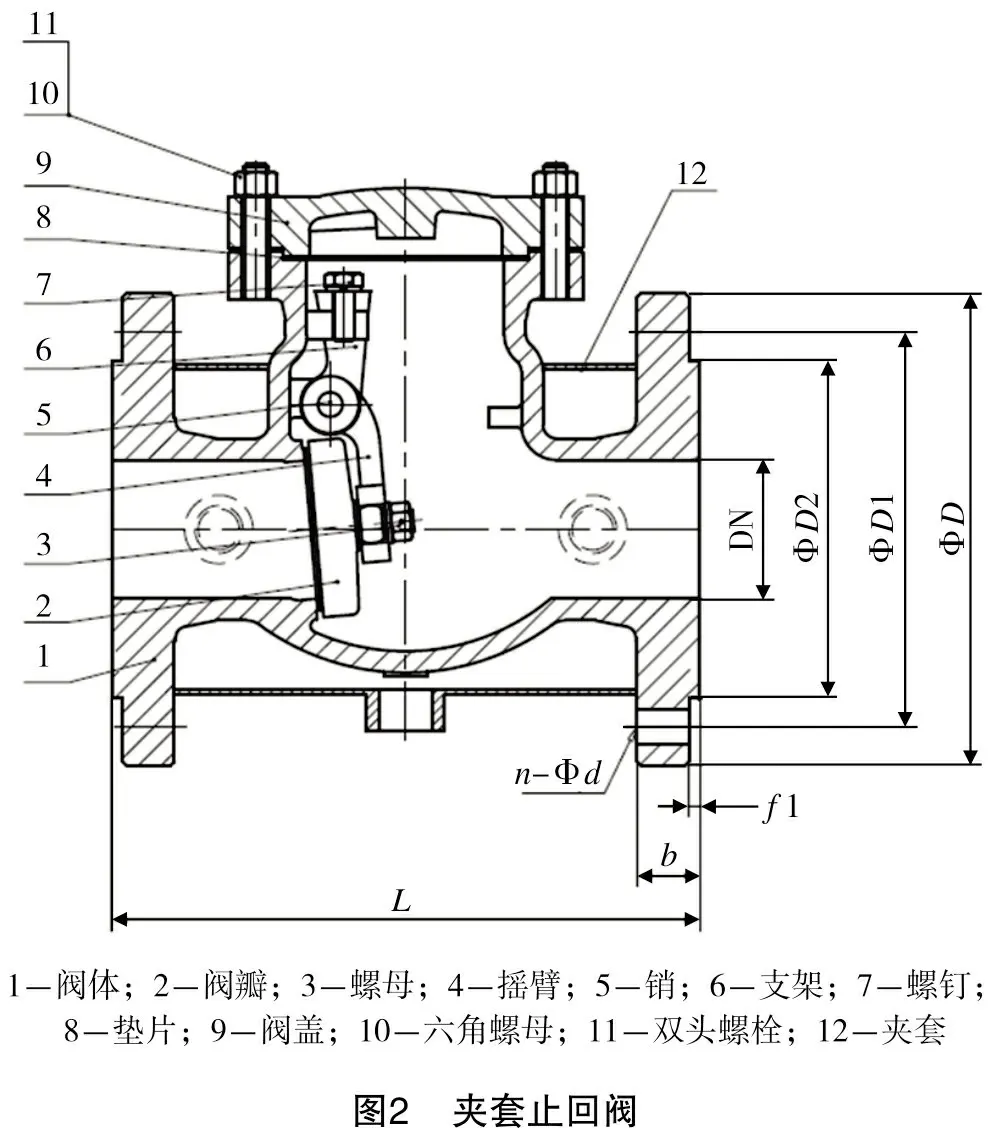
硫磺回收装置中常用的夹套阀门包括全通径夹套球阀、夹套旋塞阀、夹套止回阀、夹套蝶阀等。水平夹套阀门和管道间的跨接管最好采用蒸汽上进下出垂直方向跨接。受限于阀门体积,夹套阀门供货商一般在阀门两侧水平设置伴热蒸汽进出口,采用蒸汽水平进出的方式为阀门伴热,夹套底部会积聚凝结水。夹套阀门订货时必须要求供货商在夹套底部设置排凝口并加丝堵或法兰盖封闭,投用后可及时排出凝结水,维持伴热效果。夹套球阀和夹套止回阀的结构示意图见图1~图2。
1.5 夹套管管件
液硫夹套管道转向处通常采用四通,以便在管道发生堵塞时方便拆卸维修,但在立管底部采用四通会出现低点,该位置采用三通代替四通。夹套内管选用无缝管件,套管采用剖切四通或剖切三通。
硫磺回收装置中的过程气管道管径较大,不易堵塞,转向处仍采用弯头,内管和套管曲率半径的选取执行SH/T 3040-2012《石油化工管道伴管和夹套管设计规范》的规定。对于内管公称直径DN≥400 mm的内管和套管的公称直径组合可按表1执行,内管、套管曲率半径一般都按1倍公称直径选取。表1中公称直径DN450 mm的内管有两种套管组合方式,实际设计应用如图3所示,夹套蝶阀及其配对夹套法兰均选取DN450 mm×DN500 mm的规格,弯管处选择DN450 mm×DN550 mm的公称直径弯头组合,套管利用DN500 mm×DN550 mm同心大小头实现变径。

2 夹套管道的设计
硫磺回收装置的夹套管道设计通常遵循SH/T 3040-2012《石油化工管道伴管和夹套管设计规范》的规定,实际设计时应在此规范的基础上制订更加详细深入的设计规定,也可参考现有的硫磺回收装置设计经验,以实现夹套管道良好的伴热效果。
2.1 夹套管伴热蒸汽的引入
