钛合金表面化学镀镍工艺的优化
2021-11-03 05:31裴士锋钟良黎思琦党兴何云飞
电镀与涂饰 2021年19期
裴士锋,钟良,黎思琦,党兴,何云飞
(西南科技大学制造科学与工程学院,四川 绵阳 621000)
钛合金是一种性能优异、应用广泛且具有巨大应用前景的金属材料,具有密度小、强度大、无磁性、高低温耐受性好等性能特点,主要用于航空航天、船舶、生物医学等领域。但钛合金的应用因导电性和耐磨性较差而受到限制[1-4]。化学镀镍层具有优异的耐磨性、耐蚀性和较高的硬度,在钛合金表面镀上一层镍将会极大地提升钛合金零件的耐磨损性能。但钛合金在空气中极易形成致密的氧化膜,该氧化膜的自修复性极强且不易去除,所以钛合金表面化学镀镍一直是技术难题[5-6]。去除并预防氧化膜的再生成是钛合金表面化学镀镍的关键,当酸蚀除掉氧化膜后,在钛合金表面浸一薄薄的锌层能有效地防止基体被氧化,又能起到活化的作用,所以浸锌法化学镀镍被视作一种钛合金表面处理的有效工艺。在此基础上,二次浸锌法将首次浸得的较为疏松的锌层退除,通过再次浸锌得到更加致密均匀的锌层,然后进行化学镀镍,将得到结合力和平整性更加优异的镀镍层[7-9]。基于此,本文在二次浸锌法镀镍基础之上,采用不同的前处理工艺并通过正交试验优化钛合金化学镀镍的各项工艺参数,得到了最佳的工艺条件。
1 实验
1.1 材料
实验用基材:20 mm × 20 mm × 1 mm的TC4钛合金片,由东莞市铂爵金属材料有限公司提供。
所用试剂:盐酸、硝酸、氢氟酸、氢氧化钠、碳酸钠、磷酸钠、硅酸钠、硫酸锌、氧化锌、硫酸镍、次磷酸钠、乙酸钠、柠檬酸钠、酒石酸钾钠、硝酸钠等,均为市售分析纯;去离子水,由绵阳信捷试剂有限公司提供。
1.2 工艺流程
钛合金表面化学镀镍的工艺流程为:砂纸打磨→去离子水洗→除油→去离子水洗→酸蚀→去离子水洗→浸锌→去离子水洗→褪锌→去离子水洗→二次浸锌→去离子水洗→化学镀镍。
1.2.1 除油
NaOH 70 g/L,Na2CO330 g/L,Na3PO430 g/L,Na2SiO37 g/L,温度80 °C,时间10 min。
1.2.2 酸蚀
【配方1】盐酸100 mL/L,硝酸200 mL/L,氢氟酸100 mL/L,室温,时间120 s。
【配方2】硝酸200 mL/L,氢氟酸200 mL/L,室温,时间120 s。
1.2.3 浸锌
【配方1】氢氟酸70 mL/L,ZnSO412 g/L,室温,时间待定。
【配方2】NaOH 120 g/L,ZnO 20 g/L,酒石酸钾钠 50 g/L,添加剂A 2 g/L,添加剂B 1 g/L,室温,时间待定。
1.2.4 褪锌
硝酸500 mL/L,室温,时间15 s。
1.2.5 化学镀镍
NiSO4·6H2O 25 g/L,NaH2PO2·H2O 30 g/L,乙酸钠20 g/L,络合剂A 30 g/L,稳定剂痕量,温度待定,时间60 min。
1.3 正交试验
按表1所示的L9(34)正交试验方案对第一次浸锌时间、第二次浸锌时间、镀液pH、镀液温度等4个因素进行优化,以镀层表面在扫描电镜观察下的均匀性及在金相显微镜观察下的光洁性作为评价指标,按观察结果从低到高依次评为1~10分,两个指标的评分相加为综合得分。

