
劣质渣油清洁高效加工技术开发
2021-10-10 05:41:14申海平侯焕娣
石油炼制与化工 2021年10期
申海平,董 明,侯焕娣,王 红,龙 军
(中国石化石油化工科学研究院,北京 100083)
延迟焦化具有原料适应性强、转化率高、投资较低、技术成熟等优点,是目前高沥青质、高金属含量劣质渣油的主要加工方式之一。除常规渣油外,炼油厂中二次渣油(油浆、乙烯焦油等)、罐底油、污泥等也可以进延迟焦化装置进行加工,因此延迟焦化装置又被称为炼油厂的“垃圾桶”[1]。但随着环保要求和炼油产品高端化要求的不断提高,延迟焦化目前面临严峻的挑战,主要体现在:①延迟焦化的石油焦产率通常在30%以上,较高的焦炭产率导致石油资源利用率较低;低价值的焦炭产品在高油价时使延迟焦化装置的技术经济性受到影响。②国家对高硫石油焦的生产和使用要求进一步提高,限制了生产高硫石油焦的延迟焦化的应用[2]。③延迟焦化生产过程中频繁的焦炭塔切换操作、水力除焦,以及石油焦的储存运输等,都会造成油气挥发分逸出、影响环境。因此,鉴于延迟焦化目前面临的巨大挑战,急需开发满足炼油厂生产及环保要求的高转化率、低生焦率、绿色环保且长周期稳定连续生产的劣质渣油高效加工新技术。中国石化石油化工科学研究院(简称石科院)自21世纪初已开始研究如何在较低生焦率的前提下,将劣质减压渣油高效地转化为不含沥青质、不含金属的改质油或馏分油,为现有炼油厂加氢或催化裂化装置提供优质原料。
目前,中国石化延迟焦化装置加工的劣质渣油原料的残炭通常都在20%以上、重金属(Ni+V)质量分数在200 μg/g以上,其四组分(SARA)中沥青质质量分数均大于10%。因此,要实现渣油的高效转化、轻质化率达到95%以上,就必须对渣油中的沥青质组分进行轻质化转化。通过对渣油中最难转化的沥青质组分在分子水平上进行分子结构、分子间相互作用、存在形态以及沥青质分子反应化学行为进行研究,发现在高压临氢状态下,使用高度分散、高活性催化剂,在特定反应介质中,可以实现沥青质分子脱金属、裂化形成轻质组分的目的[3-6]。
石科院在对沥青质分子结构、聚集形态、反应化学工艺深入研究的基础上,对反应器物流分布、传热传质过程以及反应工程进行冷模拟和热模拟研究,开发出具有自主知识产权的劣质渣油高效改质技术——劣质渣油临氢热转化(RMX)技术及其配套催化剂制备和应用技术,其核心是将渣油中的沥青质转化为轻质油而不是焦炭。经过十多年的研发,石科院完成了RMX技术的基础研究及中试研究,并与相关单位合作完成百万吨级工艺包设计[7],其配套的3 000 t/a催化剂生产装置已投产运行。
1 RMX技术开发进展
1.1 渣油临氢热转化反应机理
