
钛型药芯焊丝E501T-1抗裂性能分析及改进
2021-10-29 08:14任军陈晨邹杨
金属加工(热加工) 2021年10期
任军,陈晨,邹杨
1.江苏大西洋焊接材料有限责任公司 江苏启东 220260
2.四川大西洋焊接材料股份有限公司 四川自贡 643010
3.天津大西洋焊接材料有限责任公司 天津 304500
1 序言
由于药芯焊丝具有焊接电弧稳定,焊接飞溅小,全位置焊接工艺性能好,熔敷速度快,以及焊道成形美观等特点,因此是目前性价比最好的高效、低成本、自动化焊接材料[1]。药芯焊丝可用于自动焊和半自动焊,多用在造船工业,然而目前通用的钛型药芯焊丝(E501T-1)虽然具有焊接工艺性能的优势,但由于国产药芯焊丝在船厂、大型钢结构使用过程中质量不够稳定,所以还不能完全满足船舶、大型钢结构工艺技术的焊接要求,主要表现为在刚性拘束较大的情况下容易出现裂纹,采用陶瓷衬垫打底焊时也容易出现裂纹。本文针对E501T-1药芯焊丝出现的裂纹现象进行分析,并通过对E501T-1药芯焊丝产品进行改进与优化,提高E501T-1药芯焊丝的抗裂性能,为船舶、大型钢结构建设提供抗裂性能稳定的焊接材料。
2 裂纹原因分析
改进前的药芯焊丝虽然具有良好的焊接工艺性能和力学性能,但在使用过程中,当遇到结构刚性拘束较大的情况下和采用陶瓷衬垫打底时,有时会出现裂纹,图1显示为部分管板T形接头出现少量裂纹照片,图2显示为采用陶瓷衬垫打底部分焊缝出现少量裂纹照片。

图1 管板T形接头裂纹

图2 陶瓷衬垫打底部分焊缝裂纹
通过对出现的裂纹进行金相分析,采用Carl Zeiss光学显微镜对熔敷金属的组织进行观察,浸蚀剂为4%硝酸酒精溶液。由图3、图4低倍金相可以看出,裂纹附近的焊缝组织为块状先共析铁素体沿晶分布,晶内为针状铁素体,与正常的焊缝组织基本一致。从图3可以看出,焊缝受到的焊缝拘束力较大,发生裂纹后,出现了明显的变形。由于结构拘束应力较大、组织粗大,容易造成焊缝出现裂纹(见图5、图6)。对采用陶瓷衬垫打底的焊缝裂纹金相分析,可以看出组织均为片状与块状先共析铁素体沿晶分布,侧板条铁素体向晶内生长,晶内为针状铁素体与分布在针状铁素体基体上的少量M-A组元,裂纹试样球形氧化物夹杂均较多。这是由于采用陶瓷衬垫打底,熔化的陶瓷改变了药芯焊丝的熔渣成分,导致焊缝金属夹杂物含量变多、导致药芯焊丝抗裂性能降低、容易出现裂纹。