表1 正交试验因素与水平 Table 1 Factors and levels of orthogonal experiment
1.4 性能测试与表征
1.4.1 表面形貌及成分分析
采用青岛远大光机科技有限公司的AMM-6型正置金相显微镜、日本OLYMPUS公司的BX51显微镜与德国Carl Zeiss NTS公司的Ultra55型高分辨冷场发射扫描电子显微镜观察钛合金施镀过程中不同阶段的表面形貌,并使用扫描电子显微镜附带的能谱仪分析镀层成分。
1.4.2 结合力
采用热震法检测镀层结合力,将最优工艺条件下所制的化学镀镍试样放入200 °C的烘箱中加热30 min,然后放入室温水中急冷,循环5次后,若镀层无开裂、剥落现象,则结合力合格。
1.4.3 摩擦因数
采用美国Rtec公司的MFT3000摩擦磨损试验机对钛合金基底和最优工艺条件下所制得的镀镍层进行摩擦磨损试验,对摩副选用半径为2 mm的氧化铝小球,摩擦载荷10 N,直线位移3 mm,摩擦时间45 min,滑动速率2 mm/s。
1.4.4 显微硬度
采用上海蔡康光学仪器有限公司的HX-1000 TM自动转塔显微硬度计测量钛合金和最优工艺条件下所制镀镍层的显微硬度,载荷4.9 N,加载时间10 s。采用深圳景仪仪器仪表有限公司的EC500XE涂层测厚仪测量镀镍层的厚度。显微硬度与厚度的测试均在试样上取5个均匀分布的点,取其平均值。
2 结果与讨论
2.1 钛合金表面化学镀镍前处理方式的研究
2.1.1 酸蚀对钛合金化学镀镍的影响
钛合金试样在2种不同酸蚀液中有不同程度的腐蚀,酸蚀配方1以盐酸代替了酸蚀配方2中一半的氢氟酸。将钛合金放入酸蚀配方2中时产生大量气泡,反应速率过快,钛合金表面颜色略微变暗且有少量斑点。而酸蚀配方1中气泡产生均匀,反应速率适中,钛合金表面无明显变化。氢氟酸对钛合金的腐蚀能力极强,是钛合金酸蚀液中最主要的成分,酸蚀配方2中的氢氟酸含量较高是导致钛合金表面反应速率过快的主要原因。经2种酸蚀液处理后,钛合金表面的亲水性均得到有效提升,但是酸蚀配方1对基体的渗氢量更小[10],更易得到力学性能优异的化学镀镍层,因此选用酸蚀配方1。
2.1.2 浸锌对钛合金化学镀镍的影响
一次浸锌获得的浸锌层均匀性不足且与基底结合力相对较差,采用二次浸锌工艺则能有效提升钛合金化学镀镍的效果。浸锌配方1采用含氢氟酸的酸性体系,浸锌配方2采用碱性体系。在保持其余各项工艺相同的条件下,用浸锌配方2浸锌获得的镀层并不均匀,且结合力较弱,有脱落现象,而用浸锌配方1浸锌后获得的镀层表面光洁、平整,结合力良好。因此,选用浸锌配方1。
2.2 钛合金化学镀镍工艺的正交优化
从表2的结果分析可知,4种因素对钛合金化学镀镍影响程度的顺序为:D > C > A > B。

表2 正交试验结果 Table 2 Result of orthogonal test
温度对化学镀镍的影响体现在:加热到一定温度能为反应提供能量,使更多的普通分子变为活化分子,活化分子更密集使得有效碰撞概率增大,加快反应速率。在对镀液逐渐升温的过程中发现,只有当镀液温度达到80 °C及以上才会有较为明显的反应发生,然而当温度在90 °C时,反应过快,基体表面略微发暗,并且开始析出沉淀。85 °C时,镀液稳定,反应速率适中。
pH过低会导致还原剂的还原能力下降,从而影响反应速率及其效果。pH调节至4时,反应不明显;pH为5时,反应速率较快,镀层略微发暗;pH在4.5时,反应速率适中,所得镀层光洁、均匀。
2次浸锌的时间对钛合金化学镀镍的影响在于:首次浸锌时间过短易导致浸锌层未覆盖完全,易使未被锌层覆盖的钛合金表面再次形成氧化膜,最终所得镀层不均匀;首次浸锌时间过长易形成较厚的浸锌层,使褪锌过程中部分疏松的浸锌层没有被彻底除去,导致镀层结合力的下降;二次浸锌的时间过短使表面没有形成完整致密的浸锌层,同样容易造成钛合金表面再次形成氧化膜,影响施镀。实验结果表明首次浸锌时间为90 s,二次浸锌时间控制在120 s最佳。
由化学镀镍综合效果得分的均值可以得出钛合金化学镀镍的最佳工艺路线为A2B2C2D2,该工艺组合未在表2中出现,因此通过实验验证,对所得镀层用同样的评价方法进行评分,其微观组织排布均匀且表面光滑光亮,均匀性与光洁性均被评为10分,综合得分为20分。另外,将该试样放入200 °C的烘箱中加热30 min,然后放入室温水中急冷,反复循环5次后,镀层表面依然保持完整,无开裂、剥落等现象。以上结果说明钛合金基底经过A2B2C2D2工艺后得到表面均匀、光滑光亮、结合力良好的镀镍层。除此之外,镀液稳定且无任何沉淀产生,因此确定最优工艺为:第一次浸锌时间90 s,第二次浸锌时间120 s,镀液温度为85 °C,pH 4.5。
2.3 表面形貌和成分分析
2.3.1 不同前处理工艺后基体的金相显微形貌
钛合金基体酸蚀后,通过金相显微镜观察其表面,如图1a所示,不仅表层的氧化膜已被去除了,钛合金表面还得到了适度的腐蚀,形成了许多小凹坑,为镍的沉积提供了场所,有效提高了钛合金基底的亲水性。如图1b所示,通过二次浸锌,在钛合金表面获得了一层均匀致密的浸锌层,有效地阻止了氧化膜的生成,提升了化学镀镍的效果。