硫磺回收装置中的伴热一般采用集中给汽、疏水模式,即在装置中蒸汽伴热、疏水需求集中的区域设置蒸汽分配站和疏水站。该方式便于操作人员对蒸汽伴热进行集中管理,不易遗漏,节省伴热系统占地面积。但对于蒸汽伴热、疏水需求较低的区域,设置蒸汽分配站和疏水站不经济,可在进入此类区域的工艺蒸汽管道和凝结水管道引出分支对夹套管道进行伴热和疏水,工艺蒸汽管道的管径应进行核算,以同时满足工艺和伴热需求。但切忌将伴热蒸汽引出位置设在自控阀之后或用汽要求严格的蒸汽管道(如消防蒸汽管道)上,避免夹套伴热与工艺操作互相制约,甚至影响装置的安全稳定运行。
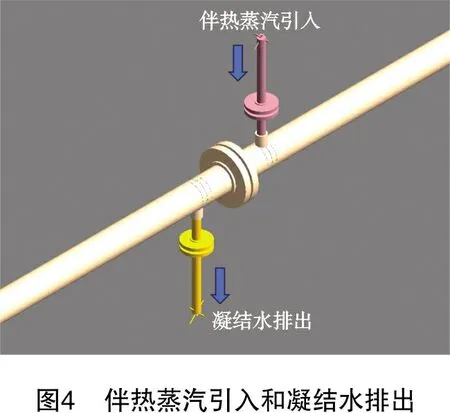
伴热蒸汽引入和凝结水排出如图4所示,伴热蒸汽管道自套管上部引入,凝结水管道由套管下部排出,每节套管的长度不宜超过6 m。伴热蒸汽管道和凝结水管道分别接入蒸汽分配站和疏水站,模型设计中仅标注接头位置。
水平夹套管的跨接管一般采用蒸汽上进下出垂直方向跨接[1]。套管之间的跨接管形式如图5所示,自上一节套管管底流出,进入下一节套管管顶。跨接管设置法兰,便于夹套管拆除及停工排凝结水。

2.2 夹套管伴热系统
在硫磺回收装置中,夹套管的伴热管、跨接管和疏水管管径通常采用DN20 mm,其目的在于防止热煨弯时引起流通面积不足,同时,也可保持装置内蒸汽分配站和疏水站管径一致,便于管理维护。
对于一条伴热回路,应尽量采用1个给汽点对应1个回水点的伴热方式。也可采用两个或多个给汽点对应1个回水点的伴热方式,但应尽量保证各给汽点压力一致,伴热回路压降相近,通过有效的疏水,可以保证良好的伴热效果。
在确定套管伴热长度时,通常可按照SH/T 3040-2012《石油化工管道伴管和夹套管设计规范》进行设计,但应考虑伴热管自蒸汽分配站至套管引入口和套管疏水口至疏水站的距离。以DN20 mm的伴热蒸汽管为例,规范中规定其供汽的套管伴热长度约45~55 m[1],按实际经验取值,套管的伴热长度以24~30 m为宜[3]。当套管公称直径增大,伴热长度应适当缩短。
2.3 夹套管道附件伴热