渣油是原油中沸点最高,密度、黏度最大,杂原子和沥青质含量最高的重质组分。从化学组成看,渣油的氢含量低,氢碳原子比小,体系严重缺氢,裂化性能差,而且杂原子(S、N、金属Ni和V等)含量高,加工过程中容易沉积在催化剂表面,造成催化剂失活[8-10];从分子结构看,渣油组分的分子大、结构复杂,通常是由50~100个骨架碳原子组成,是由具有不同反应性能的分子/基团组成的集合体。不同基团的轻质化路线及反应条件不同,并相互影响,如图1所示。由于分子尺寸较大,加工过程中渣油分子很难与负载型催化剂微孔中的活性中心接触。
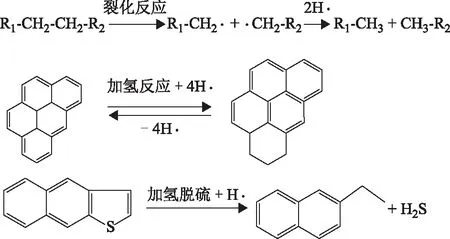
图1 渣油中不同结构化合物的轻质化反应路径
由图1可知,大分子烃类组分的轻质化过程需要活泼氢参与,但体系中的活泼氢自由基的数量有限,因而在渣油催化临氢热转化体系中,不同分子/基团之间会争夺活泼氢自由基。利用分子模拟技术计算链烷烃自由基、芳烃自由基与氢自由基反应的能垒,发现链烷烃自由基的夺氢能力强于芳烃自由基,因而渣油体系中大量链烷烃自由基的存在会抑制芳环结构的饱和。另一方面,实现渣油高效轻质化,需要实现其所有组分或基团的高效轻质化;但渣油不同组分或基团适宜的轻质化反应条件不同:链烷烃的裂化反应需要高温、低氢压和较短停留时间,而芳环的加氢饱和反应需要低温、高氢压和较长停留时间;因此,二者的轻质化过程会相互影响。
从图1还可看出:链烷烃发生裂化反应即可获得轻质化产品;含硫杂环化合物需通过加氢脱硫实现轻质化;而稠环芳烃的轻质化过程不仅需要芳环加氢饱和,而且饱和后的环烷环要进行开环反应才可生成轻质化产品(沸点低于524 ℃)。然而,在纯热反应体系中,环烷环开环反应的几率很低;而且稠环芳烃加氢反应是可逆反应,环数越多、温度越高,稠环芳烃越容易发生脱氢反应。因此,在热力学上高温对芳环的加氢饱和不利。
在减压渣油体系中,特别是在沥青质含量高的渣油中,沥青质并不是以分子形式存在,而是以弱化学力相互作用聚集形成沥青质超分子团聚体。与沥青质分子相比,沥青质超分子团聚体的尺寸超大、极性更强、杂原子含量更多、化学结构更复杂,因而在加工过程中更容易发生聚沉、分相和积垢结焦[11]。
石科院以来源于3种不同减压渣油(TH减渣、SZ减渣和YZ减渣)的沥青质为原料,进行沥青质催化临氢热转化反应研究。来自3种减压渣油的沥青质均以大陆型分子为主,其性质见表1。从表1可见:不同产地沥青质的元素组成有所差异,其平均相对分子质量为650~700、氢质量分数为7.05%~7.60%;沥青质分子中杂原子含量较高,特别是硫含量较高,其中来自SZ减渣的沥青质硫质量分数最高,达到8.23%;平均每个沥青质分子中可能存在多个杂原子,其中杂原子S的个数最多;沥青质中含硫组分的占比最高,可达80%以上,且其中含多个S原子的组分也占较大比例。此外,沥青质中含氮组分的含量仅次于含硫组分,TH减渣和YZ减渣的沥青质中含氮组分含量较高。

