
WAAM 技术应用与研究现状
2021-10-10 01:04:32王永芳孙秀怀于庆州张建鹏殷子强
中国铸造装备与技术 2021年5期
王永芳,孙秀怀,于庆州,张建鹏,殷子强
(1.济南德正环保科技有限公司,山东济南 271100;2.济南大学 机械工程学院,山东济南 250022)
0 引言
在机械装备的服役过程中,部分构件由于承受较大的载荷或使用过程中长期与配合件进行摩擦而导致磨损的发生,从而造成零件失效,堆焊增材(再)制造技术是最早用于解决上述问题的技术手段之一。堆焊增材(再)制造是使液体金属熔覆在金属的表面,与零件基体之间形成原子结合,防止或减缓其在使用过程中腐蚀与磨损的一种技术方法。
增材(再)制造技术最早起源于上世纪20 年代的美国,Baker 申请了使用可熔化电极采用金属叠加堆积金属饰品的专利。而增材(再)制造技术在我国起源于20 世纪50 年代末,发展初期主要用于修复领域,即恢复零件的形状尺寸;60 年代徐滨士已经开展了恢复形状尺寸与强化表面及表面改性相结合的研究工作之一;改革开放后增材(再)制造技术的应用领域进一步扩大,从修理业扩展到制造业;90 年代受先进制造技术理念的影响,与智能控制技术和精密磨削技术相结合的近净形技术(Near Net Shape)引起了制造业的广泛关注,成为增材(再)制造技术从技艺走向科学的重要标志[1,2]。
作为一种延长零部件使用寿命的可靠手段,堆焊增材(再)制造技术至今广泛应用于核工业、石油化工、采矿以及农业设备等[3,4]。传统的增材制造主要包括焊条电弧焊、埋弧焊、气体保护电弧焊等,这些方法比较成熟,应用较为广泛。随着增材技术的不断创新,高效电弧焊(多丝焊、宽带极焊)、电渣焊、等离子弧焊、电子束焊等新方法不断得到发展[5-8]。近十几年来,以激光增材制造为代表的高能束堆焊技术得到了迅速发展,由于高能束方法可以实现热输入的准确控制,且能量密度高,热变形小,熔覆金属成分和堆焊层稀释率可控制性好,因而得到性能优越的堆焊层[9-11]。但激光设备和电子束设备价格昂贵,在工作过程中效率也较低,限制了其在工业生产中的广泛应用[12]。
与基于粉末材料的激光增材制造技术相比,电弧增材制造(Wire Arc Additive Manufacture,WAAM)工艺因其设备成本低,工艺窗口宽,成型效率高等优点受到人们的关注[13,14]。WAAM 技术通过钨极惰性气体保护焊(GTAW)、熔化极气体保护焊(GMAW)的和等离子弧焊(PAW)产生的电弧作为热源,在熔覆过程中填充焊丝逐层熔覆,最终接近成型[15]。通过WAAM所获堆焊层的质量取决于熔覆材料、增材制造时的工艺参数以及周围环境的影响,堆焊层的耐磨性又取决于熔覆层中硬质相的类型、形状和分布以及与基体的融合情况,为了有效发挥堆焊层的作用,通常希望所获得的堆焊层有较小的稀释率、合理的组织类型、形状以及分布[16]。