图1 钛合金基底表面酸蚀(a)、二次浸锌(b)后的金相显微镜照片 Figure 1 Metallographs of titanium alloy substrate after acid etching and secondary zinc dipping
从图2a可以看出,钛合金施镀5 min后其表面有胞状结构产生并开始交合,但仍未形成完整的镀层形貌。由图2b可以看出,施镀30 min后,大量胞状结构已经完成了对基底表面的覆盖,形成了完整的镀层形貌,而且其胞状结构均匀致密,证明钛合金表面成功镀上了一层均匀的镍,二次浸锌可以避免了氧化膜生成,且表面的锌层对化学镀镍产生了积极的影响。

图2 钛合金施镀5 min(a)和30 min(b)后的金相显微镜照片 Figure 2 Metallographs of titanium alloy after being plated for 5 min (a) and 30 min (b), respectively
2.3.2 基体施镀后的EDS分析
由图3a可以看出,最佳工艺所制化学镀镍层表面的晶胞大小均匀、结构致密,且完整地覆盖在基底 表面。由图3b可知,施镀后基体表面主要含有Ni和P两种元素,其中Ni的质量分数为88.02%,基底表面没有O元素,说明通过二次浸锌法有效地避免了施镀过程氧化膜的再生成。

图3 基体施镀后化学镀镍层的SEM照片(a)和EDS谱图(b) Figure 3 SEM image (a) and EDS spectrum (b) of nickel coating plated electrolessly on substrate
2.4 性能检测
2.4.1 结合力
将最优工艺条件下制得的化学镀镍试样放入200 °C的烘箱中加热30 min后投入室温水中急冷,循环5次,其表面最终如图4b所示,镀层无开裂、剥落现象,说明镀层结合力良好。
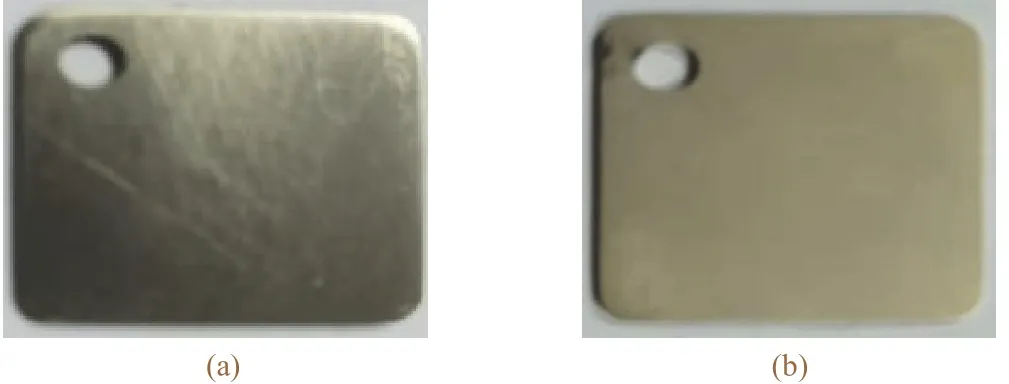
图4 钛合金施镀前(a)及施镀后完成5次热震试验时的表面照片 Figure 4 Photos showing the surface of titanium alloy before plating and after plating and subsequent five-cycle thermal shock test
2.4.2 摩擦因数
从图5可以看出,在摩擦磨损试验中,钛合金基底表面的摩擦因数在0.4左右,而最优工艺条件下所制化学镀镍层的摩擦因数处于0.25~0.30之间,说明化学镀镍层具有优异的减摩性。

图5 钛合金基底及化学镀镍层的表面摩擦因数变化曲线 Figure 5 Curves showing the variation of surface friction factors of titanium alloy substrate and electroless nickel coating
2.4.3 显微硬度与厚度
经测量,钛合金基底的显微硬度为316.3 HV,最优工艺条件下所制镀镍层的显微硬度为593.7 HV,镀层厚度为10.02 μm。可见钛合金经最优工艺化学镀镍后,显微硬度获得大幅提升。根据镀层厚度与施镀时间(1 h)算得最优工艺条件下的镀速约为10 μm/h。
3 结论
采用含100 mL/L盐酸、200 mL/L硝酸和100 mL/L氢氟酸的酸蚀液以及由70 mL/L氢氟酸与12 g/L ZnSO4组成的浸锌液,在首次浸锌时间90 s、二次浸锌时间120 s,化学镀镍液温度85 °C、pH 4.5的优化条件下,在TC4钛合金表面制得组织致密、表面均匀光的镀镍层,其摩擦因数在0.25~0.30之间,显微硬度为593.7 HV,经5次热震试验后仍保持完整,无开裂、剥落现象,表明其具有优异的减摩性、较高的显微硬度及与钛基体良好的结合力。
猜你喜欢
大电机技术(2022年4期)2022-08-30
云南化工(2021年9期)2021-12-21
农业装备与车辆工程(2021年9期)2021-10-04
发明与创新·中学生(2019年6期)2019-06-26
浙江化工(2018年1期)2018-02-03
中外医学研究(2017年29期)2017-12-16
中国实用医药(2015年3期)2015-05-09
上海塑料(2015年3期)2015-02-28
现代检验医学杂志(2014年1期)2014-02-06
华西口腔医学杂志(2013年6期)2013-12-18