
红托竹荪液体菌种生产技术应用*
2021-10-14 10:32陈翠翠巩玉辉庄继文
中国食用菌 2021年9期
陈翠翠,方 晔,巩玉辉,庄继文,张 军
(贵州金蟾大山生物科技有限责任公司,贵州 毕节 553300)
红托竹荪(Dictyophora rubrovolvata),属于鬼笔科 (Phallaceae) 竹荪属 (Dictyophora)[1]。子实体具有气息清香、味道鲜美、肥厚脆嫩、久煮不烂等特点,深受广大消费者的喜爱,市场需求量巨大。目前,常规红托竹荪菌种的生产多采用固体培养基,而该菌种的生物学特性决定了其生长周期较长,一般母种、原种、栽培种三级培养周期需7个月[2-3],导致生产效率不高,菌龄难以调整一致,在培养过程中往往存在瓶(袋)内底部菌种还未长满、上部菌种就已经开始老化萎缩的现象。
在规模化生产中,受菌种扩繁代数的影响,母种可能源于不同子实体分离的菌株,造成同批次菌袋出菇差异大等问题。另外,由于固体菌种生长周期长,菌种污染率也会随着培养期延长而上升,生产中常因菌种挑选鉴别不细致,导致接种后菌袋污染率居高不下,造成严重经济损失。
红托竹荪液体菌种成功应用于菌包工厂化生产,并于2020年生产工艺取得突破,经不断改进成熟,可将菌种培养周期缩短到50 d内,接种成本降低近90%。目前,已利用此项技术生产菌包3 500多万袋,并通过了大田出菇验证。此技术的利用不仅大幅度提高了红托竹荪菌种生产效率,其生物转化率也得到了明显提高,为今后红托竹荪的工厂生产奠定了基础。以下将对该技术流程进行介绍。
1 红托竹荪液体菌种生产
1.1 菌种来源
选用金蟾大山生物科技有限责任公司选育的JCZS-14-33优良红托竹荪菌种。
1.2 液体菌种生产过程
红托竹荪液体菌种常规的生产工艺流程见图1。
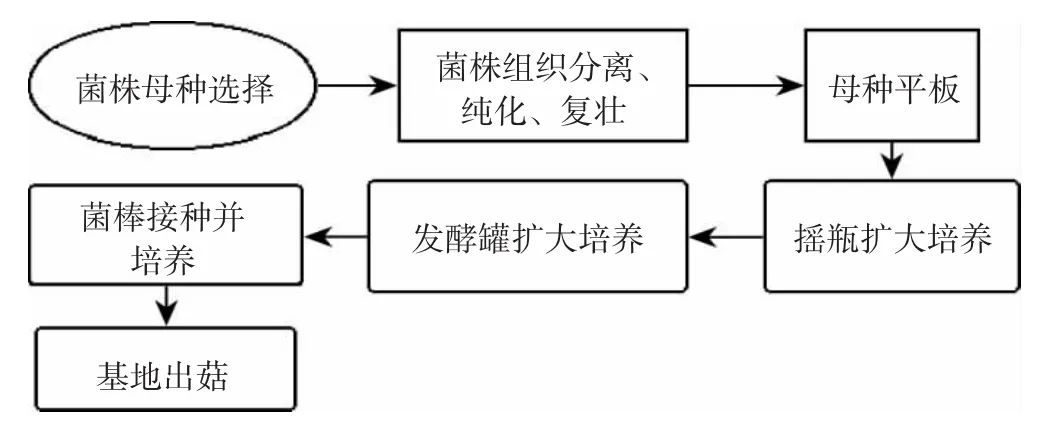
图1 红托竹荪液体菌种常规的生产工艺流程Fig.1 Production process of Dictyophora rubrovolvata liquid spawn