表1 不同来源沥青质的主要元素组成、杂原子数及平均相对分子质量
在相同的热转化温度、氢分压、催化剂用量下,对3种不同来源的沥青质进行相同反应时间的临氢热转化,其转化结果如图2所示。从图2可以看出,绝大部分沥青质均可以轻质化,来自TH减渣、YZ减渣和SZ减渣沥青质的轻质化率分别达到77.43%,82.81%,85.78%。结合图2与表1不同沥青质的轻质化率和元素组成可以看出,随着杂原子(特别是S原子)含量逐渐增加,沥青质的轻质化率逐渐提高。这说明,沥青质中硫、氮等杂原子的存在对沥青质的轻质化有利。
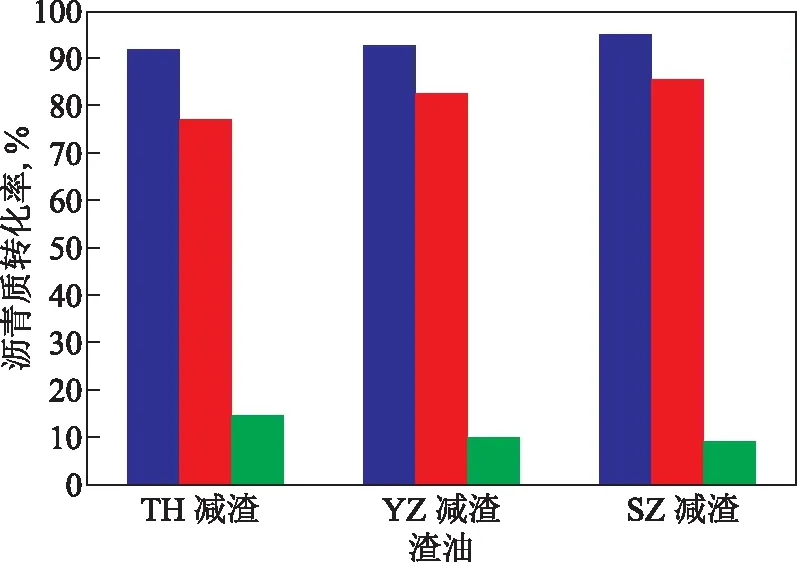
图2 不同渣油沥青质催化临氢热转化结果■—沥青质转化率; ■—沥青质轻质化率; ■—沥青质缩合率
以某高沥青质含量的减压渣油为原料,进行渣油临氢热转化试验,分别考察催化剂添加量、反应温度、反应时间和反应氢分压对反应过程的影响。不同反应条件下,沥青质的转化率、轻质化率和缩合率随反应条件改变的变化规律如图3所示。

图3 不同反应条件下沥青质的临氢热转化结果●—沥青质转化率; ■—沥青质轻质化率; ▲—沥青质缩合率
由图3(a)可知,在相同反应温度、反应时间、氢分压下,随着催化剂添加量的增加,沥青质轻质化率先显著增加后趋于平缓,而沥青质的缩合率先下降然后缓慢增加,说明对于渣油沥青质的轻质化反应,有一个最佳的催化剂加量范围。由图3(b)可知:在相同催化剂添加量、反应时间、氢分压下,随着反应温度的升高,沥青质轻质化率先提高后降低,说明沥青质的轻质化过程需要适宜的反应温度,温度过高或过低均不利于沥青质轻质化反应;而沥青质的缩合率,则随着反应温度的升高而增加,说明温度越高沥青质越易缩合结焦。由图3(c)可知:在其他反应条件基本不变的情况下,沥青质的轻质化率随着反应时间的延长而升高;但当该反应达到一定程度后,其升幅会逐渐减小,沥青质需要较长的反应时间才能获得更高的轻质化率。从图3(d)可知:在反应原料和其他反应条件不变的情况下,低氢分压时沥青质的轻质化率较低;增加氢分压,沥青质的轻质化率随之提高,氢分压越高越有利于沥青质轻质化反应;当氢分压增大到一定程度后,沥青质轻质化率的增幅放缓。同时,随着反应氢分压的增加,沥青质的缩合率呈单调下降趋势。因此,较高的氢分压有利于提高沥青质的轻质化率、减少结焦,在保证体系沥青质较高转化率的同时,不会出现沥青质团聚絮凝现象。