对于夹套管道上的阀门、过滤器等管道附件,一般随管道串联伴热。以DN20 mm的供汽管为例,参考大量硫磺回收装置设计经验,DN250 mm及以下的夹套阀门和管道附件可串联4个(包含前后1 m左右的套管),DN300 mm~DN500 mm的夹套阀门和管道附件可串联3个,DN500 mm以上的夹套阀门和管道附件串联2个。以上数据为夹套伴热实践的经验值,实际工程应用中应当注意具体问题具体分析,根据工艺需求和夹套阀门、管道附件供应商的要求合理设置伴热,在实现良好伴热效果的同时,节省伴热材料。
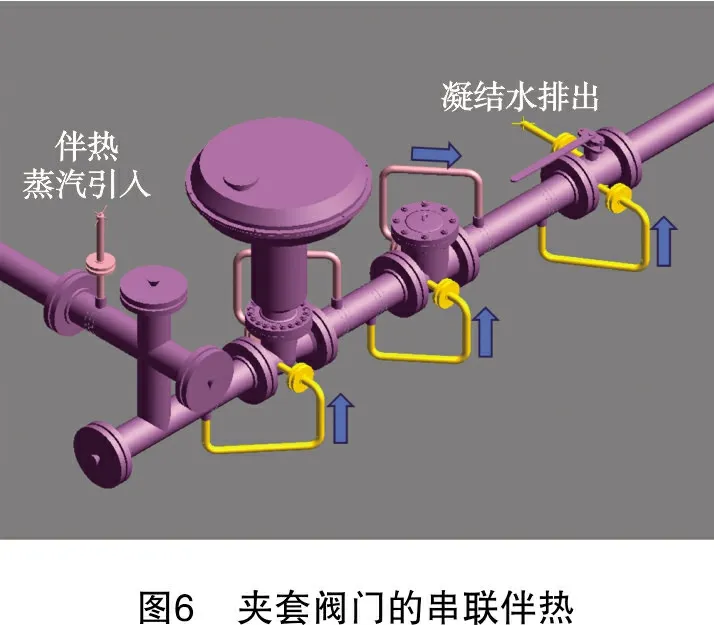
如图6所示,夹套管道上夹套控制阀、夹套止回阀和夹套球阀通过1个蒸汽伴热回路串联伴热,伴热蒸汽自夹套控制阀上游夹套管引入,对各阀门伴热后疏水至附近疏水站。根据阀门订货资料建模,伴热蒸汽的进出管水平接在夹套阀门两侧。
2.4 液硫泵夹套伴热设计
在硫磺回收装置中,冷凝冷却器凝结的液体硫磺进入液硫池中,由液硫脱气泵在液硫池中循环喷洒脱除H2S,脱气后的液体硫磺由液硫提升泵送至成型造粒或作为液硫产品出装置。国内绝大部分硫磺回收装置的液硫泵均使用符合ANSI/API STD 610-2010《石油、石化及天然气工业用离心泵》的长轴液下泵[4],设置蒸汽夹套伴热。此外,还有部分装置由于长轴液下泵使用填料密封导致泵易泄漏、维修复杂等原因,选用双螺杆泵代替长轴液下泵。但因为液硫中存在极小的硬质颗粒杂质,对螺杆的磨损较为严重,双螺杆泵极易损坏[5]。
为保证硫磺回收装置的稳定运行,液硫泵通常按一开一备设置,装置设计需要考虑液硫泵的检维修操作。泵上方不应布置管道和结构梁,以预留吊车操作空间。每台液硫泵应单独设置伴热回路,检维修时不影响其他管道或设备运行。长轴液下泵底板超出泵管口,液下泵起吊前需要拆除泵出口至阀门的管道,该部分管道可随泵共用伴热回路。泵出口阀在对泵进行检修维护时关断,随下游夹套管道共用伴热回路。
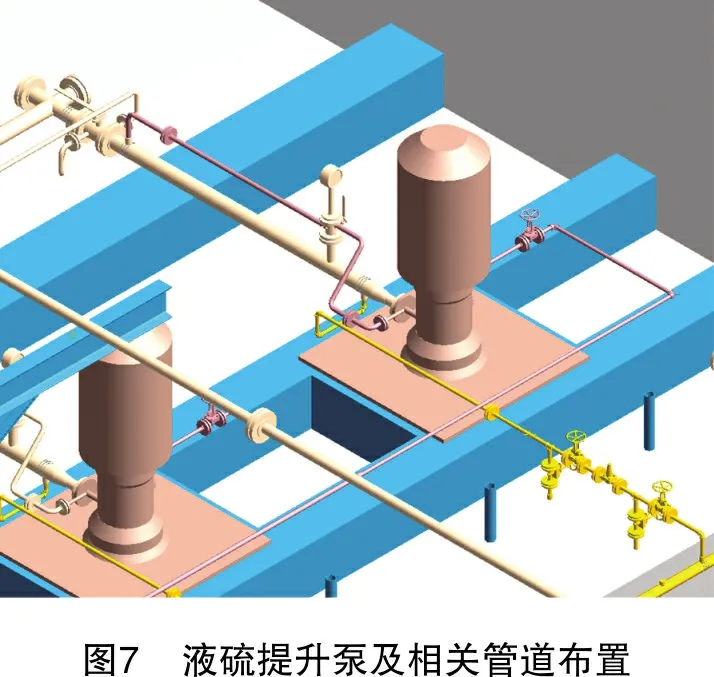
