
丙烯酸乙酯与N-(3-二甲氨基丙基)甲基丙烯酰胺共聚物的制备及其气浮除油性能
2021-10-19 07:43罗梦娟王秀军方申文
化工环保 2021年5期
罗梦娟,段 明,王秀军,靖 波,方申文
(1. 西南石油大学 化学化工学院,四川 成都 610500;2. 海洋石油高效开发国家重点实验室,北京 100028;3. 中海油研究总院有限责任公司,北京 100028)
油田聚合物驱采油污水(简称含聚污水)是一种水包油型(O/W型)乳状液[1-2]。聚合物作用于油水界面,形成具有一定强度的界面膜,增强油滴间的电负性,阻碍油滴的聚并,使得乳状液稳定性增强[3-6]。气浮法作为一种高效快速的水处理技术,既适用于给水净水,又适用于多种废水处理,具有水力停留时间短、除油效果好、效率高等优点。基于气浮基本原理,在污水中通入大量的微小气泡,使其与污水中的油滴相互碰撞黏附,降低污水中分散相密度,增大分散相粒径,达到油水分离的目的[7-8]。由于含聚污水的稳定性高,小分子浮选剂的现场应用效果较差,阳离子聚合物浮选剂则会与产出聚合物因为静电作用产生含聚油泥[8]。
本文以丙烯酸乙酯(EA)与N-(3-二甲氨基丙基)甲基丙烯酰胺(DPM)为单体制备了一种具有界面活性的弱阳离子型大分子浮选剂P(EA-DPM),其界面活性能使浮选剂到达气泡与油滴表面,大分子的链结构可以起到吸附架桥和网捕作用,两者均可增强油滴与气泡的黏附效率,且弱阳离子基团与污水聚合物之间相互作用弱,可避免产生含聚油泥[9-13]。
1 实验部分
1.1 试剂、材料和仪器
DPM:98 %(w),分析纯,上海阿拉丁生化科技股份有限公司;十四烷基三甲基溴化铵(TTAB)、EA:分析纯,成都市科龙化工试剂厂;偶氮二异丁基脒二盐酸盐(V50):分析纯,阿达玛斯试剂有限公司。
含聚污水:取自渤海绥中361CPK综合处理平台,含油量为289 mg/L,聚合物质量浓度为70 mg/L。另外,污水中的原油密度为0.97 g/cm3,原油黏度为1 146 mPa·s(25 ℃),原油中沥青质的质量分数为0.20%、饱和分的质量分数为41.09 %、芳香分的质量分数为21.62%、胶质的质量分数为26.07%。
2100P型可携式浊度仪:美国HACH公司;HX-105型恒温循环水槽:北京长流科学仪器公司;DSA型界面参数一体测量系统:德国KRUSS公司;FD1A50型冷冻干燥机:北京博医康实验仪器有限公司;WQF-520型红外光谱仪:北京瑞利分析仪器有限公司;AVANCE Ⅲ HD 400 MHz型超导核磁共振波谱仪:瑞士普鲁克公司。
1.2 P(EA-DPM)的制备