由图1所示,红托竹荪液体菌种的制作包括母种的筛选、分离纯化后母种的纯培养、摇瓶扩大培养、发酵扩大培养、接种后菌包工厂化培养,直至菌丝长满菌包用于栽培。
1.3 母种分离
红托竹荪母种培养是至关重要环节,母种品质的优劣,会直接影响产量高低和栽培成败。母种分离主要包括子实体选择、培养基制备、纯种分离、转管扩繁、菌丝培养、保存及使用等环节。
1.3.1 子实体选择
选择抗病性强、丰产、商品性状好的优良菌株作分离用种,子实体应选择无病害,近六成、七成熟,个体肥大、结实、顶端无凸起,包被无裂缝,内部未分化的菌蕾(竹蛋)。菌蕾不可过大或者过小,采集适龄期的竹蛋利于分离出活力强、健壮的母种[1-4]。
1.3.2 菌种分离
采用组织分离法获得母种菌丝体[3-4]。将选择好的菌蕾,先用清水洗去表面泥土,再用75%酒精进行表面消毒后,于超净工作台紫外灯下照射15 min~20 min,对菌蕾进行表面灭菌和水分去除。后用无菌手术刀在无菌操作台的酒精灯下,沿菌蕾表皮划十字,露出子实层托,并将其切成0.2 cm~0.3 cm左右的小方块(约如黄豆粒大小),迅速转接到无菌平板培养皿或试管斜面培养基中,封口。
1.3.3 菌丝培养
将分离好的培养皿或试管放入22℃~25℃恒温培养箱内培养2 d~3 d,待菌丝生长至直径约3 cm,选取菌丝生长规则的培养皿或试管,挑取尖端内部0.5 cm处的菌丝进行转接纯化培养,转接方法同常规[5]。红托竹荪菌丝生长较慢,生长速度每天约1.8 mm,一般长满直径9 cm的平板约需22 d~25 d,培养期间要定期检查,及时挑选出污染和发菌慢的菌块[6]。
1.3.4 菌种检测
转接纯化的培养皿或试管的菌丝长满培养基后,挑取未感染、菌丝生长均匀的培养皿或试管菌种,立即进行菌种的转接扩繁,对分离菌种进行出菇测试。经过出菇试验后的菌种称为一代菌种,保存作为生产扩繁菌种使用[7,9]。经过经验总结,一代菌种感官检测标准见表1。
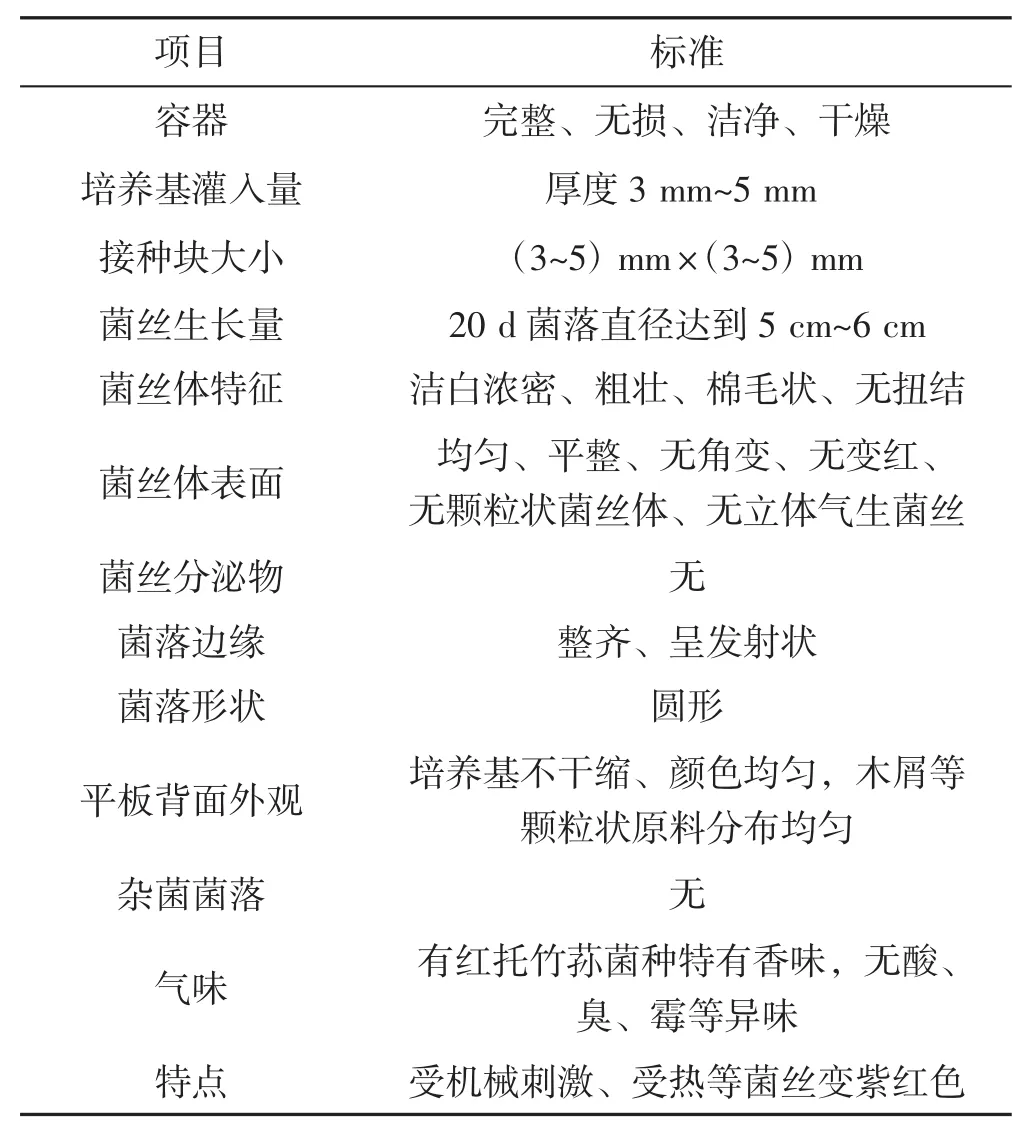
表1 一代母种感官检测标准Tab.1 Sensory test standard of the first generation stock culture