综上所述,对于渣油催化临氢热转化体系,催化剂的添加量和反应温度均具有最佳的选择范围,氢分压越高越好,反应时间越长沥青质的轻质化率越高。
1.2 配套催化剂的开发
催化剂对渣油催化临氢热转化反应过程至关重要,其主要作用是活化氢气分子形成活泼氢自由基。渣油热转化过程中形成的烃自由基与活性较高的氢自由基结合,形成较小的烃分子,从而实现渣油的轻质化,同时避免大分子自由基的相互缩合反应[12]。此外,催化剂固体颗粒可以成为聚合物碳质中间相的沉积场所,将结焦前身物或焦炭以浆液形式带出反应器,缓解或避免反应器内结焦,从而使反应装置平稳运行。
不同类型的催化剂,其活化氢分子能力和抑制生焦能力不同。为了获得催化剂类型、结构与其活化氢分子、抑制生焦性能的关系,石科院在不同类型的分散型催化剂上,研究了模型化合物菲的加氢过程以及渣油的催化临氢热转化过程,对比考察了不同类型催化剂的活化氢能力和催化抑焦活性;并结合对催化剂结构及分散性的表征结果,分析催化剂的金属组元、分散程度与其催化渣油临氢热转化性能间的关系。
该研究选用5种不同金属、不同类型的分散型催化剂,包括:二烷基二硫代氨基甲酸钼(MoDTC),市售;炭基载体上负载氧化铁(固体粉末铁),有机酸与金属络合物(有机铁、有机镍、有机钼),均为石科院自制。利用5种不同催化剂进行菲加氢试验,考察其活化氢的性能,结果见图4。
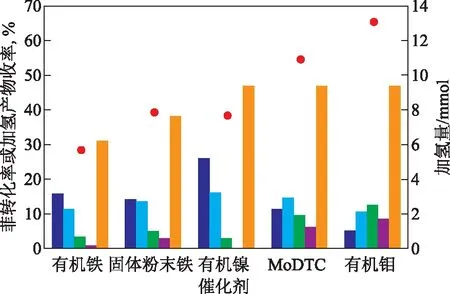
图4 不同催化剂菲加氢试验结果■—二氢菲; ■—四氢菲; ■—六氢菲; ■—八氢菲; ■—菲转化率; ●—加氢量
由图4可知,5种催化剂催化菲加氢反应的转化率和加氢量(反应消耗氢气的物质的量)均不相同。其中,对于菲加氢反应的转化率,催化剂性能由高到低的顺序为有机钼>MoDTC>有机镍>固体粉末铁>有机铁;加氢量由大到小的催化剂顺序为有机钼>MoDTC>固体粉末铁>有机镍>有机铁。不同金属活性组元对菲加氢反应的催化活性不同,其活性由大到小的顺序为Mo>Ni>Fe;金属的形态不同、均相有机催化剂的有机配体不同都会影响其催化菲加氢反应的性能,原因在于金属的形态及有机配体不同影响催化剂上反应活性中心的结构和尺寸,进而影响其催化性能[13-14]。
以某高沥青质含量的减压渣油为原料,在相同的反应温度、反应时间、催化剂添加量和氢初压(9 MPa)下,评价5种不同类型催化剂的加氢活性,结果如图5所示。由图5可知:从渣油裂化率来看,催化剂活性由高到低的顺序为有机钼>MoDTC>固体粉末铁>有机铁>有机镍;但从渣油缩合率来看,催化剂活性由高到底的顺序为固体粉末铁>>有机铁>MoDTC>有机钼>有机镍。