图3 管板T形焊缝裂纹金相

图4 管板无裂纹焊缝金相

图5 陶瓷衬垫打底部分焊缝裂纹金相

图6 陶瓷衬垫打底的焊缝裂纹高倍金相
3 E501T-1药芯焊丝的改进
针对E501T-1药芯焊丝比较容易出现裂纹的情况,对药芯焊丝配方进行改进,在保证药芯焊丝工艺性能的基础上,提高药芯焊丝的抗裂性能,降低药芯焊丝夹杂物含量。改进的思路主要集中在以下几个方面:①细化焊缝金属组织,提高焊丝的抗裂性能。②降低焊缝金属的扩散氢,保证焊丝的抗裂性能。③提高药芯焊丝去除夹杂物的能力,降低夹杂物含量。④优化焊丝合金体系,提高焊丝的抗裂性能。
通过对药芯焊丝TiO2-MnO-SiO2-MgO-Al2O3渣系进行调整、优化,获得纯净度高的焊缝金属,通过原辅材料优选将杂质元素控制在极低的水平,保证焊缝金属获得均匀、细小的焊缝组织,合理控制金红石、硅砂、氧化钾、氧化钠作为焊丝的主要造渣剂的含量,保证焊丝的工艺性能。为了获得细化的焊缝金属组织,优化镁粉、铝镁合金、钛铁、铝铁及金属锆等脱氧剂的含量,保证焊丝获得细化的焊缝金属组织[2]。为了降低焊缝金属的扩散氢含量,采用氟化钠、氟铝酸钾的混合氟化物降低焊缝金属的扩散氢含量,适当提高焊接时的渣距,以有利于扩散氢逸出。采用氟化稀土和氧化稀土混合材料,降低、优化焊缝金属夹杂物的结构和形态,净化焊缝金属。根据冷热裂纹敏感指数对焊丝合金成分进行优化,形成Mn-Si-Ti-Zr合金系统,以提高焊丝的抗裂性能。通过对生产工艺进行调整,对焊丝进行在线加热处理,提高焊丝扩散氢的稳定性。
通过对改进前后的焊丝进行抗裂性能对比试验,采用E501T-1药芯焊丝,规格为φ1.2mm。母材为Q355钢,试板尺寸为300mm×150mm×20mm,坡口角度为30°,组对间隙6mm,背面贴陶瓷衬垫。采用焊接参数为:焊接电流260A、电弧电压29V、焊接速度0.4cm/s,拘束底板尺寸为550mm×550mm×55mm。试验时先将试板定位焊在刚性底板上,然后焊接拘束焊缝,应先焊两端的拘束焊缝,然后再焊两侧的拘束焊缝。除最后盖面焊缝外,中间层焊缝采用锤击,以减少焊接应力的附加影响,拘束焊缝焊脚尺寸为10mm。
试板焊接完成后,采用机械方法取样、分析,宏观照片如图7、图8所示。

图7 改进前抗裂性试验

图8 改进后抗裂性试验
通过对改进前后的焊缝金属组织进行金相分析,焊缝近中心与焊缝侧方柱状晶区组织均为片状与块状先共析铁素体沿晶分布,侧板条铁素体向晶内生长,晶内为针状铁素体与分布在针状铁素体基体上的少量M-A组元。通过对比图9~图12可以看出,改进后的药芯焊丝片状与块状先共析铁素体比改进前的要细小。通过药芯焊丝配方的改进,提高了药芯焊丝的抗裂性能

图9 改进前的E501T-1金相组织(片状)
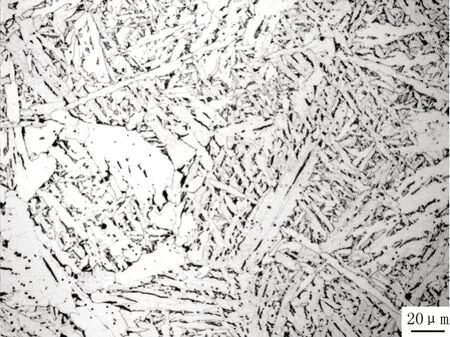
图10 改进后的E501T-1金相组织(片状)

图11 改进前的E501T-1金相组织(块状)

图12 改进后的E501T-1金相组织(块状)
改进后的药芯焊丝,经过国内某大型船厂的长期使用,尤其是在该船厂合拢部分大量使用,焊丝的抗裂性能明显提高,出现裂纹的概率明显降低。
4 结束语
1)钛型药芯焊丝易在较大应力的情况下,因金相组织粗大而出现裂纹。采用陶瓷衬垫打底时,会导致焊缝金属夹杂物含量增多,使药芯焊丝抗裂性能降低,易出现裂纹。
2)通过对E501T-1药芯焊丝配方进行改进,在保证药芯焊丝工艺性能的基础上,能够提高药芯焊丝的抗裂性能。
猜你喜欢
设备管理与维修(2022年22期)2023-01-14
国际骨科学杂志(2022年5期)2022-03-15
选煤技术(2021年6期)2021-04-19
活力(2019年17期)2019-11-26
食品工业科技(2019年4期)2019-03-28
焊接(2016年10期)2016-02-27
焊接(2015年10期)2015-07-18
焊接(2015年3期)2015-07-18
焊接(2015年2期)2015-07-18
应用化工(2014年1期)2014-08-16