由表1可知,在制作一代母种时培养基较一般食用菌厚度偏厚,菌丝要求生长均匀,具有无角变、生长不规则、无感染等特点,菌丝洁白、浓密,不会出现生长过快或者过慢的现象,具有稳定性。
一代母种再经一次提纯扩繁后,称为二代母种,是可供生产使用的主要菌种[5]。经过经验总结,二代母种感官检测标准及不同培养时间生长情况见表2、图2。
由表2、图2可知,优质二代母种培养20 d~25 d时菌丝可以长满平板,菌丝生长均匀,生长速度稳定、无角变、无感染、无颗粒状、无刺激变红菌丝,菌丝洁白、浓密,具有稳定性。

图2 不同培养时间生长情况Fig.2 Growth with different cultivation time
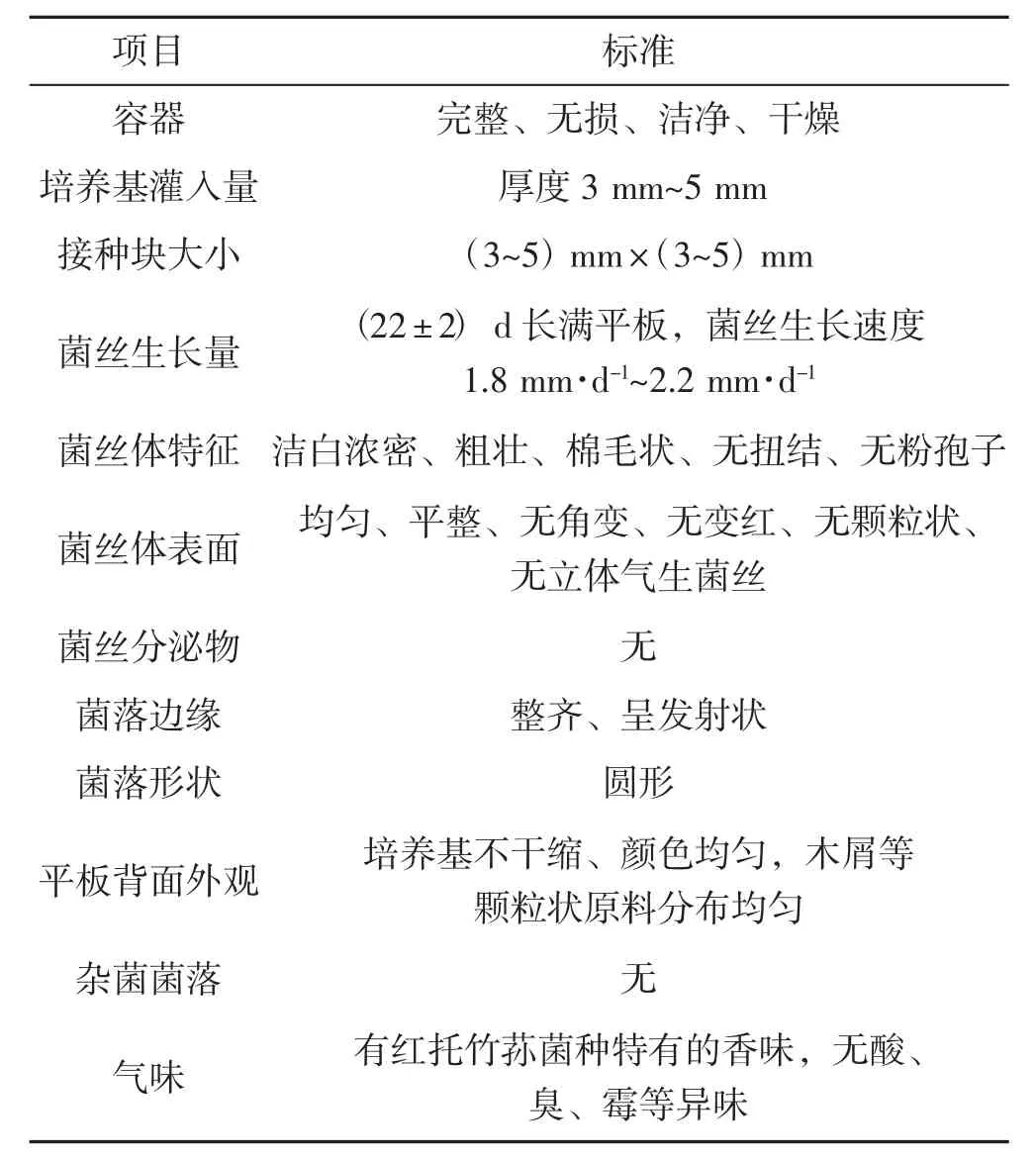
表2 二代母种感官检测标准Tab.2 Sensory test standard of the second generation stock culture
1.3.5 菌种扩繁
由于食用菌菌种的生长特性,因此生产中要注意菌种的稳定性[8-9],注意观察菌落形态是否正常,整批次培养时菌丝生长是否均匀,生长速度是否异常,有无杂菌污染、角变、色素产生、粉孢子产生等现象。因此,只有每个批次的二代菌种及N代菌种的感官标准均符合二代母种感官检测标准,才能进行菌种扩繁,否则不可用于生产。
2 菌种培养基的制作
2.1 固体培养基的配方
土豆100 g(煮水过滤)、葡萄糖5 g、果糖25 g、蛋白胨5 g、硫酸铵2.5 g、杂木屑70 g(粒径100目)、琼脂粉18 g,水1 000 mL。
2.2 液体培养基的配方
葡萄糖5 g、果糖25 g、酵母粉1 g、硫酸铵2.5 g、磷酸二氢钾1 g、玉米粉8 g、木屑80 g(粒径100目,煮水过滤),水1 000 mL。
3 液体菌种制作
3.1 母种转接