这说明固体粉末铁催化剂对菲加氢催化活性良好,但对渣油轻质化性能较差,对抑制渣油体系缩合结焦的效果最差,原因在于固体粉末铁活性中心与沥青质大分子的可接近性较差。因此,若要同时实现渣油较低的缩合率和较高的裂化率,MoDTC、有机钼、有机镍为优选的高性能催化剂,其中有机镍催化剂促进渣油裂化、抑制渣油缩合的选择性最佳。此外,从渣油催化临氢热转化过程的氢耗可知,在相同试验条件下,有机钼催化的渣油临氢热转化反应过程的氢耗最高,表明其活化氢的能力最强。这与模型化合物菲的临氢热转化试验结果一致。

图5 不同催化剂催化渣油临氢热转化反应结果■—缩合率; ■—裂化率; ■—氢耗率
1.3 RMX技术的开发
在对劣质渣油(特别是沥青质)的组成、结构、反应特性及体系稳定性深入研究的基础上,石科院提出了以沥青质轻质化为目标的渣油催化临氢热转化技术。根据目标产品及分离单元的不同,该技术可分为:以溶剂选择性萃取分离作为分离单元的多产改质油的渣油催化临氢热转化技术(简称RMAC技术)和以常减压蒸馏作为分离单元的多产馏分油的渣油催化临氢热转化技术(简称RMD技术),统一简称为RMX技术。RMX技术采用缓和的临氢热转化工艺条件,可在渣油体系相对稳定的条件下实现沥青质高效轻质化和渣油高效改质,使沥青质的轻质化率大于90%、金属脱除率大于99%,尾渣外甩率小于5%。图6为RMAC和RMD的工艺流程示意。
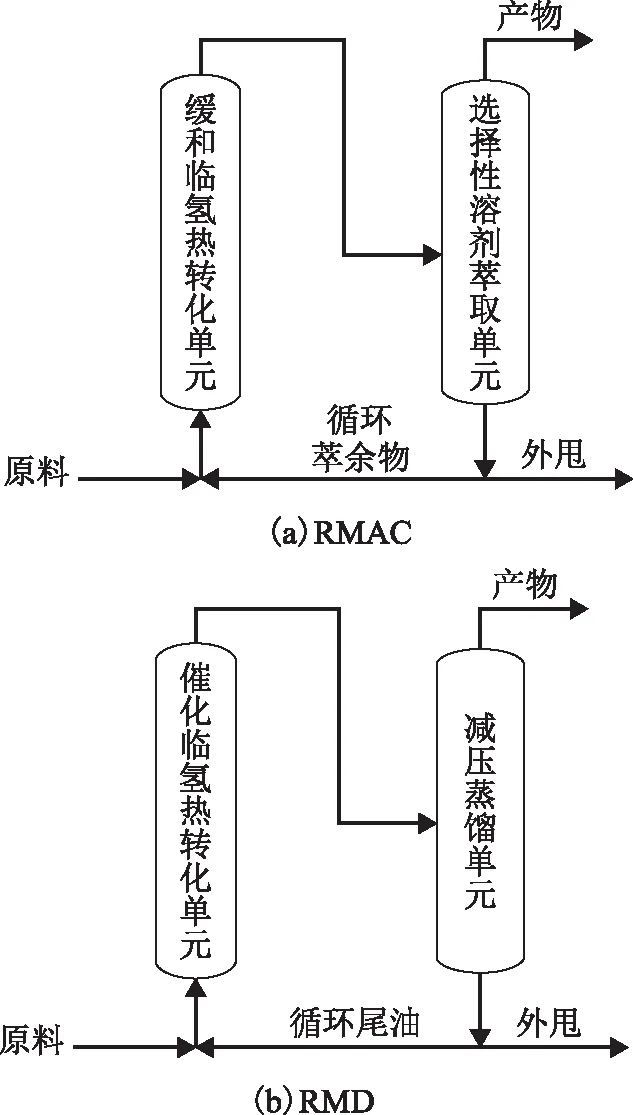
图6 RMX技术的2种工艺流程示意
RMX技术使用纳米尺寸高分散型本体催化剂,催化剂的尺寸控制在2~50 nm。与固定床和沸腾床加氢过程中使用的传统负载型催化剂相比,该催化剂没有载体,纳米尺寸的催化剂颗粒均匀分散在反应体系中。在反应过程中,原料中的重金属多以硫化物形态单独析出,采用纳米本体催化剂避免了出现类似传统负载型催化剂因金属在其表面或孔道沉积而失活的问题;同时,通过控制反应条件,可控制次生沥青质聚集形成碳质中间相的颗粒大小,确保没有较大的积炭颗粒形成和析出,减少积炭包覆对催化剂活性的影响。此外,由于纳米催化剂的比表面积较大且没有孔道扩散传质阻力,提高了沥青质分子与催化剂上活化氢的接触几率。在高压氢气和高活性催化剂作用下,渣油中绝大部分由较大烃分子裂化形成的自由基都能快速与活性氢自由基结合转化为小分子,劣质渣油的沥青质分子得到了轻质化。
基于对渣油加氢反应及分离过程的研究,RMX技术采用适合沥青质轻质化且能减少缩合结焦的缓和临氢热转化反应器与不同分离单元相耦合的工艺流程。其核心反应器是气液固三相高度返混的鼓泡床反应器,高度分散的催化剂均匀地分布在反应器内。反应物料在催化剂上适度裂化后进入分离单元,使已转化为轻质组分的部分与未转化的沥青质分离,分离得到的馏分油或改质油不含沥青质和金属。而塔底重组分(富含金属的沥青质和催化剂)进行循环转化,部分尾渣外甩,最终实现渣油的高效转化。
