
混凝土泵车关键部件管路装配工装设计
2021-10-26 08:23朱奇曹君申轶颖黄宇华
机械工程师 2021年10期
朱奇,曹君,申轶颖,黄宇华
(湖南工业职业技术学院机械工程学院,长沙 410208)
0 引言
混凝土泵车施工时,连接臂架与底架的关键部件——转台及固定在转台上的混凝土管路在马达驱动下需绕回转中心旋转,如图1所示。若混凝土管路中心与回转中心不同心,则易导致转台混凝土管路与底架混凝土管路被强行扭断。特别对于长臂架混凝土泵车,由于转台与臂架连接的上铰点距离回转中心较远,管路布置复杂,若混凝土管路中心与回转中心同心度出现较大偏差,转台回转时管路更易被扭断[1],长臂架混凝土泵车转台结构及管路布置如图2所示。因此,装配时保证转台混凝土管路中心与回转中心同心对设备施工安全具有重要意义。

图1 混凝土泵车管路布置图
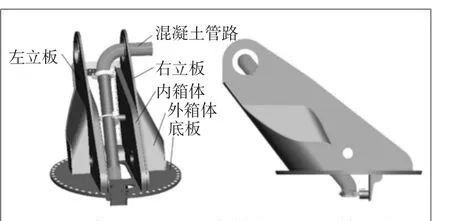
图2 长臂架混凝土泵车转台结构及管路布置
1 转台混凝土管路装配现状分析
目前,装配时,为保证混凝土泵车转台管路与回转中心同心,一般使用三点测量与简易焊接工装。
1)采用传统的三点测量定中心法(如图3)。使用直尺和辅助工具在转台底板外圆上找3个不同位置分别作为圆心,以转台回转半径为半径划线,则3条划线相交的地方即为管路中心。此方法理论上可行,但受测量误差及装配工人的技术水平影响,找到的管路安装中心会存在偏差,且不同设备的装配一致性很难保证。该方法需3人配合完成(2人配合使用辅助工具,1人联接管卡与混凝土管路),每台车的装配耗时约40 min左右。
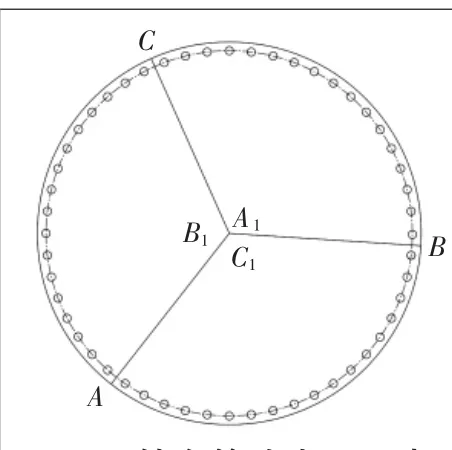
图3 转台管路中心三点定位图
2)使用简易焊接工装(如图4)。将焊接工装固定在转台底板上,以转台底板外边缘作为定位基准。因工装靠平面与转台底板外圆面接触定位,而转台底板外圆面为非精加工面,所以混凝土管路的定位同心度也不高,且不同型号的混凝土泵车需要不同大小的工装,通用性较差。该方法也需3人配合完成(1人扶住焊接工装,1人托举工装,1人联接管卡与混凝土管路),每台车的装配耗时约30 min左右。