P(EA-DPM)的合成路线见图1。反应体系总体积为200 mL。在250 mL三颈烧瓶中加入一定量纯水,水浴升温至一定温度后,在氮气保护条件下,向瓶中以一定的乳化剂加入量(乳化剂在纯水中的质量浓度,g/L)加入TTAB,搅拌15 min;以一定的m(EA)∶m(DPM)先加入单体EA,搅拌20 min后再加入单体DPM,搅拌30 min(总单体加入量为EA和DPM总量在反应体系中的质量分数,%);最后以一定的引发剂加入量(引发剂占总单体的质量分数,%)加入V50,反应8 h后得到含产物P(EA-DPM) 的乳状液。
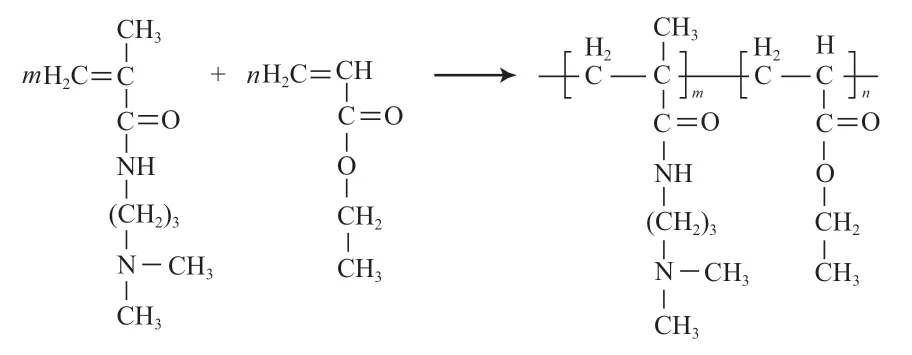
图1 P(EA-DPM)的合成路线
1.3 气浮除油实验
参照文献[14]搭建气浮除油评价装置。在浮选柱中加入500 mL含聚污水,以循环水夹套控制污水温度;通入的氮气通过0.5 μm微孔产生大量微气泡,待气流稳定后加入一定量的P(EA-DPM)乳状液作为浮选剂,气浮15 min后停止实验。测定气浮前后水样的含油量,计算除油率,见式(1)。

式中:Q为除油率,%;q1、q2分别为含聚污水气浮处理前后的含油量,mg/L。
采用淀粉-碘化镉法测定气浮前后水样的聚合物质量浓度[15],计算聚合物保留率。
1.4 性能评价
以静置条件下乳状液出现分层的时间评价P(EA-DPM)的稳定性,分为4个等级:A级,保持30 d以上不出现分层现象;B级,15~30 d出现分层现象;C级,8~15 d出现分层现象;D级,0~7 d出现分层现象。
以不同条件下制备的P(EA-DPM) 乳状液为浮选剂,在气浮温度为50 ℃、气浮时间为15 min、浮选剂P(EA-DPM) 乳状液用量(乳状液在污水中的质量浓度)为75 mg/L、通气流量为2.5 L/min的气浮条件下对含聚污水进行气浮除油处理,考察不同制备条件对P(EA-DPM) 气浮除油性能的影响。
2 结果与讨论
2.1 P(EA-DP M)的表征
图2为P(EA-DPM)的FTIR谱图。由图2可见,EA 和DPM 的特征吸收峰均出现在P(EADPM)的谱图中,3 435 cm-1处为N—H伸缩振动峰,2 945 cm-1处为—CH3的反对称伸缩振动峰,1 736 cm-1处为酯基中的C=O伸缩振动峰,1 649 cm-1处为酰胺中的C=O伸缩振动峰,1 591 cm-1处为酰胺中N—H的面内弯曲振动峰,1 472 cm-1处为—CH3不对称弯曲振动峰和—CH2—剪式弯曲振动峰,1 380 cm-1处为—CH3的对称弯曲振动峰,678 cm-1处为酰胺中N—H面外弯曲振动峰。
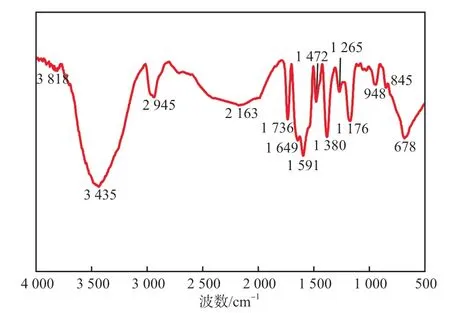
图2 P(EA-DPM)的FTIR谱图
图3为P(EA-DPM)的1H NMR谱图。由图3可见,相对化学位移(δ)为4.1×10-6处的吸收峰归属于丙烯酸乙酯中乙基中的—CH3,δ=3.5×10-6处的吸收峰归属于DPM中C=C打开后的—CH2—,δ=3.3×10-6处的吸收峰归属于DPM中与N相连的两个—CH3,δ=3.1×10-6处的吸收峰归属于酰胺中的N—H,δ=2.6×10-6处的吸收峰归属于丙烯酸乙酯中C=C打开后C=O邻位碳原子上的H,δ=1.8×10-6处的吸收峰归属于DPM的C=C打开后邻近的—CH3,δ=1.2 ×10-6处的吸收峰归属于乙基中的—CH2—,δ=(5.3,5.5,5.6)×10-6处的吸收峰分别归属于DPM中的3个—CH2—。
