
核电CV无轨导机器人焊接接头组织及性能研究
2021-10-29 08:14肖志威肖玉豪曾凡勇朱称生方一王义
金属加工(热加工) 2021年10期
肖志威,肖玉豪,曾凡勇,朱称生,方一,王义
中国核工业第二二建设有限公司 湖北武汉 430051
1 序言
核电钢制安全壳内放置有反应堆、稳压器等核岛设备装置,主要功能是为了预防放射性物质的泄漏,保证核岛在受到外来撞击的情况下不发生损坏[1]。三代AP-1000 CV筒体钢制安全壳及安全壳钢衬里采用SA738 Gr.B钢板,该材质有着良好的力学性能,同时具有较好的焊接性能。
三代核电AP1000 CV筒体钢制安全壳及安全壳钢衬里是核电站非能动安全壳冷却系统中最关键的组成部分,其在焊接作业中主要的焊缝形式是大曲率焊缝或类直线焊缝。过去生产中一直采用手工焊或是通过铺设有轨道焊接机器人进行焊接。但轨道式移动焊接机器人也存在诸多限制,如需要在焊接之前根据焊缝位置将导轨安装固定,而此时进行轨道的安装与拆卸非常麻烦。当焊接安全壳时,壳体内部有多条长焊缝需要焊接,此时需要对导轨进行多次安装与拆卸,这样将会造成大量人力、物力的消耗,从而影响到正常的工期。
为了克服这些缺点,张华等[2]采用了轮履式全位置爬行式弧焊机器人,该机器人由爬行机构、焊接系统、视觉跟踪系统以及控制系统组成,无需铺设轨道,也无需导向。爬行机构具有负载能力强、行动方便等特点,满足机器人在大型工件上的全位置爬行焊接要求,且能满足焊缝的精确跟踪,实现大型工件焊接过程的自动化。因此,我公司拟开展无轨导机器人进行该类焊缝的焊接,在能够确保焊接质量的情况下减少了轨道铺设的时间,同时降低了使用高水平焊工的成本。本文针对核电钢制安全壳典型接头和焊接位置,采用无轨导机器人自动熔化极气体保护焊,并对接头的力学性能和微观组织进行了分析,为实际产品的焊接提供指导和借鉴。
2 试验材料、设备及方法
2.1 试验材料
试验采用的母材为SA738 Gr.B钢,尺寸为700mm×200mm×42mm,开45°X形坡口。焊接材料采用ER90S-G,φ1.2mm。表1和表2分别为母材和焊接材料的化学成分和力学性能。
SA738 Gr.B属于低合金高强度钢,属于核电钢制安全壳专用钢板,焊接时有一定淬硬、冷裂倾向,因此在焊接前须进行预热,以防止冷裂纹出现[3]。根据NB/T 20450.4—2017中关于MC级部件的相关要求,预热温度为95℃,层间温度不低于预热温度,且≤200℃(>200℃不仅会对组织性能产生影响,同样也会造成爬行机器人履带中钕铁硼磁铁因消磁而打滑),试验采用电加热进行预热,预热温度95℃。本试验使用的SA738 Gr.B钢是国内生产的调质钢,微观组织主要为贝氏体,具有优良的强度和韧性。
焊接材料选用ER90S-G焊丝,φ1.2mm。ER90S-G在ASME规范中属于气体保护电弧焊用低合金钢焊丝,母材以及焊接材料的化学成分(实测)和标准力学性能(焊态)见表1、表2,母材的显微组织如图1所示。

表1 母材及焊接材料的主要化学成分(质量分数) (%)

表2 母材及焊接材料的力学性能 (MPa)

图1 SA738 Gr.B母材微观组织
2.2 试验设备及方法
为了模拟实际核电CV的焊接,焊接试验位置采用向上立焊,焊道的分布如图2所示。

图2 焊道分布
焊接设备选用BOT-WTA10-421型无轨导机器人,搭载熔化极自动气体保护焊枪,如图3所示。该设备可通过调整履带上磁体的距离实现不同磁力大小的调整,保证设备在工件上的正常吸附。采用的焊接参数见表3。

图3 无轨导爬行机器人

表3 焊接参数
焊后对接头的宏观形貌和微观组织进行取样分析。采用线切割方式进行金相取样,完成取样后按照粗磨、细磨、抛光、腐蚀的方式完成金相制样。完成金相检测后,对接头不同区域进行硬度测试,如图4所示。选取母材1/2厚度处,从焊缝到母材进行逐点测试,点间距为1mm。设备选用HVS-30CCT维氏硬度计,压力为98.7N,保压时间为10~15s。为了评价接头力学性能,按照标准对接头进行拉伸试验、冲击试验和弯曲试验。

