水刺非织造布纤维缠结效果的影响因素及评价方法
2021-10-31 04:51:02赵博
合成纤维工业 2021年5期
赵 博
(中原工学院,河南 郑州 450007)
水刺非织造布水力缠结加固技术是一种新型加固纤维网的方法,利用水刺喷嘴所产生极细的高速射流水针,对纤维网进行连续高速喷射和冲击,使纤维网中的纤维发生位移、穿插、交错和相互缠结等,从而使松散的纤维网成为有一定力学性能的非织造材料[1-2]。影响水刺非织造布力学性能的因素有纤维的种类、规格、纤维缠结效果等,其中纤维缠结效果是主要的影响因素。当高压水流经水刺头垂直射向纤维网,纤维在水针的正面直接冲击和从反面托网帘水柱的反弹穿插的双重作用下,形成不同方向的无规则缠结,从而达到加固作用[3-4]。作者分析了水刺非织造布水力冲击加固的原理,考察了水刺工艺参数对纤维缠结效果的影响,并对比了水刺非织造布纤维缠结效果3种评价方法的优劣,以期为水刺非织造布的生产提供指导。
1 实验
1.1 主要原料
涤纶短纤:1.67 dtex ×38 mm,南通双弘纺织有限公司产;混纺比为70/30的涤纶/黏胶短纤:涤纶、黏胶短纤均为1.67 dtex ×38 mm,南通双弘纺织有限公司产;混纺比为80/20的涤纶/黏胶短纤:涤纶1.67 dtex×38 mm,黏胶短纤1.45 dtex×38 mm,南通双弘纺织有限公司产。
1.2 主要仪器及设备
VHX-600型数字式三维电子显微镜:基恩士(中国)有限公司制;YG028-500 型电子织物强力机:宁波大禾仪器有限公司制;Y500-2 型水刺机:德国Fleissner公司制。
1.3 水刺非织造布试样的制备
以涤纶短纤、混纺比为70/30、80/20的涤纶/黏胶短纤为原料,分别用梳理机梳理成网,获得面密度分别为52,98,90 g/m2的纤网,然后在不同的水刺作用距离、高压水腔压力、水针直径下,经由 Fleissner Aquajet Y500-2 型水刺机水刺加固,形成不同花纹形式的水刺非织造布。不同工艺条件下制备的水刺非织造布试样见表 1。

表1 不同工艺条件下制备的水刺非织造布试样Tab.1 Spunlaced nonwoven samples prepared under different process conditions
1.4 分析与测试
纤维形态结构:采用数字式三维电子显微镜,在放大400倍下观察试样的纤维分布及纤维细度。
非织造布的断裂强力:参照FZ/T 60005—1991《非织造布断裂强力及断裂伸长的测定》,采用 YG028-500 型电子织物强力机测试水刺非织造布试样的纵向断裂强力(MD) 和横向断裂强力(CD),并由式(1)、式(2)、式(3)分别计算缠结系数(CJ)、细化缠结系数(XH)、纤维强力利用系数(QLV)。
CJ=(MD+CD)/G
(1)
XH=[(MD+CD)/G]/k
(2)
(3)

2 结果与讨论
2.1 水刺非织造布水力冲击过程的机理
水循环系统提供的能量是作为水刺喷射工艺的基本条件之一,喷嘴高压喷射出的较高水能量可以冲击纤维网,使纤维网中的纤维相互缠结,形成具有一定机械性能的水刺非织造布,其原理与针刺法相似,高压水流形成的“水针”的作用似针刺中的刺针,其机理见图1。
高压水流经水刺头垂直射向纤维网,纤维在水力正面直接冲击作用下从表面带入网底,造成纤维之间的缠结,同时水针穿过纤维网射到托网帘后形成的反向作用力又会使纤维从网底反弹至表面,从而形成纤维不同方向的无规则的缠结,达到加固作用[5]。
根据能量守恒定律,流体沿着喷嘴喷射轴向方向的各个流体动量之间的关系见式(1):
(4)
式中:P是高压水腔压力,u是喷射水流的速度,g是重力加速度,h是高度,C为常数。
从式(4)可以看出,提高水循环系统的P,或者降低喷嘴与纤维网之间h,即可以提高u。但是P过高,会导致纤维获得的能量大于其断裂功,使纤维断裂,最终使纤维网强力下降,而P过低,则会导致纤维网结构松散,强力降低,无法达到使用要求。
在水刺喷嘴喷射过程中,水箱的进水量(Q1)等于水刺喷嘴的出水量(Q2),所以由式(5)、式(6)可推导出水箱中水的流速(v1)与水刺喷嘴喷射出的水的流速(v2)之间的关系,见式(7)。
Q1=m1v1=π(D1/2)2v1
(5)
(6)

(7)
式中:m1是水箱面积;m2是喷嘴的喷口面积;D1是水箱直径;d1是水针直径;ni是水针孔数。
从式(7)可以看出,减小d1可以提高水刺喷射流体的能量,增大纤维网所受到的冲击力,从而改善水刺非织造纤维网缠结效果。
2.2 水刺非织造布工艺参数对纤维缠结效果的影响
2.2.1 水针作用距离对纤维缠结效果的影响
从图2可看出,1#试样中纤维缠结更加紧密,这说明在喷嘴高压喷射水针的冲击作用下,适当偏小的水针作用距离有利于对纤维的纵深穿插、缠结和上下交错,可提高纤维网中纤维缠结的紧密度。