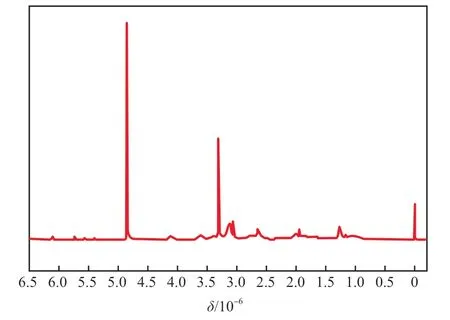
图3 P(EA-DPM)的1H NMR谱图
综上,FTIR和1H-NMR表征结果显示,EA和DPM发生了共聚反应,合成了P(EA-DPM)。
2.2 合成条件的优化
2.2.1 单体配比的影响
在总单体加入量为20.0%、乳化剂加入量为1.5 g/L、引发剂加入量为0.1%、反应温度为65 ℃的条件下,单体配比(m(EA)∶m(DPM))对P(EA-DPM)综合性能的影响见表1。由表1可见:随着反应体系中DPM比例的增大,P(EA-DPM)的稳定性降低;当m(EA)∶m(DPM)为1∶1时,P(EA-DPM)的稳定性最好、表面张力最小、除油率最高。这是因为:DPM的水溶性较好,随着反应体系中DPM比例的增加,P(EA-DPM)的水溶性也增强,导致聚合初期乳胶粒难以形成,乳状液稳定性变差。因此,确定适宜的m(EA)∶m(DPM)为1∶1。

表1 单体配比对P(EA-PDM)综合性能的影响
2.2.2 总单体加入量的影响
在m(EA)∶m(DPM)为1∶1、乳化剂加入量为1.5 g/L、引发剂加入量为0.1 %、反应温度为65 ℃的条件下,总单体加入量对P(EA-DPM)综合性能的影响见表2。由表2可见:在总单体加入量为10.0%~20.0%的范围内,P(EA-DPM)的稳定性均很好,表面张力都比较小;随着总单体加入量的增加,P(EA-DPM)的气浮除油性能逐渐增强;当总单体加入量为20.0%时,除油率达到最大(92.05%);继续增大总单体加入量,P(EADPM)的流动性明显降低。这是因为总单体加入量越大,所合成共聚物的分子量也会随之增大,进而能够增加气浮过程中油滴与气泡之间的黏附效率,有利于浮选,但分子量过大时,P(EA-DPM)乳状液流动性差,不利于现场泵送和加注。因此,确定适宜的总单体加入量为20.0%。
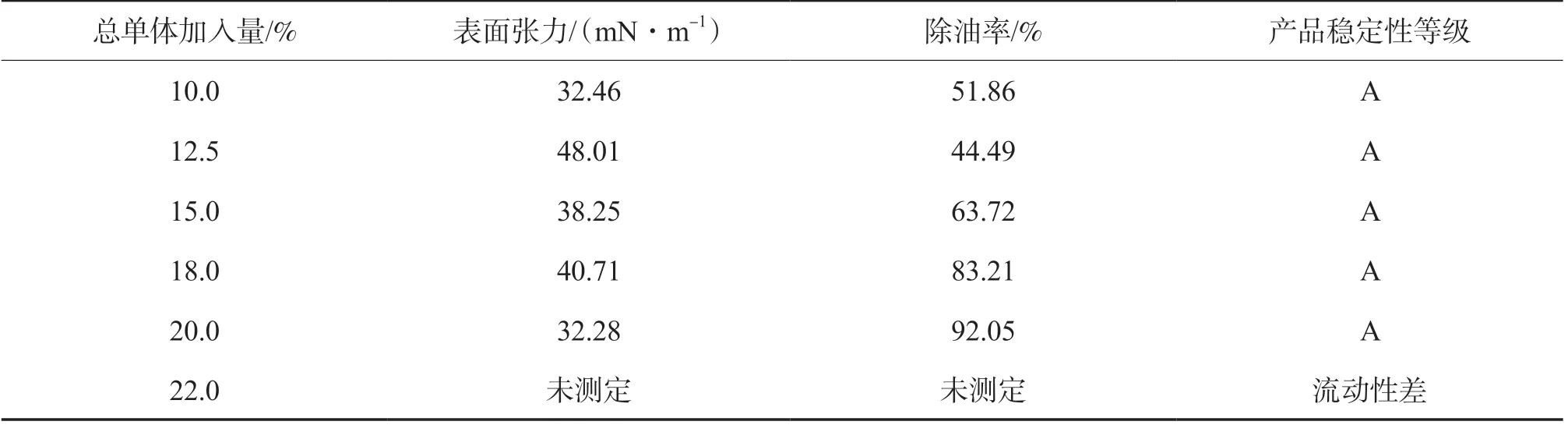
表2 总单体加入量对P(EA-PDM)综合性能的影响
2.2.3 乳化剂加入量的影响
在m(EA)∶m(DPM)为1∶1、总单体加入量为20.0%、引发剂加入量为0.1%、反应温度为65 ℃的条件下,乳化剂加入量对P(EA-DPM)综合性能的影响见表3。由表3可知:当乳化剂加入量低于1.5 g/L时,随着乳化剂加入量的增加,P(EADPM)的表面张力逐渐减小,除油率随之增大,稳定性逐渐增强;当乳化剂加入量高于1.5 g/L时,随着乳化剂加入量的增加,P(EA-DPM)的表面张力逐渐增大,除油率随之降低,但其稳定性保持良好。