以单台液硫提升泵为例,泵的安装位置及相关管道布置如图7所示。泵起吊前需要拆除泵出口至其出口夹套球阀间管道,包括管道上的就地压力表和一次阀门,以及泵的伴热管道和疏水管道。图7中自蒸汽主管引伴热蒸汽对液硫提升泵伴热后,蒸汽自泵伴热蒸汽出口进入就地压力表的一次阀伴热,之后接入泵出口阀上游夹套管顶部,对泵出口至阀门的管道伴热,凝结水自管道泵出口端底部疏水至凝结水总管。液硫泵检修时,可将该伴热回路关断或随泵拆除,不影响其他管道伴热。
以上为液硫泵伴热回路设计的示例。对于液硫泵的伴热,应根据设备型式、管道布置、设备布置等情况具体分析,必须保证在液硫泵检维修时,停用伴热不影响其他管道或设备的正常运行。
3 结语
由于硫磺回收装置的产品液硫具有特殊的物理性质,输送管道应采用蒸汽全夹套伴热设计,夹套管道的套管和内管组合尺寸应按国家和行业标准的规定进行选取。夹套管道的套管和内管材质一般选用碳钢材质,在存在湿H2S应力腐蚀的情况下,应采用不锈钢材质。夹套管道的设计除应遵循有关规范要求外,还应制订更加详细深入的设计规定,以实现夹套管道良好的伴热效果。作为装置核心设备的液硫泵,在运行过程中常有检维修需求,其相关液硫管道和伴热回路的设计必须保证在液硫泵检维修期间,切除伴热不影响其他管道或设备的正常运行。
猜你喜欢
化肥设计(2022年2期)2022-04-28 09:23:52
石油与天然气化工(2020年1期)2020-04-16 03:36:06
石油与天然气化工(2018年6期)2018-12-27 01:24:10
天然气工业(2018年10期)2018-11-20 11:11:06
纯碱工业(2018年5期)2018-10-19 06:07:38
石油化工建设(2017年2期)2017-06-05 08:52:52
工业设计(2016年10期)2016-04-16 02:44:12
现代企业(2015年8期)2015-02-28 18:55:45
现代企业(2015年6期)2015-02-28 18:51:34
中国设备工程(2014年1期)2014-02-28 13:43:31