图2 不同水针作用距离下试样的纤维缠结形态Fig.2 Fiber entanglement morphology of samples under different water needle action distances
2.2.2 高压水腔压力对纤维缠结效果的影响
从图3可以看出,4#试样中纤维缠结更加紧密,这说明适当增大高压水腔的压力,纤维之间缠结的几率更大,有利于进行相互纵深穿插、滑移和缠绕,形成形态稳定、结构紧密的水刺非织造布。
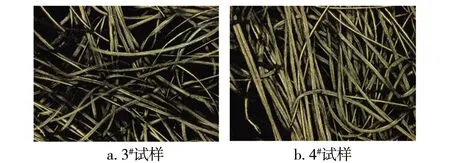
图3 不同高压水腔压力下试样的纤维缠结形态Fig.3 Fiber entanglement morphology of samples under different high pressure water chamber pressures
2.2.3 水针直径大小对纤维缠结效果的影响
从表2可以看出,1#试样的XH、QLV分别为0.94 N/(g·m2)、18.80%,4#试样的XH、QLV分别为0.83 N/(g·m2)、15.73%,均小于1#试样。这说明采用偏小水针直径,能使水针的能量加大,提高水刺喷嘴高速喷射过程中水针对纤维网的冲击力,使纤维网中的纤维缠结加固紧密。XH和QLV越高,水刺非织造纤维网缠结效果越好。
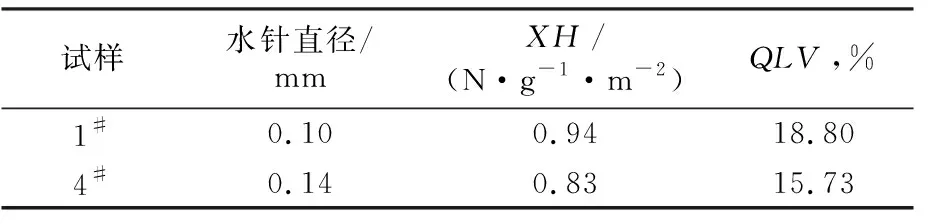
表2 水针直径对纤维缠结形态结构的影响Tab.2 Effect of water needle diameter on fiber entanglement morphology
2.2.4 水刺布花纹加工形式对纤维缠结效果的影响
由表3可以看出,采用平纹水刺布时,试样的XH和QLV较大,这是因为平纹水刺布的纤维网中的纤维缠结点多,纤维相互运动和穿刺几率多,使纤维之间彼此加固紧密度加大,可提高水刺非织造纤维网缠结的效果。

表3 水刺布花纹加工形式对纤维缠结形态结构的影响Tab.3 Effect of processing methods of spunlaced pattern on fiber entanglement morphology
2.3 水刺非织造布纤维缠结程度的评价
根据水刺法非织造布纤维网中的纤维缠结加固的原理, 评价纤维之间相互缠结效果优劣程度包括3种方法: 缠结系数法、细化缠结系数法和纤维强力利用系数法[6]。采用3种方法对不同原料水刺非织造布纤维缠结程度进行评价,其结果见表4。

表4 水刺非织造布纤维缠结程度不同评价指标对比Tab.4 Comparison of different evaluation indexes of fiber entanglement degree of spunlaced nonwovens
从表4可以看出:采用缠结系数法评价纤维缠结程度时,7#试样的MD和CD明显高于1#试样,而其CJ却低于1#试样,说明缠结系数法无法比较不同品种纤维缠结程度优劣,否则会出现不正确的评价;细化缠结系数法能对不同原料加工的水刺非织造布的纤维缠结程度进行评价,但缠结程度区分度不明显;采用纤维强力利用系数法评价纤维缠结程度时,8#试样的MD和CD明显高于7#试样、1#试样,QLV也明显高于7#试样、1#试样,这说明纤维强力利用系数法可以比较不同品种和规格纤维缠结程度优劣,且相比较其他两种方法具有客观科学、准确和适用范围广的优点。
3 结论
a.水刺加固时,提高高压水腔压力,降低水刺作用距离,减小水针直径等可以提高水刺喷射流体的能量,增大纤维网所受到的冲击力,从而改善水刺非织造布纤维网缠结效果。
b.在水刺作用距离25 mm,高压水腔压力12 MPa,水针直径0.10 mm的工艺条件下制备的涤纶平纹水刺非织布的纤维网缠结效果更好,其XH、QLV分别为0.94 N/(g·m2)、18.80%。
c.对水刺非织造布的纤维缠结效果优劣程度进行评价时,纤维强力利用系数法优于缠结系数法和细化缠结系数法,该方法具有客观科学、准确、适用范围广的特点。
猜你喜欢
中国造纸(2023年2期)2023-03-31 04:30:06
重庆建筑(2022年7期)2022-07-27 06:21:16
中国民间疗法(2021年19期)2021-11-20 06:22:58
纺织科学研究(2021年9期)2021-10-14 08:52:12
天津工业大学学报(2021年3期)2021-07-13 09:50:44
产业用纺织品(2018年9期)2018-11-20 08:03:04
产业用纺织品(2018年5期)2018-08-02 05:33:38
产业用纺织品(2015年4期)2016-01-09 05:24:49
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01 02:53:50
中医研究(2013年5期)2013-03-11 20:26:57