图4 硬度测量点位分布
拉伸试验分别按照GB/T 228.2—2015及GB/T 2651—2008进行高温拉伸及室温拉伸两种试验。高温拉伸温度为200℃,试验最终结果中每个试样的抗拉强度应不低于母材标准规定值的下限(≥540MPa),室温拉伸每个试样的抗拉强度应不低于母材标准规定值的下限,即抗拉强度≥585MPa。冲击试验按照GB/T 2650—2008标准进行,对焊缝金属、母材以及热影响区各加工出3组55mm×10mm×10mm的冲击试样,采用JB-200B冲击试验机进行-18℃的冲击试验。弯曲试验依照GB/T 2653—2008标准执行,由于试件厚度为42mm,故用侧弯来代替面弯及背弯,共进行4次侧弯试验来检验焊缝中可能存在的缺陷。
3 试验结果及分析
3.1 焊接参数对根部熔合的影响
试验前期进行了大量的焊接试验,参数调整前主要出现的焊接缺陷为焊缝与母材金属未熔合(见图5a)。通过分析,摆动停留时间及焊接速度是影响熔合质量的重要因素。图5b为改变相应参数,即略微增加停留时间以及适当降低在焊接过程中的焊接速度后,使焊缝金属与母材得到了良好的熔合。分析认为增加了停留时间以及在降低焊接速度后,实质上增加了电弧对母材的熔化作用,同时熔敷金属能更好地流动。
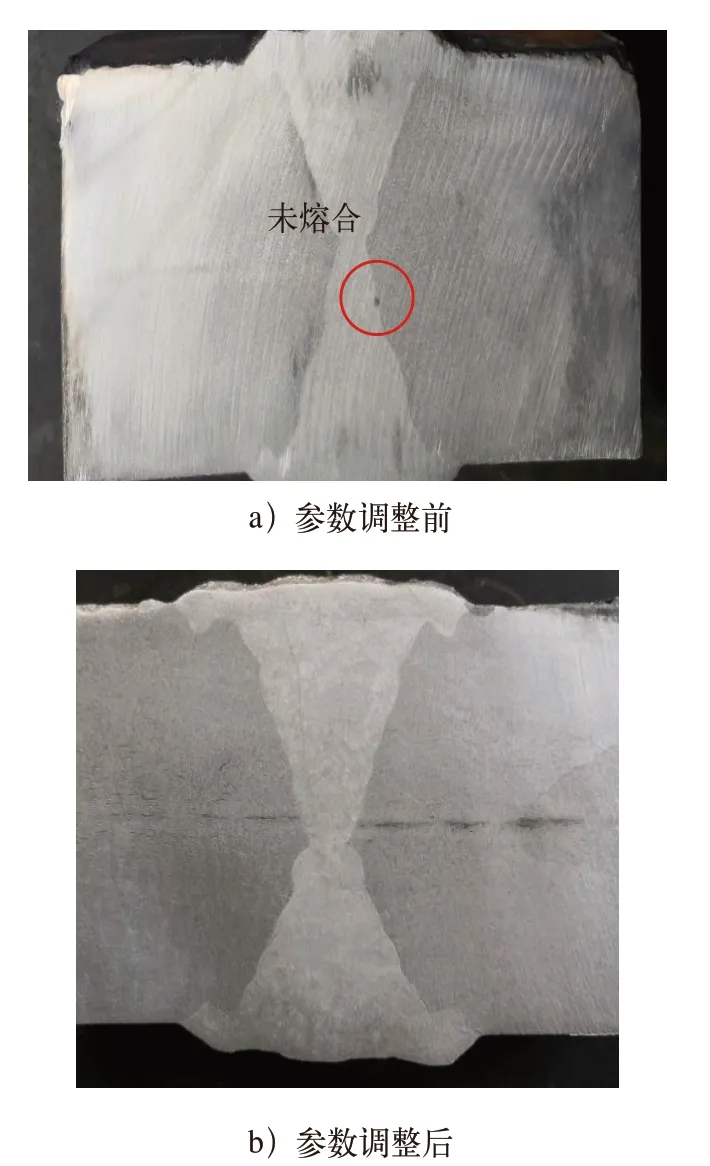
图5 焊缝根部熔合情况
通过弯曲试验来进一步观察焊接试件中可能存在缺陷分布情况,4件侧弯试件试验后状态如图6所示。在弯曲180°时,接头的受拉面没有可见缺陷,说明接头整体性能良好。