液体培养基装入250 mL玻璃三角瓶内封口,经常规高压灭菌冷却后,连同经挑选合格的母种一起,进行表面消毒后放置超净工作台上。按照无菌操作在工作台酒精灯下,选取距离老菌块中心2 cm~3 cm的菌丝,用解剖刀或打孔器,切成2 mm×2 mm小菌块,迅速接入三角瓶中并封口。
3.2 摇瓶培养
将接种后的三角瓶放在恒温摇床上进行培养,培养温度为25℃,培养时间14 d。使用菌种前3 d时,在无菌环境下,接种菌种每瓶用移液枪取2 mL液体,平均接种到3个平板培养皿中,放入培养箱中28℃培养,3 d后观察菌丝萌发与污染情况,将经检测菌丝萌发不合格、有感染、生长状态不佳等的菌种全部剔除。对检测合格后的菌种进行平板拍照、摇瓶状态拍照备案,即可供后续接种使用。
3.3 营养液制备与灭菌
按照2.2配方准备所需的营养料用水稀释,并充分溶于水中,倒入培养罐内用净化水补足至培养罐规定的水位。再经通气搅拌均匀后,取样测定其理化指标是否在规定范围内,符合标准后盖上罐盖并拧紧螺丝,启动加热进行灭菌。当天配好的发酵液必须当天灭菌。灭菌时要求培养罐内液体温度达到121℃~122℃,灭菌时间50 min~60 min[7]。灭菌结束后要尽快对培养罐进行降温,以避免罐内培养基继续保持高温导致水分过度挥发。在灭菌结束冷却后严禁培养罐产生负压,使罐压保持在0.03 MPa~0.05 MPa以防止罐内液体倒流发生污染。
3.4 接种
当培养罐内液体温度冷却至25℃~26℃时即可接种,接种时严格按照培养罐操作规程执行。采用火焰接种法,将检测好的摇瓶菌种接入培养罐中,接种完毕将罐压调至0.02 MPa~0.03 MPa,温度调至26℃进行通气培养。根据实际生产要求,液体菌种在使用之前48 h、24 h必须进行取样检测分析,确保无任何杂菌感染后,方可应用到生产中。
3.5 发酵培养
在发酵培养过程中,每天早上用二氧化碳测定仪检测培养罐排气口内的二氧化碳含量,同时根据生产需求,调节通气量、培养温度等控制菌球大小。通气量大时,菌球会不断被打散变小;温度低时,菌球生长慢、菌球大;温度高时,菌球生长快、菌球小。检测时应对异常培养罐进行取样分析,判断是否污染。由于每种食用菌均有独特的气味,因此在检测中凡是出现酸味、臭味,均视为已被细菌、霉菌等感染,应立即停止培养罐工作,并取样检测分析原因。对感染的培养罐需经过灭菌之后再进行清理,清理后要检查、更换所有培养罐的配件,经空消后才能使用。