当前WAAM 技术主要应用于各种金属材料,包括铝、镍、钛合金、碳钢以及合金钢和其他金属[17],本文主要综述WAAM 中几种典型的材料,讨论其所获堆焊层的微观结构以及对于显微硬度与耐磨性能的影响,最后对增材制造技术的发展做出了展望。
1 WAAM 技术的优势
WAAM技术以电弧作为热源,以线材为原料快速制造零件、修复零件,WAAM成形原理如图1所示。利用增材制造技术对零件进行表面改性,全面提升使用零件的力学性能以及增加零件的使用寿命。除此之外,采用WAAM与其他AM堆焊技术相比,具有以下优势[18,19]:
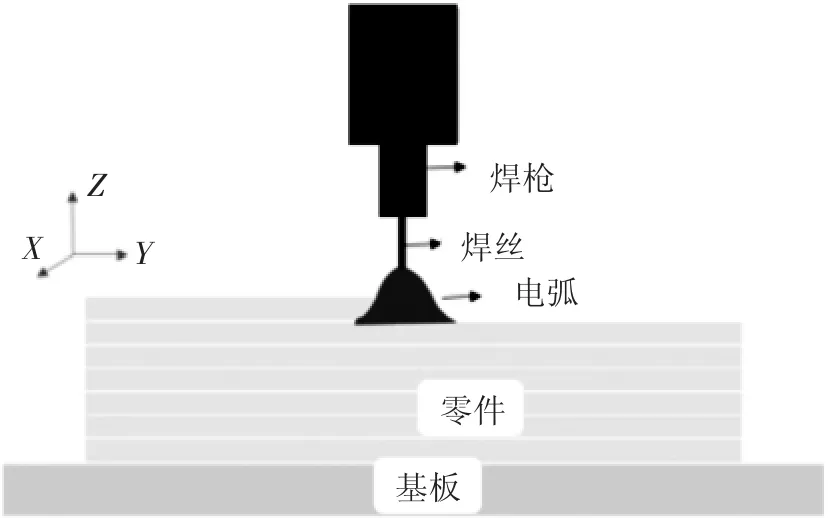
图1 WAAM原理
(1)设备成本相对较低,与激光、电子束等增材制造方法相比,WAAM 堆焊设备不受设备成型腔和真空室的限制,拥有较低的设备成本。
(2)以线材作为原料利用率高,一般以焊丝作为堆焊层的原料,焊丝制造技术成熟,价格便宜,且成形后不需要进行复杂的加工,具有较高的材料利用率。
(3)更高的生产效率,拥有良好的制造灵活性,工艺设计较为简单,参数易于控制,通过调节堆焊过程中的工艺参数实现对热输入的调节,增加热输入加快焊丝的融化速度以及焊接速度,可用于原位修复较大尺寸的零部件。
(4)堆焊层致密度高。WAAM 材料适用范围广,可对铜、铝等激光反射率高的材质进行加工,获得的熔覆层成分均匀,堆焊层与母材或堆焊层之间实现冶金结合,力学性能好。
2 WAAM 技术应用与研究现状
2.1 铝及其合金
铝合金是一种导电性、导热性、可塑性优良的金属材料,铝合金在WAAM中的应用是当前一个活跃的研究领域[20-22]。由于铝合金其高反射与高导热系数等自身属性的限制,在WAAM过程中,如果层与层之间的热量输入和焊道停留的时间选择不当,往往会导致孔隙率增加以及晶间裂纹出现[23]。为避免铝合金加工中产生的问题,目前较为适用的方法是选择合理的堆焊工艺及调整适当的堆焊参数减少堆焊中出现的问题[24,25]。
在堆焊过程中,可以通过增加WAAM过程中的热输入来提高熔覆效率,但这必然会导致熔覆层间的温度升高。焊层间经历多次热循环和表面氧化物重熔,使铝合金很难实现精细的微观结构以及较低孔隙率和较好的力学性能。Leandro João da Silva 等[26]提出了基于WAAM技术的热管理技术——近浸没式主动冷却(NIAC)实验装置概念,如图2 所示,即预制件相对连续且受控地浸入工作槽内的冷却液体中,并于传统的自然冷却与被动冷却进行比较,发现这种热管理技术能够减少热量积累,同时高散热率能够使制造的零件保持在一个合理的低温范围内。但这种热管理技术对降低孔隙率没有明显的帮助,针对热输入与孔隙率之间的关系,Cong Baoqiang 等[27]通过应用变极性冷金属转移(VP-CMT)技术,在降低Al-Cu合金堆焊层温度的同时还显著降低了堆焊层的孔隙率。在此基础之上,Zhang,Chen 等[28]采用变极性冷金属转移(VP-CMT)技术降低了Al-Mg 合金堆焊层气孔率,在堆焊的过程中,粗大的柱状晶转变为较为细小的等轴晶。虽然降低热输入可以起到改善堆焊层中孔隙率的作用,但一些微孔的存在还是会使铝合金展现出各向异性的特征,这种特性的存在将会在很大程度上限制其使用范围。