SHVR和YHVR为中国石化某炼油厂加工劣质减压渣油的延迟焦化原料,其主要性质见表2。由表2可知,这两种原料是典型的中东劣质渣油,也是中国石化最具代表性的焦化原料,其残炭均大于26%,延迟焦化生焦率均在35%以上,重金属Ni、V的质量分数均在300 μg/g以上,而沥青质质量分数分别为14.2%和17.1%。
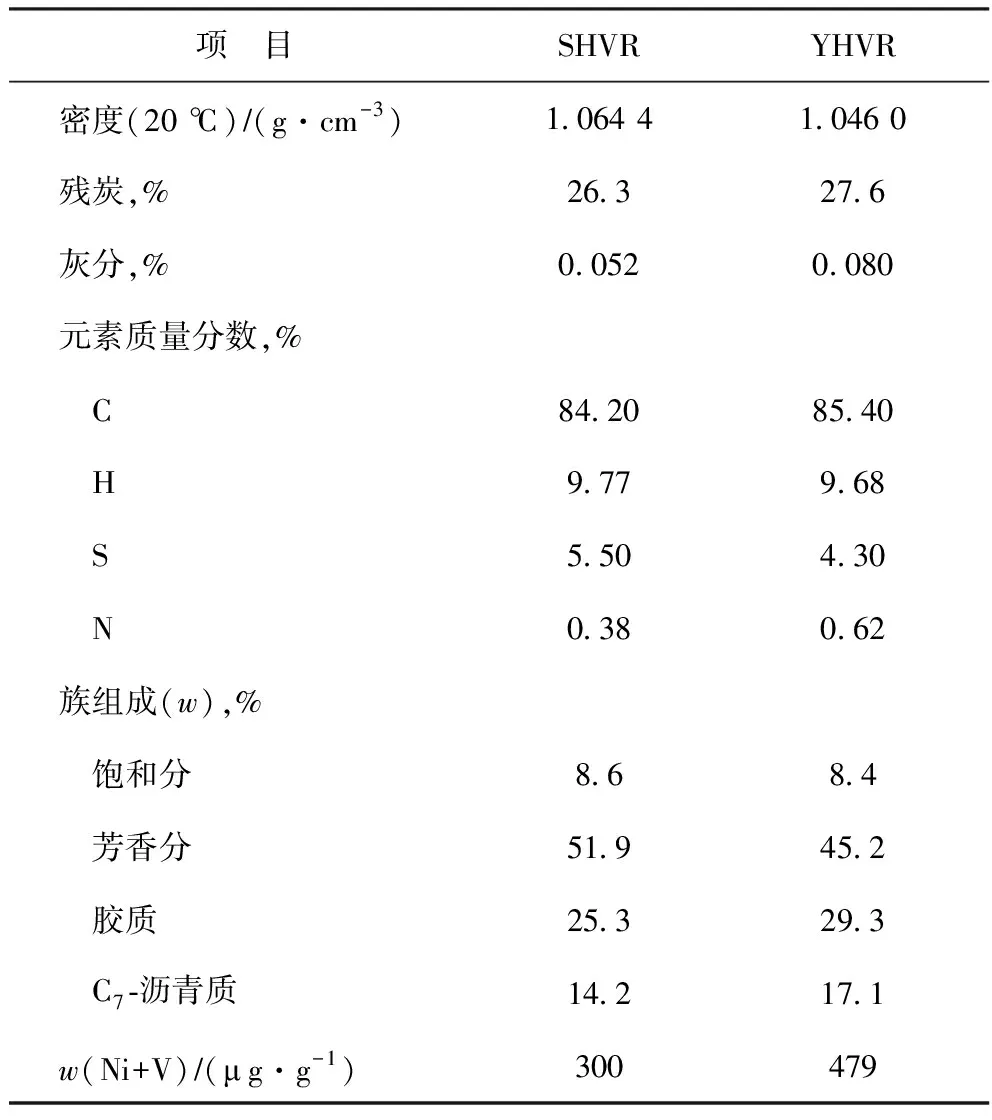
表2 原料油SHVR和YHVR的主要性质
从2013年起,石科院分别以SHVR和YHVR作为原料油,在2~5 kg/h的RMX连续中试装置上进行不同原料、不同工艺条件的中型试验,考察催化剂活性变化、反应体系稳定性及物料分布,优化反应条件和工艺流程。
在该中试装置上,渣油原料经高压泵送入加热炉,在加热炉加热后进入临氢热转化反应器,反应产物经热高压分离器(简称热高分)、热低压分离器(简称热低分)和冷高压分离器(简称冷高分)实现气体、轻组分及重组分的分离,从热低分底部出来的重油进入溶剂萃取分离单元或减压蒸馏分离单元,分离得到重改质油或馏分油,以及塔底的重组分(尾渣)。重改质油或馏分油的金属质量分数低于0.1 μg/g、沥青质质量分数低于0.1%,可以作为蜡油加氢或渣油加氢的原料;塔底重组分包括未转化的沥青质和催化剂,其中大部分作为循环物料返回催化临氢热转化反应单元,再次进行临氢热转化反应。整个循环试验需连续运行1 000~2 000 h才能得到稳定、符合实际的平衡试验数据。
劣质渣油RMX改质的氢耗和产品分布见表3。由表3可知:RMAC工艺裂化反应深度较低,产品中石脑油的收率为6%左右,柴油馏分的收率为20%左右;而对于相同原料,RMD工艺中石脑油的收率为12%左右,柴油馏分的收率达到30%左右。对比两种工艺过程可以看出,RMAC工艺裂化反应程度较低,有利于降低沥青质聚合的风险,可以保持渣油浆态体系胶体稳定性,确保装置长周期稳定运行。
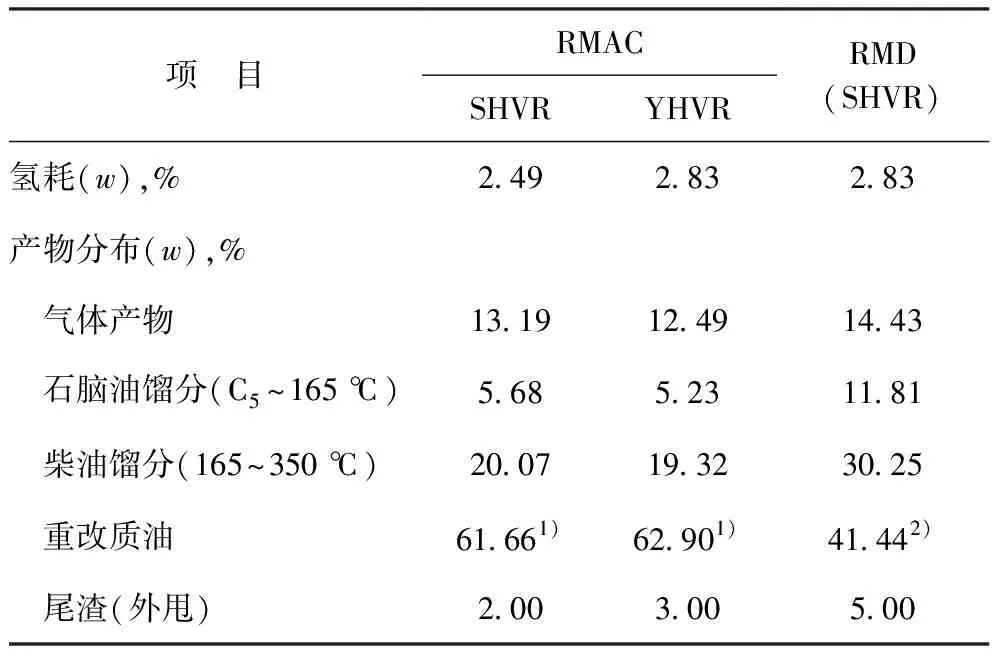
表3 渣油RMX改质的氢耗和产品分布
RMX技术利用催化临氢热转化反应和不同的分离单元耦合对劣质渣油进行改质,其对渣油改质的效果见表4。由表4可知,劣质渣油经RMAC或RMD工艺临氢热转化后,渣油中金属的脱除率均大于99%、沥青质的轻质化率均大于90%,尾渣外甩质量分数均小于5%。重改质油不含金属和沥青质,可以作为蜡油加氢处理装置的原料。
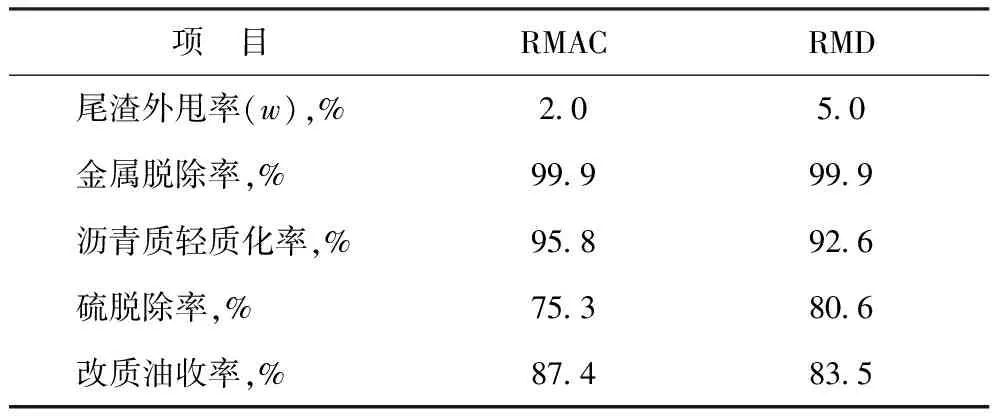