3.6 液体菌种的使用
经验总结,当培养罐内营养液由浓稠变清透,菌球密度达到90%以上,二氧化碳处于上升阶段,一般不超过0.3%,液体种产生小气泡时说明菌丝发酵培养已经成熟,经检测无污染即可用于生产。将接种管道按照无菌操作规程连接到培养罐,然后调整罐压打开接种阀,通过人工或者液体接种机接至灭菌冷却好的菌包中,接种量约40 mL~50 mL。接种后要立即转入长菌室进行恒温培养,前3天温度为23℃~26℃,从第4天开始下调温度为22℃~25℃,持续培养至菌丝长满菌袋为止。红托竹荪液体菌种接种后,菌丝萌发时间为24 h~48 h,但萌发时间受培养室温度、培养料水分和培养基pH等因素影响,会存在一定的差别。一般16.5 cm×35.0 cm×0.006 cm的栽培袋,从接种到菌丝发满菌袋仅需70 d左右,菌种长满袋后5 d~10 d即可用于栽培。
4 红托竹荪固体菌种与液体菌种的对比分析
4.1 生产工艺对比分析
红托竹荪固体菌种与液体菌种的生产工艺有很明显的差异,固体生产与液体生产的具体工艺对照见图3。
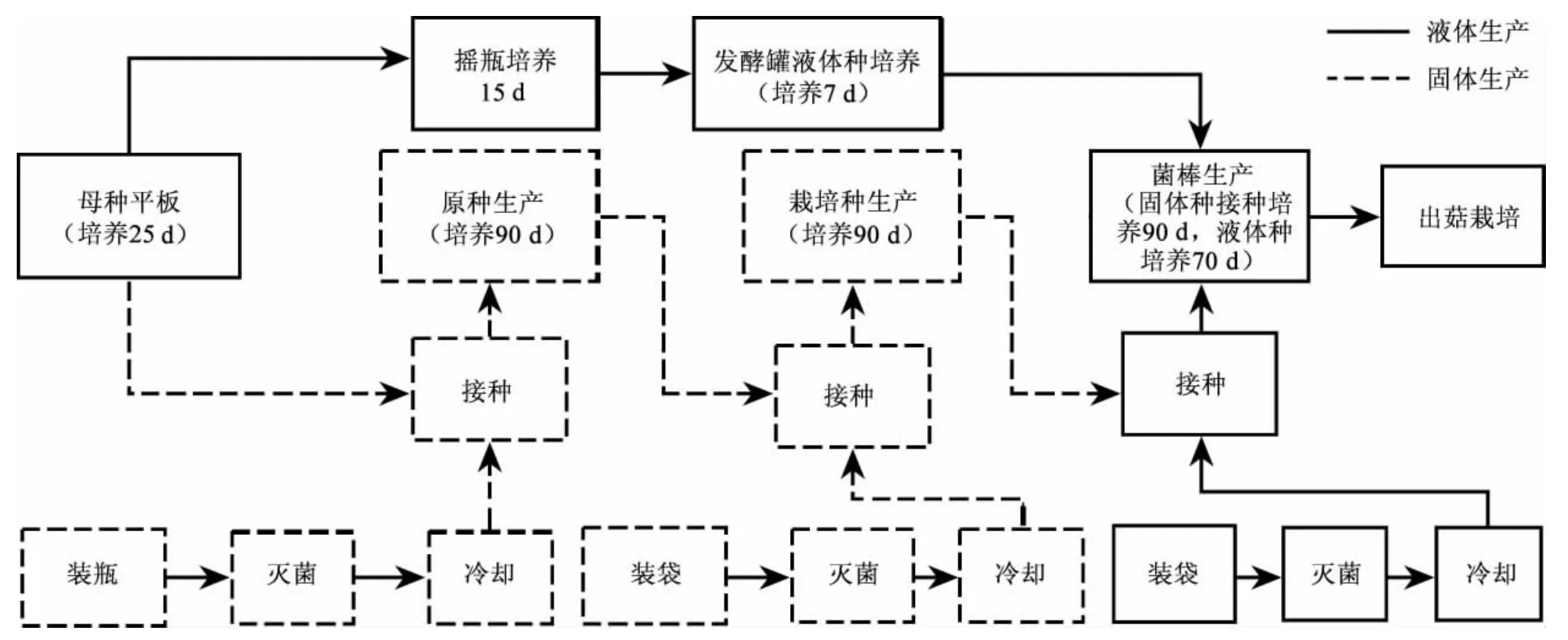
图3 液体菌种与固体菌种工艺生产对比图Fig.3 Production comparison of liquid spawn and solid spawn
由图3可知,液体菌种的生产工艺与固体菌种的生产工艺相比省却了原种、栽培种的生产、培养时间以及固定资产投入,减少了约6个月的制种周期。
4.2 菌种品质对比分析
1) 周期短
液体菌种具有生产周期短、菌丝生长快的优势,红托竹荪的培养罐液体菌种培养7 d即可使用,而固体菌种则需要培养90 d以上。
2)菌龄一致且菌种活力高