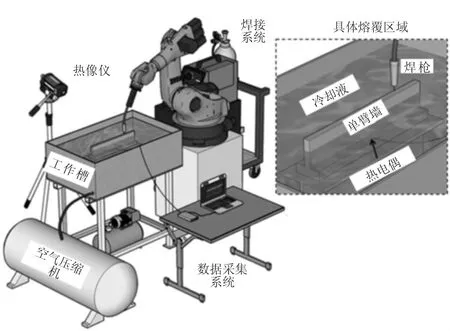
图2 NIAC 概念的实验装置表示法[26]
另一方面,在铝镁合金堆焊过程中,降低堆焊层间的温度能够有效提升其力学性能[29]。对于热输入对力学性能方面的关系,国内外学者也做出了大量研究。Oleg Panchenko 等[30]通过调整工艺参数(送丝速度和焊接速度)提高了Al-Mg-Mn 堆焊层的拉伸性和延展性。虽然调节工艺参数能够改善铝合金材料的力学性能,但对于重要零部件的服役中,单单通过改变工艺参数这一方式还无法满足其使用要求。Chen Zhang 等[31]在堆焊Al-Mg合金的过程中除了选择合适的工艺参数,还增加了辅助堆焊制造的机械振动装置,如图3 所示。发现通过这种方式获得的堆焊层在降低孔隙率、细化组织、降低其各项异性特性,提高其各方面的力学性能均有所帮助。Sun Rujian 等[32]将WAAM 技术与激光冲击强化技术相结合方式制造了2219 铝合金零件,激光冲击强化示意图、冲击路径以及激光冲击强化后的样品图如图4~6 所示,通过激光冲击强化辅助WAAM 技术,所获零件晶粒更加细小,激光冲击强化的过程中使零件产生高密度位错和孪晶,提高了零件的屈服强度。
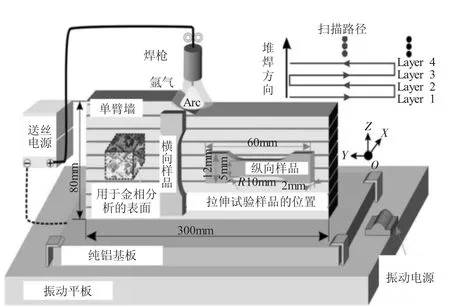
图3 振动装置以及测试试样示意图[31]
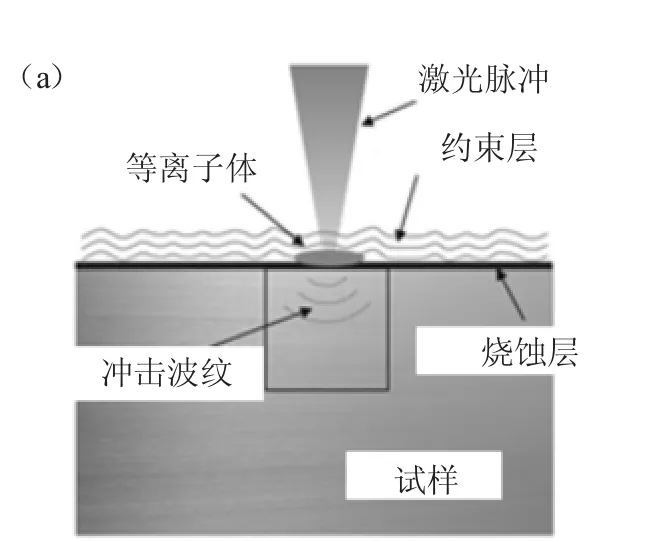
图4 激光冲击强化示意图
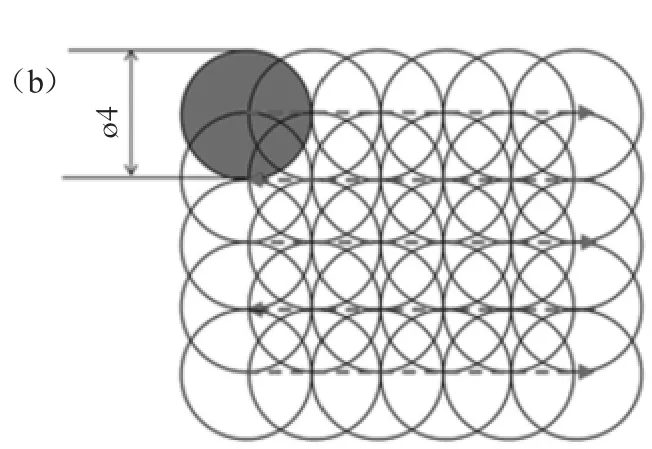
图5 重合率50%的激光路径

图6 激光冲击强化WAAM2319 铝合金试样[32]
综上所述,虽然铝合金堆焊过程中存在诸多问题,但是随着铝合金在工业生产中越来越越重要的地位以及堆焊技术的不断成熟完善,铝合金在增材制造过程中面临的问题都将能够很好的解决。
2.2 镍基合金
镍基合金是一种高温合金,属于Ni-Cr 固溶强化合金,其强度主要来自难熔金属铌和钼在镍铬基体中的固溶硬化效应[33]。该合金具有优异的耐热腐蚀、耐疲劳、耐磨性和良好的焊接性,在高温下具有很好的强度[34],被广泛应用于航空航天、石油化工、船舶工程等领域[35,36]。然而却由于高昂的成本限制了这种材料的使用[37],堆焊表面改性成为了解决这一问题经济、有效地方式,即选择低碳钢或者低合金钢作为基体熔覆一层镍基合金材料既满足使用要求又显著降低成本[38]。迄今为止,各种镍基合金,包括Inconel 625 以及Inconel 718都可以通过堆焊的方式达到表面改性的目的。