图4 转台管路装配焊接工装示意图
上述两种方法都难以严格保证转台管路中心与回转中心的同心度,且工作效率不高。在长臂架混凝土泵车的使用中,因转台管路中心定位不准导致的设备故障问题经常出现。因此,为长臂架混凝土泵车转台管路的装配设计一套专门工装,对保证转台混凝土管路装配质量、提高工作效率和安全可靠性、降低劳动强度有着积极的作用。
2 转台混凝土管路装配工装设计思路
1)工装定位精度较高,满足要求;
2)工装适用于不同型号的混凝土泵车,具有较好的通用性;
3)工装操作简单、移动方便、效率较高。
根据需要实现的功能分析,为满足以上要求,转台混凝土管路工装可以由定位机构和顶升机构两部分组成。定位机构要求定位精度较高,制作方便。转台底板上的螺栓孔和下表面是机械加工得到的,因此可考虑作为工装定位基准使用;另外,转台为大型结构件,回转半径较大(长臂架转台底板半径在1 m左右),为降低成本、简化结构,定位机构可使用焊接与机加相结合的方式制作。顶升机构要求结构简单,操作方便,在顶升过程中应能够实现自锁。而满足顶升运动可选的常用机构有液压传动、电气传动、杠杆、千斤顶、齿轮/齿条等。液压传动和杠杆需要较大的工作空间;液压系统与电气系统成本较高,还需动力源;千斤顶行程较小,且速度较慢[2-3]。因此,顶升机构可以选择纯机械式的齿轮、齿条传动机构。
3 转台混凝土管路装配工装结构组成及工作原理
3.1 工装结构组成
转台混凝土管路装配工装由定位机构和顶升机构两部分组成,通过螺栓连接,工装模型如图5所示。定位机构结构示意如图6所示,定位机构以定位安装板上的螺栓孔和上表面作为定位基准,并与转台底板上的螺栓孔和下表面相配合。定位安装板上根据不同型号混凝土泵车转台的回转半径分布有多排螺栓孔,且螺栓孔的分布半径与不同型号转台的回转半径匹配一致,这样就可以保证工装的通用性。顶升机构结构示意如图7所示,顶升机构底部自带万向轮,可移动,可锁止;齿轮、齿条运动可根据需要升降定位机构,棘轮机构可阻止顶升机构逆向滑落,棘轮机构模型如图8所示。
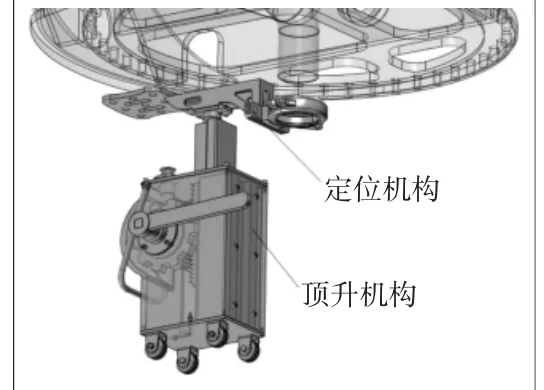
图5 转台混凝土管路装配工装模型
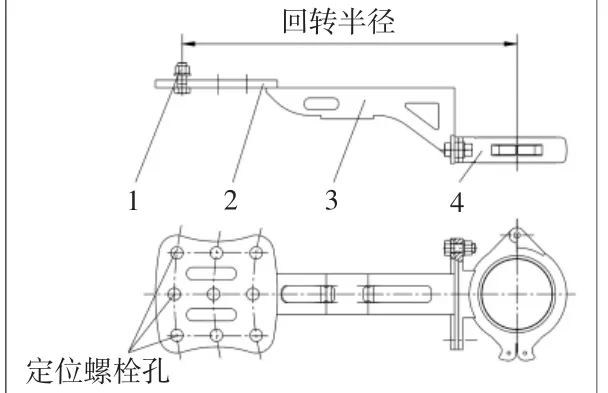
图6 定位机构结构示意图
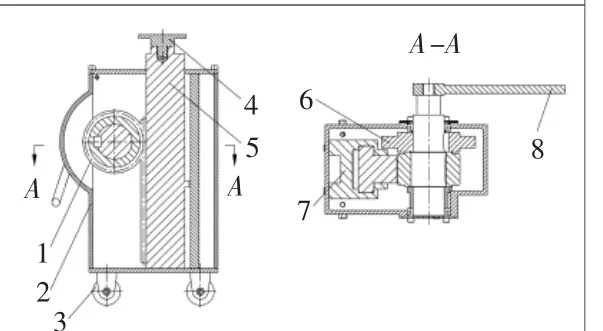
图7 顶升机构结构示意图

图8 顶升机构棘轮机构模型
3.2 工装工作原理
转台混凝土管路安装时,先使用螺栓将定位机构与顶升机构联接,然后摇动手柄,借助齿轮齿条运动并配合棘轮机构,向上顶升定位机构。待顶升机构上升到合适的高度,将定位机构定位板上与回转半径匹配的螺栓孔与转台螺栓孔对准,使用螺栓联接固定,此时定位机构中的管卡中心与转台底板中心(即回转中心)重合。然后打开管卡,固定混凝土管路,完成转台混凝土管路的定位。混凝土管路装配工装结构示意如图9所示。

图9 工装装配结构示意图
4 结语
针对混凝土泵车转台管路安装时与回转中心不同心的现象,分析了目前2种传统管路装配方法及存在的问题。根据转台自身结构特点及安装场地要求,设计了新的管路装配工装,介绍了工装设计的总体思路、具体结构组成及工作原理。使用新的工装对转台混凝土管路进行安装时,装配工人可以由原来的3人减少至1人,安装时间也将控制在10 min以内。新的工装不仅可以提高工作效率、降低劳动强度,而且也可以提升作业安全性,保证转台混凝土管路的装配质量,提高混凝土泵车的装配工艺。工装结构简单、操作方便,具有较好的经济价值和较好的推广价值。
猜你喜欢
航空制造技术(2022年18期)2022-12-09
哈尔滨轴承(2021年1期)2021-07-21
科学与财富(2021年35期)2021-05-10
防爆电机(2020年6期)2020-12-14
哈尔滨轴承(2020年4期)2020-03-17
模具制造(2019年4期)2019-06-24
初中生(2018年15期)2018-06-01
Coco薇(2015年10期)2015-10-19
新能源科技(2015年1期)2015-07-25
筑路机械与施工机械化(2015年5期)2015-06-15