红托竹荪的菌丝生长速度较慢,每天约生长1.8 mm~2.2 mm,因此传统固体菌种生长到后期会存在底部菌种未长满而上部菌种已出现老化、萎缩等现象。菌龄不一致,二者菌龄会相差3月~4月,由于菌种活力不一致,扩繁后差异会逐级扩大,导致最终的产量差异。液体菌种则可成功解决此难题,液体菌种培养时间一致,在菌种最佳活力期(二氧化碳未处于下降状态,菌种浓度达标)用于接种,接种后24 h~48 h可见萌发,解决了菌龄不一致的问题。
3) 污染率低
红托竹荪的菌丝活力很强,在生产中若挑选不及时会出现红托竹荪菌丝将杂菌覆盖的现象,与其他食用菌不同,红托竹荪与杂菌间不会出现明显的拮抗线,因此隐形污染率较大,且培养周期长又增加了菌种感染的风险,在菌种使用过程中会逐级扩大污染[8]。传统的固体菌种的污染率一般都在10%以上,但使用液体菌种在生产中若严格按照无菌操作,培养罐感染的风险非常低,而且通过检测可很快查出风险培养罐,因此液体菌种的菌种纯度可达100%,提升了红托竹荪菌种品质。
5 结论
长期以来红托竹荪的菌种生产均采用固体菌种,但其菌丝生长速度慢的特性决定了其生长周期较长,造成生产效率不高,菌龄难以控制。在规模化生产中,受菌种扩繁倍数的影响,母种可能由不同竹荪子实体的分离,造成遗传基因多样,同批次菌棒出菇差异大等问题,导致接种后菌棒污染率居高不下,造成严重经济损失[8,12-14]。而采用液体菌种生产方式制作红托竹荪出菇菌棒,可以极大地减少固体菌种的生长周期;液体菌种扩繁倍数的加大解决了固体菌种扩繁倍数小,母种需求量大的问题,液体菌种制作的所有菌包、菌种均为同一菌株,遗传性状稳定。因此,红托竹荪液体菌种的应用,将为红托竹荪大规模工厂化生产提供保障。
猜你喜欢
农产品加工(2022年6期)2022-11-18
陕西农业科学(2022年2期)2022-03-28
军事文摘(2021年18期)2021-12-02
食用菌(2021年3期)2021-06-03
陕西农业科学(2021年12期)2021-02-21
农民致富之友(2019年10期)2019-05-22
食品与生活(2018年6期)2018-10-08
农村农业农民·B版(2017年11期)2017-12-06
新青年(2017年6期)2017-06-16
农产品市场周刊(2014年20期)2014-09-02