国内外学者对于Inconel 625 合金的研究已经取得一定成果,Thivillon,L.等[39]研究了激光熔覆与GTAW 两种工艺制备Inconel 625 堆焊合金时微观组织和力学性能方面存在的差异,由于激光束的高能密度,激光熔覆制备的堆焊层在微观组织以及力学性能方面要优于GTAW 所制备的堆焊层。针对如何改善WAAM 堆焊层的微观组织,提升其力学性能这一问题,Xu,F.J.等[40]采用脉冲等离子弧作为堆焊热源并采取了焊层间冷却的堆焊方式制备Inconel625 堆焊层,并与不采取冷却的连续堆焊方法相比较,通过两种方式堆焊的试样如图7 所示。前者无论是在成形质量还是在力学性能方面都要优于不采取层间冷却的连续堆焊方法。而Wang,J.F.等[41]基于焊层间冷却的堆焊方式,利用GTAW 技术制备Inconel625 合金堆焊层,发现靠近基体部分的微观结构较为细小,其硬度、耐磨性要优于顶层位置。同一堆焊零部件中不同区域的微观结构及其性能的区别受堆焊过程中的热量的影响,各个堆焊层之间经历了不同次数的热循环,造就了这种差异。而采用焊层间冷却的堆焊方式目的就是减少热循环对堆焊层带来的影响。为了能更好的改善热量输入对堆焊层带来的影响,Wang Yangfan 等[42]利用CMT 技术制备Inconel625 堆焊层,CMT 技术由于其特殊的熔滴过渡方式,能够对堆焊层产生较少的热量输入,在堆焊过程中将焊接速度作为变量,在三种不同速度下形成的堆焊试样如图8 所示。同时将CMT 技术制备的堆焊层与铸造的Inconel625 合金进行了比较,论证了CMT 技术在Inconel625 合金制造中的适用性。而王匀等[43]研究了基体表面粗糙度对于堆焊层耐腐蚀性能的影响,发现较小的基体表面粗糙度,有利于提升堆焊层的耐腐蚀性。
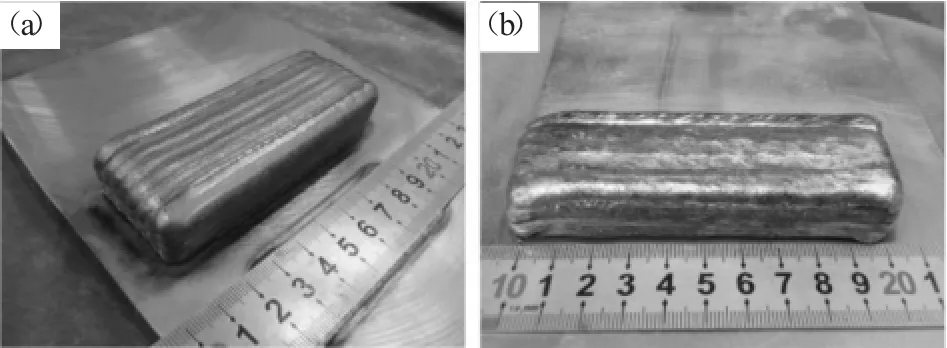
图7 脉冲等离子弧焊制备的样品
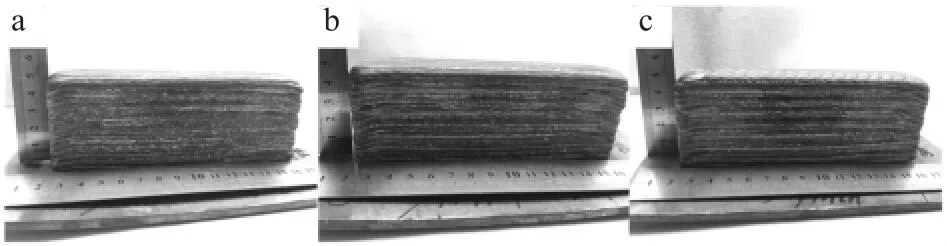
图8 CMT-WAAM制备的块状样品
据报道,通过WAAM技术制造的镍基合金堆焊层,其显微组织一般存在较大的柱状晶粒[44],较多数量的Laves 相析出物和MC 碳化物[44,45]。因此,还需要采用合理的后处理工艺使组织细化,减少熔覆层中铌的偏析,获得枝晶间不连续的Laves相,使硬质相更好的嵌入到软基体当中,更大程度的提升堆焊层在服役过程中的耐磨性。
镍基合金由于其自身属性的优势,必然会在工业发展中担负更加重要的角色。较高的价格也会使得镍基合金更多的应用于表面改性,选择合理的堆焊工艺以及参数,通过一系列的措施来改善镍基合金堆焊层的力学性能将会受到更多研究者的关注。
2.3 钛及其合金
