
一种药食同源药膳型谷物冲调粉加工工艺研究
2021-10-21 06:18:28李敏
食品工程 2021年3期
李 敏
(晋中职业技术学院生物工程学院,山西晋中 030602)
作为我国传统医药中一种重要的医疗保健方法,药膳既能满足食用需求,又能防病强身,延年益寿。近年来,随着人们生活水平的提高和健康意识的增强,药膳越来越受到重视。由于当前生活节奏加快,以及熬夜等不良生活习惯导致许多人身体处于亚健康状态,因此增强自身免疫力,缓解疲劳的药膳方便食品成为研究的热点。
中医认为,茯苓能渗湿利水、健脾和胃、宁心安神;枸杞有延缓衰老、缓解疲劳、养血明目的作用;黄精能滋肾润肺、补脾益气;黄芪能补脾益气、补肺固表;西洋参具有补气养阴、清热生津之功效;山药具有抗衰老、降血糖、降血脂,调节免疫等功效。燕麦、藜麦富含蛋白质、矿物质、膳食纤维及多种生物活性物质,营养全面且均衡,具有降胆固醇、预防糖尿病、抑制肥胖等多项生理功能,是谷物冲调代餐粉的优质原料。
有研究表明,中药材超微粉具有节约中药资源、药物均匀度高、有效成分溶出速率高、生物利用度高等优势。目前将中药材超微粉应用在药膳中的研究报道较少。本文基于已知的西洋参、黄芪、黄精、茯苓、枸杞、山药等药食同源中药材的养生保健效果,以燕麦粉、藜麦粉为主要原料,配以西洋参、茯苓、黄芪等药食同源中药材超微粉,采用挤压膨化技术,将传统药膳理论与现代科学技术相结合,在谷物冲调粉制备工艺基础上研究制备出一种新型的现代中医药膳型方便食品。
1 材料与方法
1.1 材料
西洋参粉、山药粉、茯苓粉、黄芪粉,昆明轩庆生物科技有限公司;枸杞粉,毫州市华之堂生物科技有限公司;黄精粉,云南奥咖生物技术有限公司。
燕麦粉、藜麦粉,购于当地农贸市场。
1.2 仪器设备
双螺杆膨化机、拌粉机、电烤箱,济南赛信机械公司;DHG-9070A 电热鼓风干燥箱,上海一恒科学仪器有限公司;FA124L 电子分析天平,上海舜宇恒平科学仪器有限公司。
1.3 试验方法
1.3.1 制作工艺及流程
原料→拌料→挤压膨化→微波干燥→粉碎过筛→冷却→包装
将中药材超微粉按比例配好后与谷物粉(燕麦粉60%、藜麦粉40%)按照质量比2:8 混合,搅拌均匀,加入一定量的纯净水,搅拌均匀,待挤压膨化机预热后开始投料,投料速度一致,调整机筒温度和螺杆转速,将膨化后的物料经微波干燥,粉碎过筛后冷却,得到药膳型谷物冲调粉。
1.4 感官评定标准
由10 名有品评经验的人员组成感官品评小组,从气味、色泽、口感、滋味4 个方面对药膳型谷物冲调粉进行感官质量评定。冲调方法:杯中加入10 g 药膳型谷物冲调粉,倒入100 mL 80 ℃左右的热水,搅拌均匀。感官评价评分标准见表1。

表1 感官评分标准
1.5 药膳型谷物冲调粉单因素试验
以水分添加量、挤压膨化温度、螺杆转速、物料配比(药材超微粉添加量)4 个因素为研究对象,感官评分为评价标准,通过单因素试验考察各因素对药膳型谷物冲调粉品质的影响。
1.5.1 水分添加量对产品品质影响
根据原料特性及挤压膨化机的特点,在前期试验的基础上,选择物料配比(药材超微粉添加量)25%,水分添加量分别为16%、18%、20%、22%、24%,挤压膨化温度150 ℃,物料喂料量20 kg/h,螺杆转速160 r/min 进行试验。
1.5.2 挤压膨化温度对产品品质影响
在物料配比(药材超微粉添加量)25%,水分添加量20%,物料喂料量20 kg/h,螺杆转速160 r/min 条件下,选择挤压膨化温度分别为140 ℃、150 ℃、160 ℃、170 ℃、180 ℃进行试验。
1.5.3 螺杆转速对产品品质影响
在物料配比(药材超微粉添加量)25%,水分添加量20%,物料喂料量20 kg/h,挤压膨化温度150 ℃条件下,选择螺杆转分别为140 r/min、150 r/min、160 r/min、170 r/min、180 r/min 进行试验。
1.5.4 物料配比对产品品质的影响
在水分添加量20%,物料喂料量20 kg/h,挤压膨化温度150 ℃,螺杆转速160 r/min 条件下,选择在物料配比(药材超微粉添加量)分别为10%、20%、30%、40%、50%进行试验。
1.6 正交试验
在单因素试验的基础上,选择水分添加量、挤压膨化温度、螺杆转速、物料配比为影响因素,以感官评分作为评价指标,进行四因素三水平正交试验,试验因数水平设计如表2 所示。

