
薄壁零件加工工艺研究
2021-10-11 06:17刘建炜王祥桢邓锦杰
机械工程与自动化 2021年5期
刘建炜,王祥桢,邓锦杰
(阳江职业技术学院 机电系,广东 阳江 529500)
0 引言
薄壁零件是一种结构特殊、在工程领域应用广泛的零件。由于存在某个方向上尺寸极小,此类零件的加工难度大,易变形,精度难以保证,一般需要使用特别的加工工艺或者工装夹具。本文以某电气设备中支护件加工为例,研究薄壁零件的加工工艺。
1 零件结构分析
图1为某电气设备中的支护件零件图,材质为铝。该零件为典型的薄壁零件,两翼的支腿部分高度为30 mm,壁厚最薄处为1 mm,最厚处为2 mm;两腿连接的大板部分尺寸较大,壁厚为2 mm,在竖直和水平两个方向都存在薄壁部分,零件的可装夹性较差。加工的难点有:两个支腿相互间的尺寸控制;支腿部位1 mm处的尺寸精度控制;保证大板的表面粗糙度。

图1 支护件零件图
2 加工工艺分析和对策
根据上述分析,知道该零件在两个方向上有薄壁,且每个方向都有一定的尺寸精度要求,设计加工顺序如下:先加工两翼的支腿,再采用夹具装夹支腿防止变形,然后加工剩余的大板面。
腿部部分薄壁的加工中采用余量支撑法,对余量进行两侧交错式去除。这样两侧互为支撑,从而在去除余量的同时保证零件的刚度,减少变形。
加工完两腿以后的零件装夹位置受限,为此设计一夹具完成装夹。结合零件形状以及特性,可以使用侧壁作为装夹面。加工时可以在接近到厚度尺寸时降低切削用量,减小切削力,以防止零件变形和影响装夹,也可以在不影响尺寸精度和性能要求的基础上,适当留出1 mm~2 mm的工艺台余量,后续再去除。
工装夹具由夹具体和两个紧固螺栓组成。装夹时将零件放入夹具体中,腿部落入夹具体留出的槽体中,再使用紧固螺栓顶死零件侧面,从而夹紧零件。由于夹具体槽的深度稍小于零件的厚度,这样就可以把壁厚加工出来,留下的夹紧工艺台后续再去除。夹具装夹示意图如图2所示。
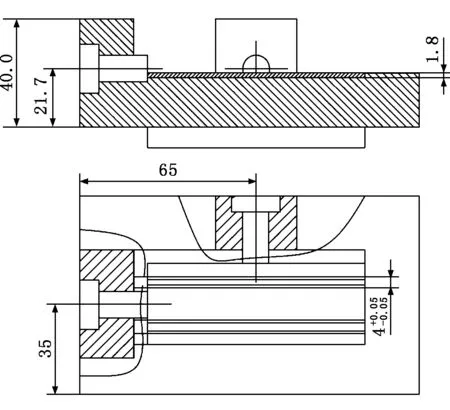
图2 夹具装夹示意图
3 零件加工
(1)平口钳装夹零件加工两腿。采用型腔铣方式进行粗加工侧面,留余量5 mm,然后分层交错加工剩余的余量,再半精加工,最后进行精加工。
(2)夹具装夹零件加工平板薄壁。锁紧工件后采用型腔铣分层加工,留底面余量0.1 mm,再进行精加工。这次装夹中X、Y向基准采用试切法,Z向是需要进行进度控制的方向,X、Y水平方向只需要保证去除余量,且不同夹具干涉即可。此次加工只需保证Z向精度,可使用夹具体上表面作为基准从而保证壁厚。
加工出的支护件如图3所示,通过两次装夹分别采用平口钳和设计的夹具可以控制变形,以保证加工的尺寸。平口钳装夹加工中使用余量增加刚度,并交错去除余量,可以较好地保证零件刚度,减少变形。而平板薄壁位置的加工通过夹具保证对平板的支撑,并通过夹具夹紧侧壁,避免了竖直方向的变形,可以保证平板位置薄壁的精度。该零件具有典型性,可以为薄壁类零件的加工提供有力的参考。
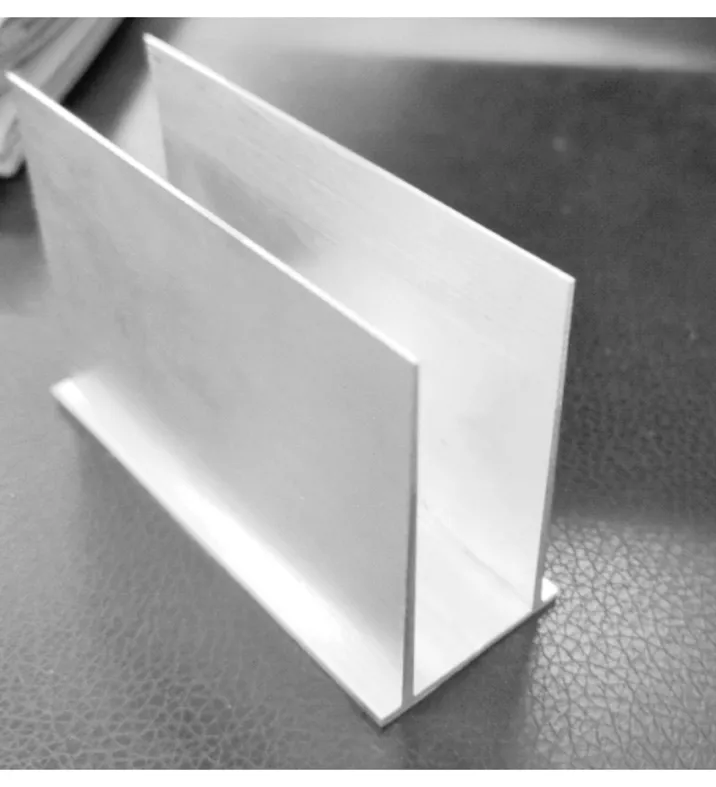
图3 支护件成品
4 结语
薄壁件的特殊性,使得对于它的加工难度增加。通过采用特殊的方法和装夹夹具,可以很好地改善加工中由于切削力导致的变形和精度问题。这个支护零件中采用了余量支撑方法和巧妙的夹具装夹方式,完成了薄壁零件的加工。该方法具有典型性,也可以在其他薄壁型零件上加以应用。
猜你喜欢
中国公路(2021年17期)2021-11-22
汽车工程(2021年12期)2021-03-08
中国科技纵横(2020年5期)2020-06-29
模具制造(2019年7期)2019-09-25
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
工业设计(2016年6期)2016-04-17
凿岩机械气动工具(2015年3期)2015-11-11
汽车科技(2014年3期)2014-08-02