相比当今在航空化工领域应用的镍基高温合金,钛合金具有更低的密度,且钛合金具有良好的力学性能、良好的生物相容性和优异的耐腐蚀性,在武器、航空、化工等领域得到了广泛的应用[46,47]。然而钛较高的成本又限制了其应用,相对于传统的减材制造,AM就显示出了它的优势[17]。钛合金由于其优异的耐腐蚀性被认为是极为重要的耐腐蚀结构材料,因而作为防腐涂层具有广阔的应用前景[48]。
针对钛合金堆焊技术,激光熔覆技术由于其较低的能量输入,能够获得组织细小的涂层,成为制备钛合金硬质涂层的最常用的技术[49-53]。H.Attar 等[54]利用激光熔覆和WAAM 制造钛合金堆焊层,由于WAAM 较高的热输入,最终制备的堆焊层在拉伸以及耐磨性能方面要低于激光熔覆堆焊层。然而,激光熔覆设备昂贵且需要特定的条件,相比之下,WAAM 技术成本低,对条件的要求较少。针对如何改善WAAM技术下钛合金堆焊层的力学性能,国内外学者从各个角度出发。Zixiang Li 等[55]等采用热丝WAAM 技术减少堆焊过程中的热输入,热丝电弧增材制造示意图以及电阻加热原理如图9 所示。发现热输入对于堆焊层的宏观形貌、微观组织以及拉伸性能都有较为明显的影响。Jun Wang 等[56]则通过调整堆焊电流确定了合适的堆焊电流,图10 展示了不同工艺参数下熔覆层沿深度方向的显微硬度转变。在60A 电流下获得的Ti6Al4V 堆焊层达到最高的硬度及耐磨性能最佳。
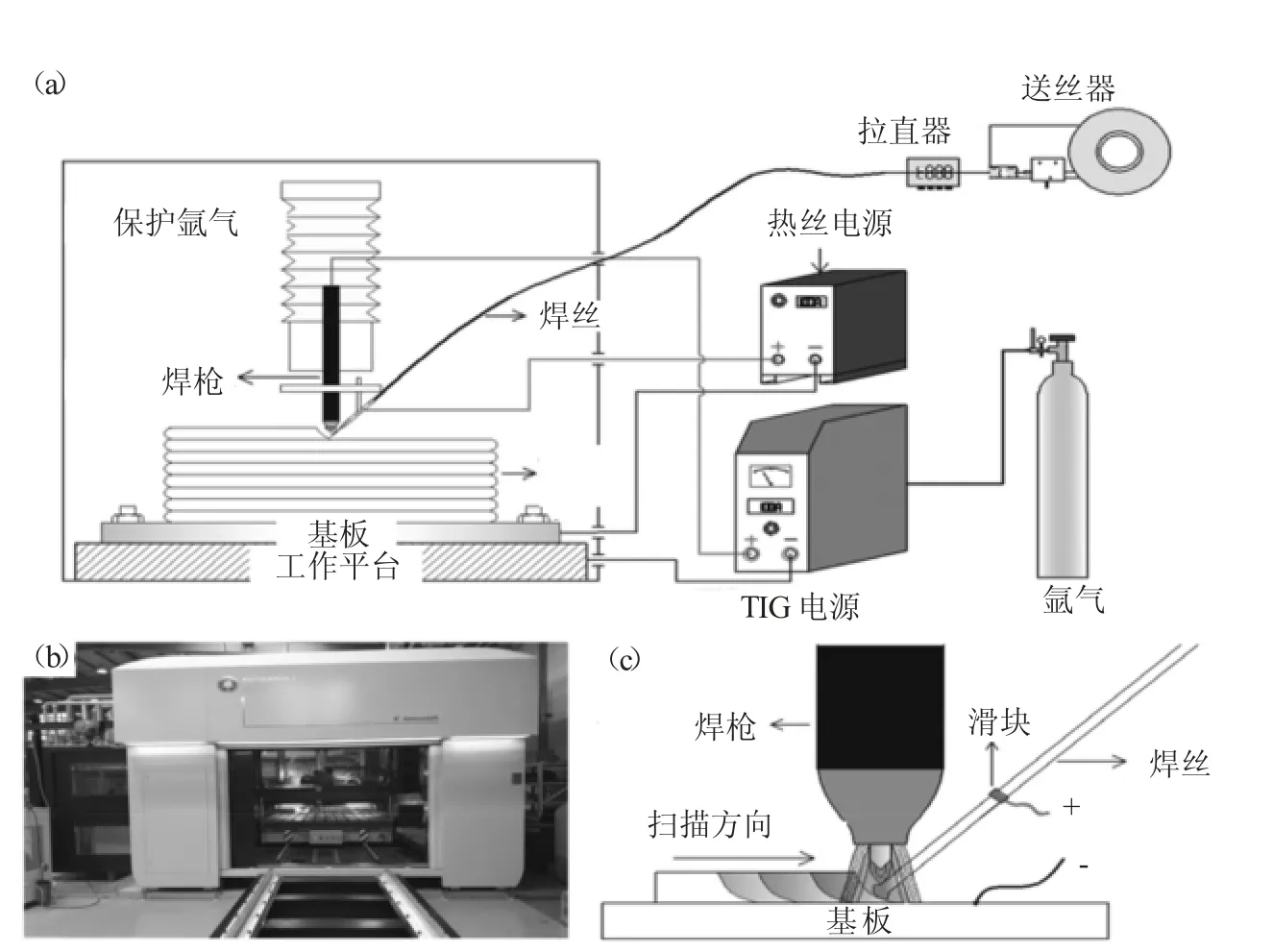
图9 热丝电弧增材制造

图10 不同工艺参数下熔覆层沿深度方向的显微硬度转变[56]
采用钛合金作为表面改性材料,除通过调整焊接参数获得力学性能良好的堆焊层外,还可以调整钛合金堆焊层成分的方法来提高堆焊层性能。由于氩弧焊在堆焊过程中采用氩气作为保护气体,对堆焊层和过热区进行保护防止其氧化,所以氩弧焊制备钛合金堆焊层得到较广的应用。Mridha 等[57]和Monfared 等[58]分别通过TIG 技术制备钛合金堆焊层,所获堆焊层均有较高的硬度以及良好耐磨性能。An Q 等[59]制备了高质量的TiBw/Ti6Al4V 复合堆焊层,发现堆焊层硬度随着电流的增大而有降低趋势,其微观组织增大。
伴随着科学技术的发展与WAAM 技术的不断成熟,钛合金材料的研发和应用也进入了新阶段,选择合理的堆焊技术以及合理控制堆焊过程中的热输入,堆焊技术必然会更多的应用到钛合金领域。
2.4 高铬铸铁
高铬铸铁是高铬白口抗磨铸铁的简称,通常含有8%~35%Cr 和2%~5%C,是一种性能优良而受到重视的耐磨材料[56,60],它以比合金钢高的多的耐磨性,比一般白口铸铁高得多的韧性、强度,同时还兼有良好的抗高温和抗腐蚀性能,加工生产便捷、成本适中[61,62],而被誉为当代最优良的耐磨料磨损材料之一。FeCrC 的耐磨粒磨损性能源于Cr 碳化物镶嵌在韧性较好的Fe 基体中,这些碳化物会阻碍磨料的渗透。因此,增加硬质相的数量对磨料耐磨性有积极的影响[61,63]。与镍基和钴基堆焊合金相比,FeCrC 合金由于成本的优势,所以在生产中使用的频率更高。