这是因为:乳化剂加入量较低时,分散相液滴表面的乳化剂膜不牢固,乳状液容易发生聚结而沉降,导致合成的P(EA-DPM)的稳定性较差。此外,适当增加乳化剂的加入量还有利于增大P(EADPM)的分子量,使其表面张力降低,有利于除油。当乳化剂的加入量为1.5 g/L时,P(EA-DPM)的综合性能最佳,由此确定适宜的乳化剂加入量为1.5 g/L。
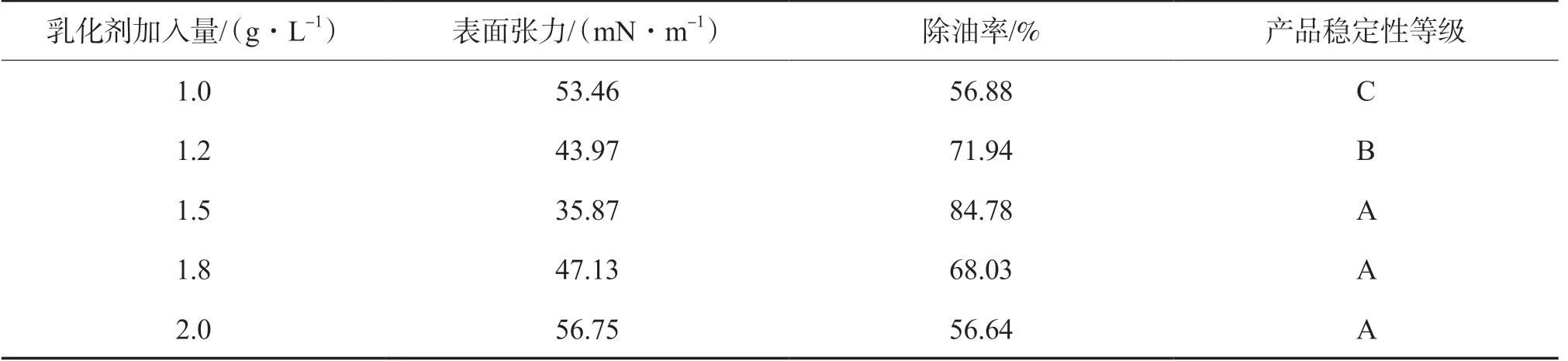
表3 乳化剂加入量对P(EA-PDM)综合性能的影响
2.2.4 引发剂加入量的影响
在m(EA)∶m(DPM)为1∶1、总单体加入量为20.0%、乳化剂加入量为1.5 g/L、反应温度为65 ℃的条件下,引发剂加入量对P(EA-DPM)综合性能的影响见表4。由表4可知,引发剂加入量对P(EA-DPM)稳定性的影响不大,但随着引发剂加入量的增加,P(EA-DPM)的表面张力逐渐增加,除油率随之明显下降。这是由于:随着引发剂加入量增大,形成的DPM均聚物增多,P(EA-DPM)的双亲性下降,导致其表面张力增大,除油率降低。由此确定适宜的引发剂加入量为0.1%。

表4 引发剂加入量对P(EA-PDM)综合性能的影响
2.2.5 反应温度的影响
在m(EA)∶m(DPM)为1∶1、总单体加入量为20.0%、乳化剂加入量为1.5 g/L、引发剂加入量为0.1%的条件下,反应温度对P(EA-DPM)综合性能的影响见表5。由表5可见:不同温度条件下所合成的P(EA-DPM)稳定性均较好;随着反应温度的升高,P(EA-DPM)的表面张力逐渐降低,除油率逐渐升高,65 ℃以后P(EA-DPM)的综合性能趋于稳定。因此,选择65 ℃作为适宜的反应温度。

表5 反应温度对P(EA-PDM)综合性能的影响
综上所述,P(EA-DPM)的最佳合成条件为:m(EA)∶m(DPM)=1∶1,总单体加入量20.0%,乳化剂加入量1.5 g/L,引发剂加入量0.1%,反应温度65 ℃。下文将采用此条件下合成的P(EADPM),开展气浮除油实验,优化气浮工艺条件。
2.3 气浮条件的优化
2.3.1 气浮温度
在P(EA-DPM)乳状液用量为50 mg/L、通气流量为2.0 L/min的条件下,气浮温度对除油率的影响见图4。

图4 气浮温度对除油率的影响
由图4可见:当气浮温度低于50 ℃时,随着温度的升高,除油率逐渐提高;当气浮温度高于50 ℃后,继续升高气浮温度,除油率逐渐下降。这是由于:当温度较低时,P(EA-DPM)分子的运动程度和伸展程度较低,导致油滴与气泡之间的黏附力较弱,除油率降低;当气浮温度高于50 ℃时,由于气泡的稳定性降低,稳定时间缩短,导致油滴与气泡碰撞频率下降,除油率降低。因此,选择适宜的气浮温度为50 ℃。
2.3.2 P(EA-DPM) 乳状液用量