表2 正交试验因素水平表
1.7 检测方法
试验对产品的营养成分及特征性成分皂苷进行了测定。蛋白质检测参照GB 5009.5—2016 中凯氏定氮法;脂肪检测参照GB 5009.6—2016 中碱水解法;水分检测参照GB 5009.3—2016 中直接干燥法;灰分检测参照GB 5009.4—2016 中第一法测定;膳食纤维参照GB 5009.88—2014 中方法检测;皂苷参照T/AHFIA 004—2018 中方法检测。
2 结果与分析
2.1 单因素试验结果与分析
2.1.1 水分添加量对产品品质的影响结果
水分添加量对产品品质的影响结果见图1。

图1 水分添加量对产品品质的影响
由图1 可知,随水分添加量增加,感官评分先升高后降低,在物料水分为20 %时评分最高。当挤压温度恒定时,水分添加量过高,造成设备内部温度下降,压力降低,物料的剪切力不够,糊化度不高,影响产品品质。
2.1.2 挤压膨化温度对产品品质的影响结果
挤压膨化温度对产品品质的影响结果见图2。
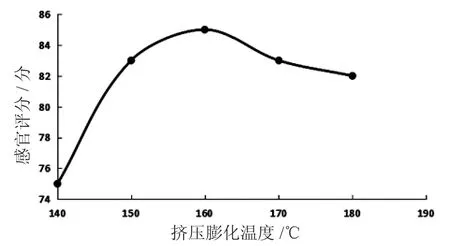
图2 挤压膨化温度对产品品质的影响
由图2 可知,随着温度的上升,产品的感官评分呈现先上升后下降的趋势。当温度到达160 ℃时,评分最高,温度高于160 ℃时,评分逐渐降低。这主要因为挤压膨化处于高温时,内部压强过大,温度偏高,造成物料还未膨化,就可能产生糊化的现象,影响产品的品质。
2.1.3 螺杆转速对产品品质的影响结果
螺杆转速对产品品质的影响结果见图3。

图3 螺杆转速对产品品质的影响
由图3 可知,当螺杆转速在160 r/min 时,产品的评分最高,当螺杆转速大于160 r/min 时,产品的评分随着螺杆转速的增加而下降。这可能是因为螺杆转速过快,设备内推动力、剪切力过大,物料受高温高压作用时间缩短,膨化不均匀,导致产品品质降低。
2.1.4 物料配比对产品品质的影响结果
物料配比对产品品质的影响结果见下页图4。

图4 螺杆转速对产品品质的影响
由图4 可知,当物料配比为30%时,感官评分最高,超过30%时,产品的评分逐渐下降,这主要是因为药物成分带有一些苦涩感,对产品的品质有较大的影响,因此选择合适配比,可提升产品的整体口感。
2.2 正交试验结果
药膳型谷物冲调粉的正交试验结果及方差分析结果分别见表3、表4。

表3 正交试验结果与分析

表4 正交试验方差分析
由正交试验结果分析可知,影响谷物冲调粉感官品质的因素主次顺序为:水分添加量>物料配比>挤压膨化温度>螺杆转速。最佳工艺条件为:物料水分添加量20%,物料配比30%,挤压膨化温度160 ℃,螺杆转速160 r/min。为了检验正交试验的正确性,按最优工艺参数进行2 次重复试验,感官评分为96 分。
2.3 品质分析
对药食同源药膳型谷物冲调粉进行成分分析,试验结果如表5 所示。

表5 药食同源药膳型谷物冲调粉成分分析
3 结论
通过单因素及正交试验优化了药食同源药膳型谷物冲调粉的工艺参数,试验结果表明,最佳工艺条件为:物料水分添加量20%,物料配比30%,挤压膨化温度160 ℃,螺杆转速160 r/min。此工艺条件下生产的药膳型谷物冲调粉颜色金黄,色泽均一,具有产品特有的滋味和气味,入口细腻顺滑。本试验的开展为丰富谷物冲调粉种类和药膳食品的开发提供了一定参考,对推动中医药膳产业化发展,具有重要的意义。
猜你喜欢
基层中医药(2021年3期)2021-11-22 08:08:00
基层中医药(2021年7期)2021-11-02 07:20:08
食品安全导刊(2021年21期)2021-08-30 08:22:02
基层中医药(2020年8期)2020-11-16 00:55:10
肉类研究(2020年2期)2020-04-07 03:40:41
电脑知识与技术(2019年31期)2019-12-23 09:28:13
吉林农业(2019年10期)2019-08-31 11:33:27
基层中医药(2018年8期)2018-11-10 05:32:06
现代商贸工业(2017年35期)2017-12-05 19:35:31
中成药(2017年10期)2017-11-16 00:50:35