根据合金中C 和Cr 的含量不同,高铬铸铁又可分为亚共晶、共晶、过共晶成分,三种类型不同的高铬铸铁在凝固过程中展现了不同的微观结构,也展现了不同的耐磨性。过共晶FeCrC 堆焊层的微观组织由嵌入在共晶基体中尺寸较大的先共晶M7C3碳化物和铁素体基体组成,较为粗大的先共晶M7C3碳化物是脆性的,在磨损过程中容易开裂。针对如何改善堆焊层组织粗大,影响堆焊层耐磨性问题,Afzalleh Jilleh 等[64]将铌、钼(钨、钒作为微量元素)添加到的过共晶耐磨堆焊层,表1 展示了基体以及焊丝A、B、C、D 的化学成分含量。发现合金元素的加入可使堆焊层中先共晶M7C3碳化物相晶粒细化,如图11 所示。硬质相细化的同时提高了堆焊层的耐磨性。冒志伟等[65]在Fe-Cr13-C 耐磨堆焊焊条药皮中加入Nb 和N,从而增加了堆焊层中硬质相析出相数量,并使堆焊层中的马氏体发生细化,显著提高了其硬度与耐磨性。以上学者从堆焊层材料角度出发,考虑添加合金元素增加异质成核点带来的组织细化,也有学者从焊接工艺方面考虑,提高堆焊层的耐磨性能。Karsten Günther 等[66]通过对焊丝进行电阻加热,使焊丝在进行熔覆之前具有一定的初始温度,从而降低了电弧的输入能量,对堆焊过程中的稀释率起到了一定控制作用,同时也提高了熔覆速度以及耐磨性。
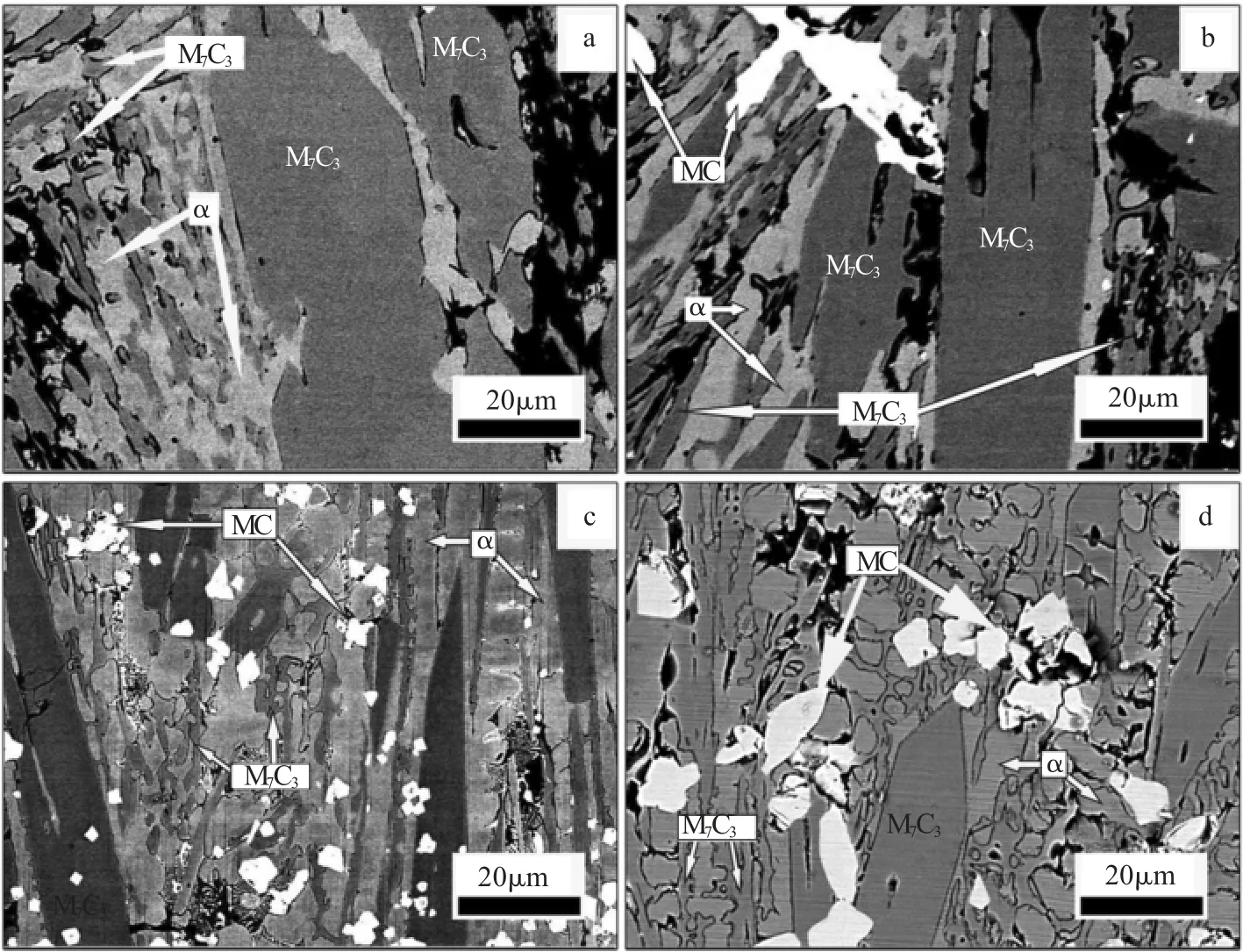
图11 SEM背散射电子显微照片
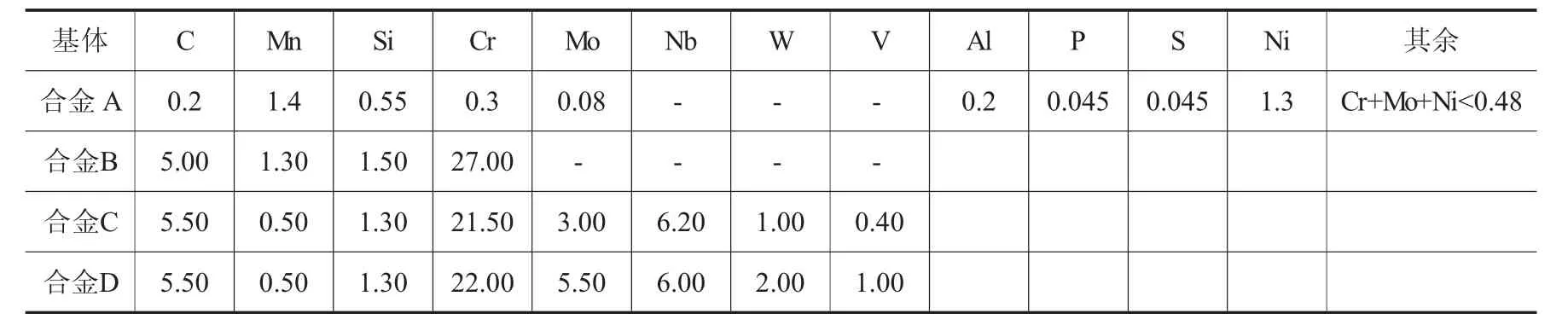
表1 基体以及合金A、B、C、D 的化学成分[64]
在高铬铸铁的应用过程中,组织中的M7C3碳化物是影响堆焊层硬度和耐磨性的主要因素之一,合金元素的加入改善了材料内部组织,提高了耐磨性能,在今后的研究中,如何合理的把控合金元素的投入的成分以及调节工艺参数使其稀释率保持在一个最佳的范围也是其研究的一个重点。
2.5 碳钢及合金钢
钢类材料的堆焊取决于钢中碳的质量分数[67-69],钢中的合金元素(包括碳)的质量分数按其作用换算成碳的相当含量称为碳当量。经验证明,碳当量小于0.4 是理想的范围,碳当量越高裂纹倾向就越大,焊接性越差。
低碳钢的碳当量小,塑性好,一般没有冷裂倾向,焊接性优良。中碳钢的碳的质量分数较高,通过WAAM 时易产生淬硬组织和冷裂纹倾向[70,71],如图12 所示,一般采取预热或者缓冷的工艺措施来预防裂纹的产生[72-75]。高碳钢的焊接性更差,一般只限于修补工作。在堆焊过程中,热循环一直以来都是研究的重点问题,其对于堆焊层影响也是没有一个统一的规律。Suryakumar 等[76]研究发现低碳钢经历的热循环次数与硬度成反比,即堆焊层的最后几层经历的热循环次数少,所以最后几层拥有较高的的硬度,同时他们还认为,热循环会导致相邻受影响层退火和软化。