在气浮温度为50 ℃、通气流量为2.0 L/min的条件下,P(EA-DPM)乳状液用量对除油率的影响见图5。由图5可知:随着P(EA-DPM) 乳状液用量的增加,除油率逐渐提高;当P(EA-DPM)乳状液用量大于75 mg/L时,除油率趋于稳定。因此,确定适宜的P(EA-DPM) 乳状液用量为75 mg/L。

图5 P(EA-DPM) 乳状液用量对除油率的影响
2.3.3 通气流量
在气浮温度为50 ℃、P(EA-DPM) 乳状液用量为75 mg/L的条件下,通气流量对除油率的影响见图6。由图6可知:随着通气流量的增大,除油率逐渐提高,当通气流量增加到2.5 L/min时,除油率为94.72%;继续增大通气流量,除油率逐渐降低。其原因在于:随着通气流量的增大,油滴与气泡碰撞概率增大,除油效果逐渐增强,但当通气流量过大时,剧烈的水流紊动会影响气泡的稳定,造成气泡湮灭,从而影响浮选效果,导致除油率降低。因此,确定适宜的通气流量为2.5 L/min。
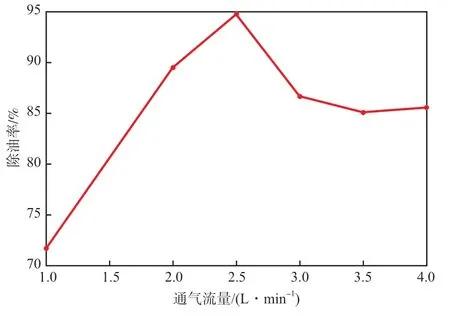
图6 通气流量对除油率的影响
2.4 小结
在m(EA)∶m(DPM)为1∶1、总单体加入量为20.0%、乳化剂加入量为1.5 g/L、引发剂加入量为0.1%、反应温度为65 ℃的合成条件下制备P(EA-DPM),用于气浮除油性能评价,在气浮温度为50 ℃、P(EA-DPM)乳状液用量为75 mg/L、通气流量为2.5 L/min的条件下气浮处理15 min后,含聚污水的除油率达到了94.72%,其污水聚合物保留率为86%。
3 结论
a)采用丙烯酸乙酯和N-(3-二甲氨基丙基)甲基丙烯酰胺为单体,通过乳液聚合成功制备了产物P(EA-DPM)。其合成的最佳条件为:总单体加入量20.0%,m(EA)∶m(DPM)=1∶1,乳化剂加入量1.5 g/L,引发剂加入量0.1%,反应温度65 ℃。
b)以P(EA-DPM)乳状液为浮选剂,对含聚污水进行气浮除油的最佳条件为:气浮温度50 ℃,P(EA-DPM)乳状液用量75 mg/L,通气流量2.5 L/min。在该条件下气浮处理15 min后,含聚污水的除油率达到94.72%,聚合物保留率为86%。
猜你喜欢
当代水产(2022年2期)2022-04-26
中国石油大学胜利学院学报(2022年1期)2022-04-21
储能科学与技术(2022年2期)2022-02-19
食品安全导刊(2021年24期)2021-11-28
气象与环境学报(2021年3期)2021-07-14
矿产勘查(2020年3期)2020-12-19
重庆交通大学学报(自然科学版)(2020年11期)2020-11-25
石油化工高等学校学报(2020年4期)2020-09-18
当代化工(2019年2期)2019-12-10
三联生活周刊(2017年48期)2017-11-25