表4 劣质减压渣油RMX改质的效果
2 RMX技术应用方案
2.1 替代延迟焦化多产车用燃料油
RMX技术作为劣质渣油的改质技术可以与现有的炼油技术结合,充分发挥现有炼油技术优势,各尽所长,尽可能以较低的代价将劣质渣油转化为高附加值的清洁车用燃料或化工原料。为了考察RMX工艺的技术经济性,以延迟焦化工艺作为比较的基准,分别选用2.25 Mt减压渣油为原料,采用延迟焦化方案或渣油催化临氢热转化(RMAC)方案进行加工处理,比较两种加工方案的原料需求及产品收率。
延迟焦化方案:以2.25 Mt减压渣油为延迟焦化装置原料;其产出的焦化蜡油经过加氢精制后作为催化裂化原料,焦化汽油与焦化柴油由柴油加氢精制装置处理;催化裂化油浆循环回延迟焦化装置加工,最终产品中无油浆产生。
RMAC方案:以2.25 Mt减压渣油为RMAC装置原料;其产出的重改质油作为重油加氢装置原料,精制重油作为催化裂化装置原料,催化裂化装置后续产品的加工同延迟焦化方案;催化裂化油浆循环回RMAC装置加工,最终产品中无油浆产生。
采用RMAC工艺和延迟焦化工艺加工劣质渣油的原料需求和产品分布如表5所示。由表5可知,与延迟焦化方案相比,采用RMAC路线加工劣质渣油的氢耗增大3.3百分点,产品中液化气、汽油和柴油等轻质油品的收率提高33.13百分点,高硫石油焦(或尾渣)产率降低35.71百分点。因此,RMAC方案通过增加3.30百分点的氢耗,将延迟焦化方案的产品中35.71百分点的石油焦转化为33.13百分点轻质油品及H2S等,高价值产品的收率明显提高。
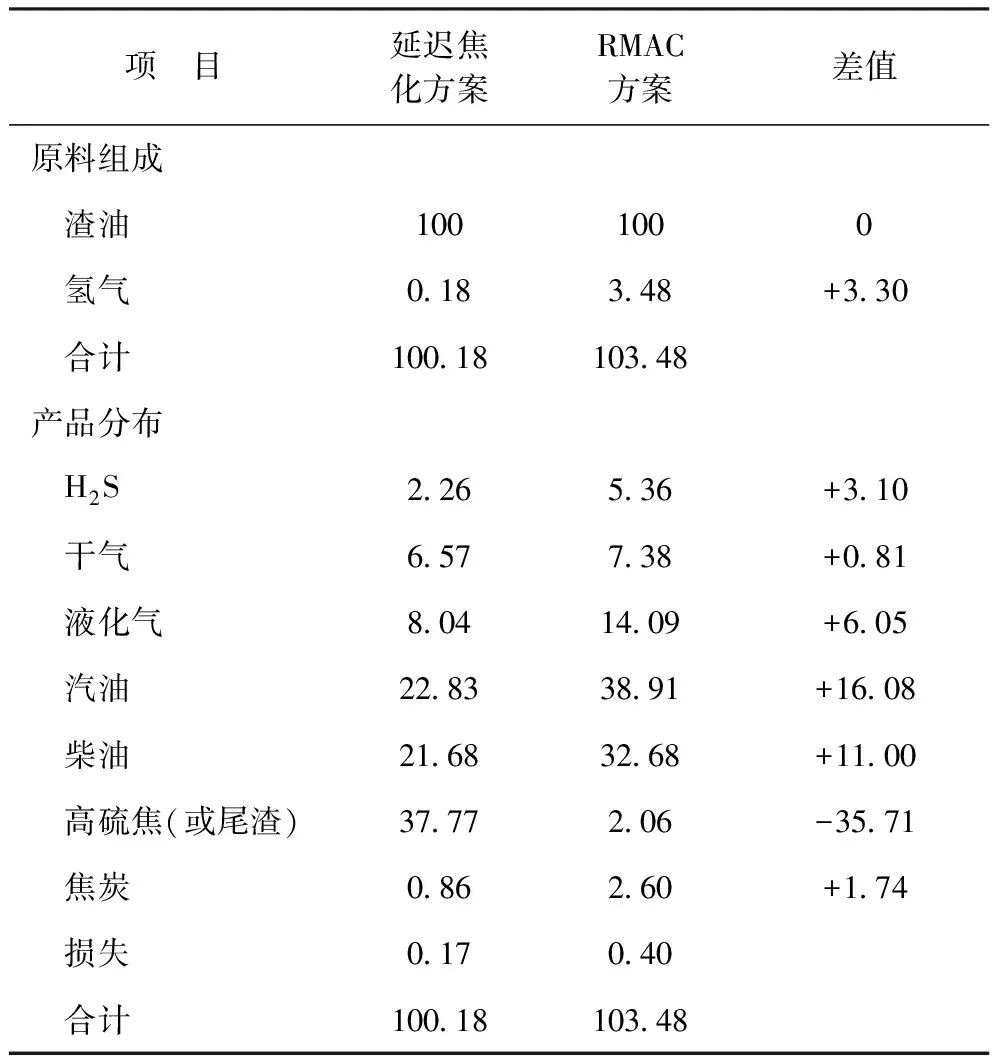
表5 RMAC方案和延迟焦化方案的原料组成和产品分布 w,%
2.2 炼油厂产品结构转型技术方案
炼油厂需要的是多产高附加值产品的技术,尽可能少产低价值产品。RMX技术可以与炼油厂现有加工装置充分组合,实现将劣质渣油转化为高附加值产品,产品基本不含沥青质和金属。例如,将RMX技术与固定床渣油加氢或重油加氢(缓和)、催化裂化或催化裂解组合,则可以实现以劣质渣油为原料,生产高辛烷值汽油组分或化工原料(低碳烯烃、BTX)的组合技术方案。该技术方案如图7所示。

图7 多产低碳烯烃和芳烃的技术方案
以RMAC为例,减压渣油经RMAC改质处理后转化为不含沥青质和金属的重改质油,然后经缓和加氢裂化处理,生产适合催化裂解的原料,其反应条件及产品性质见表6。由表6可知,尽管RMAC改质油中不含金属和沥青质,但改质油的氢质量分数只有10.64%,氮质量分数高达3 200 μg/g,芳烃及胶质质量分数约78%。因而RMAC改质油需经过脱氮、芳烃饱和开环等深度加氢改质才能作为催化裂解原料。针对RMAC改质油特点,石科院开发了改质油专用加氢催化剂及加氢工艺。该催化剂具有较强的脱氮能力及芳烃饱和开环能力,并通过优化RMAC改质油的加氢工艺条件,可最大化生产催化裂解原料。