然而Zeqi Hu[55]在5CrNiMo 热锻工具钢的WAAM中发现随堆焊层高度的增加,堆焊层的散热条件恶化,其顶层组织较为粗大,堆焊层底层硬度要高于顶层,后堆焊层对前堆焊层起到回火作用,对于其组织没有明显影响。而蒋小华等[77]基于有限元分析软件ABAQUS,研究低合金钢与不锈钢异质金属堆焊残余应力的分布规律,发现后焊焊道对先焊焊道有一定的退火作用,可以适度降低先焊焊道时形成的残余应力。对于不同材质的钢种堆焊制造,观察微观组织演变以及其力学性能将是研究的一个趋势。
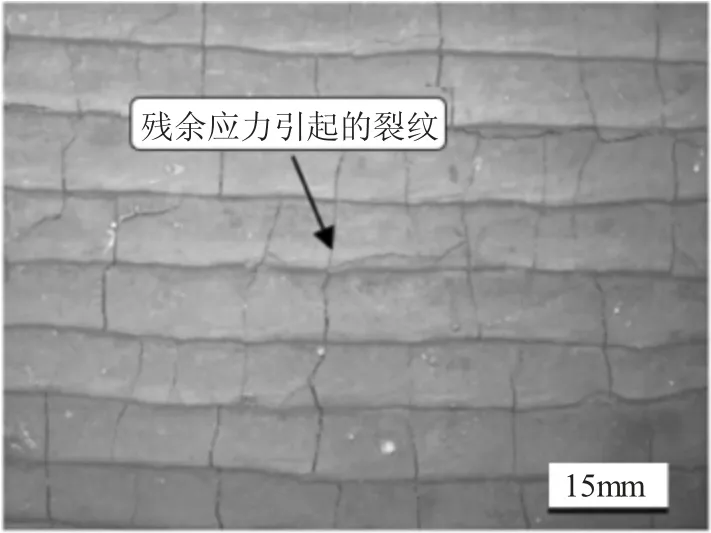
图12 焊接裂纹
刘爱军等[78]采用CMT 技术在Q345 钢表面堆焊高Cr 合金钢,堆焊层的组织以马氏体和残余奥氏体为主,且堆焊层的硬度远高于基体硬度。在堆焊过程中由于热输入引起的稀释率同样研究重点问题,对于钢铁材料的堆焊过程中,普遍认为稀释率的增加会导致耐磨以及耐腐蚀性能的下降。黄卫东等[79]在S271 低合金钢上堆焊690 镍基合金,发现单层单道堆焊时焊接速度、送丝速度和输入电流对稀释率均有影响。周彦林等[80]采用双钨极高效焊接技术,如图13,在低合金高强钢SA-516-70N 基材表面堆焊不锈钢过渡层和耐蚀层,其稀释率仅为7.6%。史顺望等[81]采用MAG 焊及实心不锈钢焊丝进行堆焊工艺试验,耐蚀层组织为树枝状奥氏体组织,电化学腐蚀性能良好。
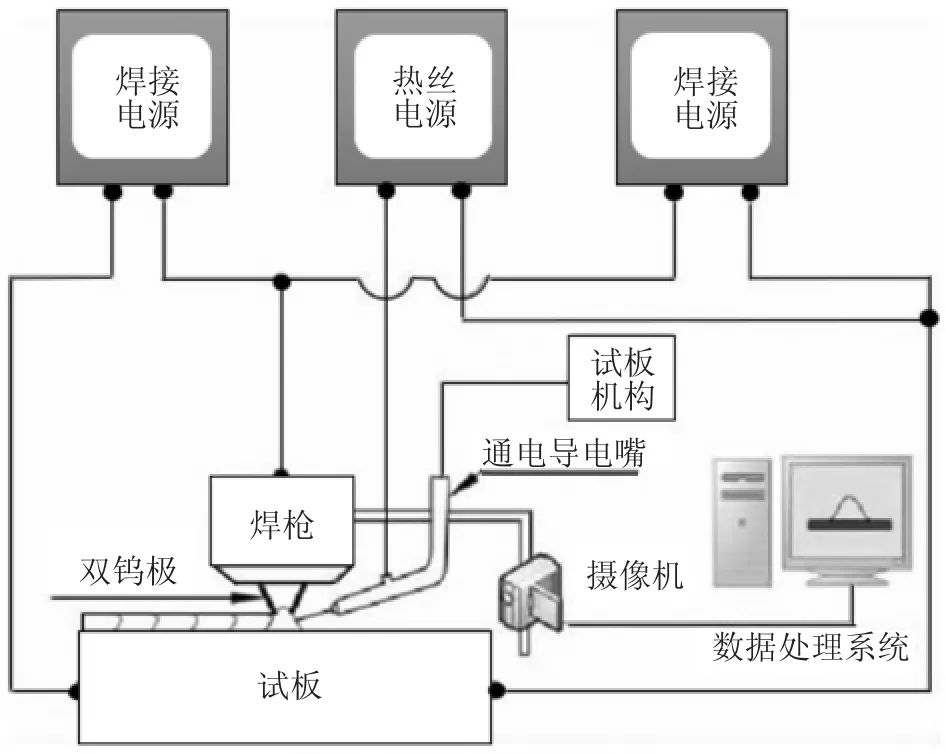
图13 双钨极焊接装置示意图[80]
此外,可用于堆焊合金不仅局限于这几种材料,常用的堆焊材料还有钴基、铜基等材料,堆焊合金的选择要根据工作环境的选择而确定,不同堆焊合金的化学成分以及微观组织对堆焊层的使用起着决定性的作用[1]。
3 WAAM 技术存在问题及发展趋势
3.1 存在问题
虽然WAAM 技术是有广阔的发展前景,但WAAM 过程中仍有些关键问题需要考虑。由于WAAM 较其他增材方式输出热量较高,通过WAAM制造的零件受到以下因素的影响[82-84]:
(1)成型精度。由于熔滴的过渡方式以及熔池的形状不可控,对于堆焊成型后零件的轮廓尺寸以及堆焊层的表面精度会存在较大的偏差,要采用焊后加工的方式对堆焊层进行加工以达到理想的精度,但这无疑增加了额外的成本,延长了零件生产周期。
(2)堆焊缺陷。在制备堆焊层过程中,零件在加热过程中发生受热膨胀,而在凝固过程中又由于受冷发生收缩,热胀冷缩的过程中使零件产生孔隙、变形和裂纹等缺陷。
(3)工艺参数调节。在堆焊过程中工艺参数的调节也是关键的方面,对于不同的堆焊材料应选择不同的堆焊参数,选择合适的工艺参数能形成良好的堆焊层质量,从而避免堆焊层产生不必要的缺陷。
(4)堆焊层组织及性能。由于WAAM是快速加热与快速冷却的过程,在堆焊过程中热循环造成的组织转变较为复杂,组织的不同决定零件的使用性能。