图6 试件侧弯受拉面
3.2 接头形貌及微观组织
图7所示为接头整体宏观形貌,可以看出焊缝熔敷金属与母材熔合良好,无气孔、裂纹、未熔合及夹渣等缺陷。为了进一步对各区域进行分析,分别对各区域的微观组织进行观察分析。

图7 焊缝宏观形貌
图8~图10所示分别为不同区域的微观组织。整体上焊缝区组织为针状铁素体+贝氏体,热影响区包括过热贝氏体组织及细晶粒铁素体+珠光体组织。除此之外,同区域不同位置处的组织形态略有差别。

图10 不同位置处的热影响区微观组织
焊缝区因焊接过程的快速冷却,形成的铁素体晶粒细小,但针对位置5处的焊缝组织而言,因受到后续焊道的持续加热,相当于进行了焊后热处理,部分针状铁素体转变为块状铁素体,甚至开始出现少量珠光体组织(见图8b)。

图8 不同位置处的焊缝微观组织
紧邻焊缝区的熔合区组织因受热作用明显粗化,且已经有形成马氏体的倾向(见图9b)。不同位置处的组织形态基本相似。

图9 不同位置处的熔合区微观组织
图10是不同位置热影响区微观组织。相比于熔合区的粗晶组织,较远处的细晶区形成细小的等轴铁素体和珠光体组织,相比母材晶粒更加细小。分析认为,该区域温度在Ac3,处于正火区,在此温度下原先的母材组织发生回复与再结晶,形成细小的铁素体和珠光体组织,且不同位置处的形态几乎不变,这类组织具备较高的强度和韧性,对接头性能有益。
3.3 接头力学性能
(1)拉伸试验 拉伸试验结果见表4。母材要求的最低室温抗拉强度为585MPa,最低高温抗拉强度为540MPa。从试验结果中可以得知,焊接接头的抗拉强度均满足试验要求。

表4 拉伸试验结果 (MPa)
(2)冲击试验 冲击试样的缺口轴线位于焊缝区,试验结果见表5。从试验结果可以看出,低温冲击性能相当优良,且3种位置的冲击吸收能量都远大于标准要求(-18℃,≥24J)。分析认为,对冲击吸收能量影响最大的因素是焊接热输入,采用无轨导机器人进行多层多道焊接,并严格把控层间温度,能有效保证焊缝的冲击韧度。

表5 SA738 Gr.B板各位置冲击试验结果 (J)
(3)硬度分析 图11所示为焊缝中心的显微硬度分布。从图中可以看出,在母材中心位置处,焊缝区的硬度分别在238HV左右,热影响区在187HV左右,而母材区的硬度在198HV左右。

图11 距1/2母材厚度处显微硬度分布
根据前述组织分析,焊缝区冷却速度快,形成的铁素体和贝氏体组织晶粒细小,硬度高;粗晶区的组织发生一定的粗化,显微硬度略微降低,但较母材而言显微硬度增加,同时冲击性能略微下降。
4 结束语
1)针对SA738 Gr.B钢,采用无轨导机器人自动熔化极气体保护焊焊接工艺得到了良好的接头,宏观上无明显缺陷产生。
2)整体上焊缝区组织为针状铁素体+贝氏体,热影响区包括过热的贝氏体组织及细晶粒的铁素体+珠光体组织。不同母材厚度处的焊缝组织因受到多层多道热影响略微不同,熔合区组织有过热倾向,正火区组织发生回火再结晶,得到了细小的晶粒组织。
3)对接头进行了拉伸试验、冲击试验和硬度测试,结果均符合标准要求,硬度分布规律与拉伸试验的断裂位置一致。
4)采用无轨导机器人焊接方式,得到了满足性能要求的焊接参数,为后期现场推广应用奠定了基础。
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
金属热处理(2022年11期)2022-03-03
核科学与工程(2021年4期)2022-01-12
失效分析与预防(2021年6期)2021-02-15
西南交通大学学报(2018年6期)2018-12-18
四川冶金(2018年1期)2018-09-25
中国核电(2017年2期)2017-08-11
河北工业大学学报(2016年6期)2016-04-16