3.2 WAAM 技术的发展趋势
伴随着WAAM技术的发现,堆焊增材制造技术已广泛应用在了航空航天、石油化工以及采矿等领域,并取得了显著成效,为制造业发展做出了突出贡献。为了使WAAM堆焊技术更加成熟的应用于不同的工业领域,还需要克服在生产领域面临的一些挑战。针对所面临的问题,从以下几个方面对WAAM堆焊技术的发展做出了展望。
(1)实现WAAM 堆焊与后处理一体化,缩短零件生产周期。后处理一方面是对成形后的堆焊层进行加工达到尺寸精度,另一方面对堆焊层进行进一步的热处理,更好的满足使用要求。将堆焊与后处理整合一体化,从而提高生产效率。
(2)在堆焊过程中采取辅助工艺措施,达到细化晶粒、消除应力的目的。由于WAAM热量输入较大,在成型零件中不可避免的会出现粗大的的晶粒以及热膨胀与热收缩引起的应力,通过在堆焊过程中添加辅助工艺减少加热冷却过程引起的应力,控制堆焊层的冷却速度来获得所需的微观组织。
(3)进一步优化堆焊时工艺参数,实现堆焊层与母材之间的可靠的冶金结合。可以针对不同的材料和工艺进行研究,以获得最佳的工艺参数,针对不同的材料以及工艺进行研究需要投入大量的精力,在这方面还有很长的路要走。
(4)根据不同的工作环境,开发适用于WAAM技术的优异堆焊材料。在兼顾环境保护与利益的前提下,根据不同的母材与工作环境开发更加耐用的堆焊材料,进一步提升零件的使用寿命。
(5)借助仿真软件,模拟堆焊过程中残余应力、复杂的热循环,预测堆焊过程中可能产生的缺陷并进行准确分析,为实际生产提供支持。
4 总结
综上所述,WAAM 技术以其较低的设备成本,较高的材料利用率以及较高的生产效率被广泛应用于各个领域。虽然在WAAM的过程中还有较多的问题亟需解决,但随着WAAM技术的不断创新发展,这些生产中存在的问题都可以通过采用合理的工艺得到弥补。伴随着工业化进程的加快,增材制造技术的发展与成熟,需要堆焊增材制造的领域也越来越多,对堆焊增材制造技术的发展提供了更多的道路。同时随着人们资源保护意识加强,通过增材制造技术修复零件或者对零件进行表面改性的应用前景更加广阔。
猜你喜欢
石材(2022年4期)2022-06-15 08:55:02
云南化工(2021年11期)2022-01-12 06:06:14
山东冶金(2019年3期)2019-07-10 00:54:06
山东冶金(2019年3期)2019-07-10 00:54:00
制造技术与机床(2019年6期)2019-06-25 10:17:38
表面工程与再制造(2019年1期)2019-05-11 08:51:28
新世纪水泥导报(2016年1期)2016-07-01 04:00:41
焊接(2016年4期)2016-02-27 13:02:12
焊接(2015年9期)2015-07-18 11:03:53
燕山大学学报(2014年3期)2014-03-11 15:28:31