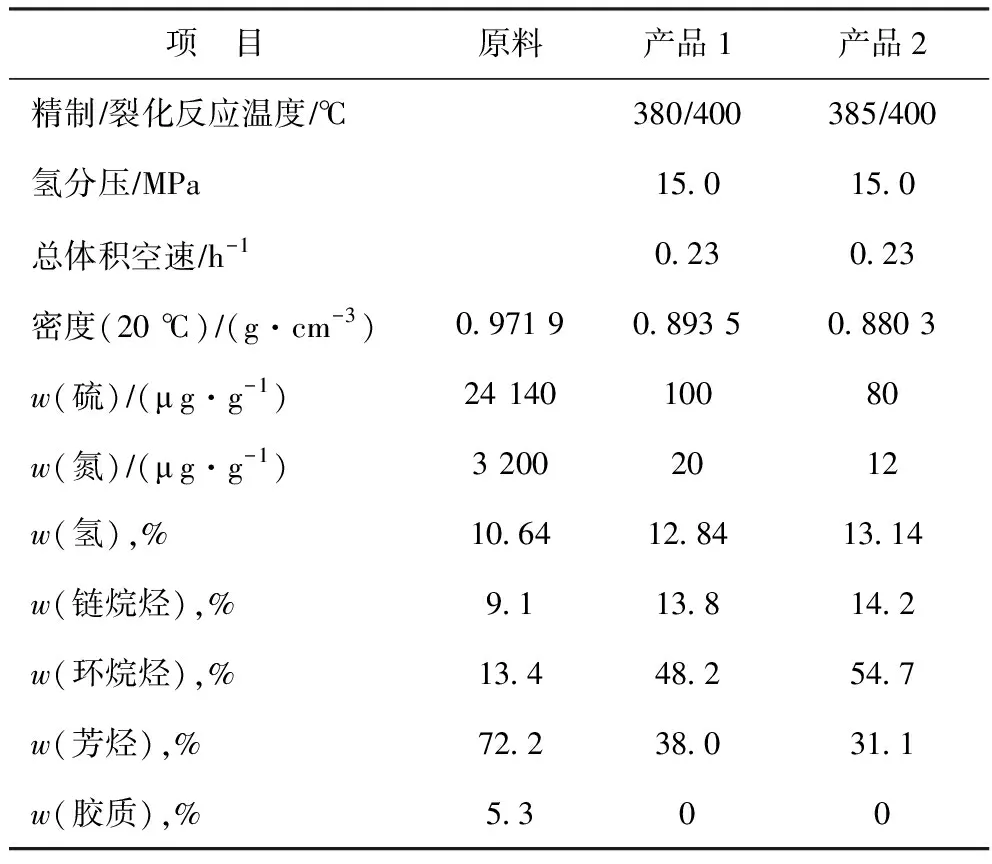
表6 RMAC重改质油的缓和加氢处理的工况和产物组成
RMAC重改质油经过固定床加氢处理后,加氢尾油的氢质量分数达到13%以上,芳烃质量分数降至31%,适合作为催化裂解装置的原料。针对该原料,石科院开发了具有孔梯度分布的新催化材料,利用多元活性中心形成超强酸中心,提高开环产物裂解生成低碳烯烃的选择性,确保环烷烃的开环裂化。其催化裂解的产物分布见表7。由表7可见,该尾油经催化裂解处理后,液化气(C3+C4)收率达到了38.10%,(低碳烯烃+BTX)收率超过了45%。
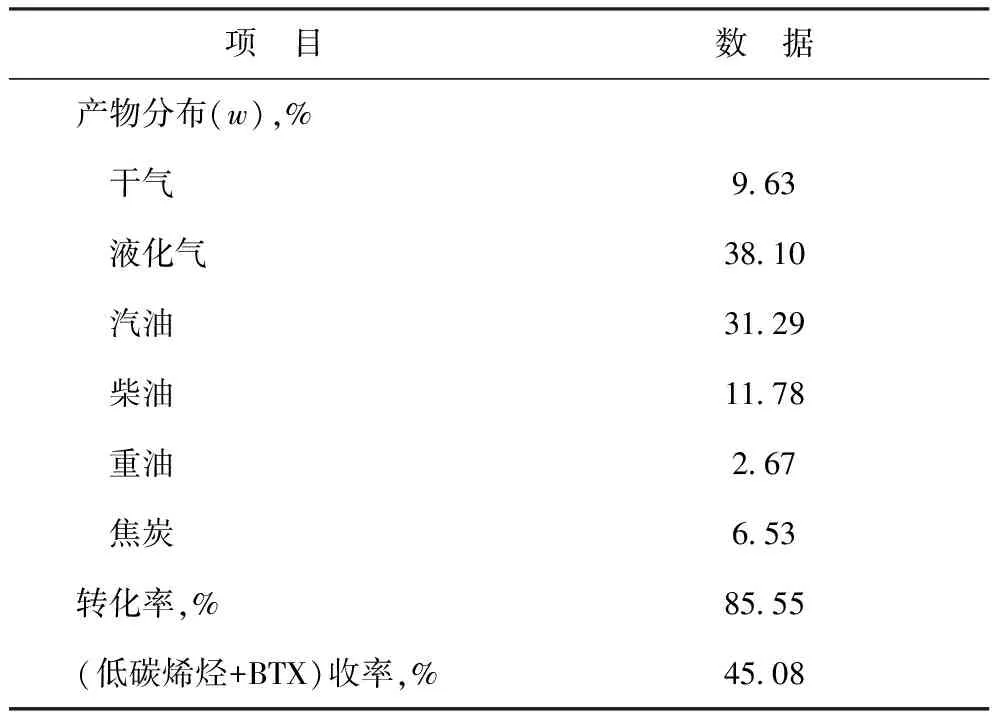
表7 加氢尾油催化裂解产物分布
3 结 论
在系统研究渣油沥青质分子结构、聚集形态、反应化学的基础上,研究了不同形态和活性组元的催化剂对渣油催化临氢热转化反应的催化活性,结合在不同催化剂添加量、反应温度、反应时间及氢分压下渣油沥青质的轻质化转化规律,开发了劣质渣油催化临氢热转化工艺技术(RMX)及其配套催化剂。RMX可以将沥青质质量分数大于15%的劣质渣油高效转化为气体、轻质馏分及重改质油,尾渣外甩率小于5%;其产品重改质油中沥青质质量分数小于0.1%、金属(Ni+V)质量分数小于1 μg/g。
以RMX技术为龙头,将RMX技术与现有炼油厂的蜡油加氢和催化裂化工艺进行组合来加工劣质渣油,可以生产低碳烯烃、芳烃等化工原料。与延迟焦化加工劣质渣油的方案相比,采用RMX工艺加工劣质渣油方案的轻质油(液化气+汽油组分+柴油组分)收率提高33.13百分点,高硫焦产率降低35.71百分点,大幅提高了石油资源的利用率。
猜你喜欢
石油沥青(2023年5期)2023-12-08 08:35:04
石油炼制与化工(2023年1期)2023-02-07 09:38:06
河北果树(2021年4期)2021-12-02 01:15:06
昆钢科技(2021年3期)2021-08-23 01:27:38
房地产导刊(2020年6期)2020-07-25 01:31:24
石油沥青(2019年4期)2019-09-02 01:41:56
农家科技中旬版(2018年8期)2018-10-15 00:49:38
石油炼制与化工(2018年5期)2018-03-23 09:04:18
山东林业科技(2017年1期)2017-06-29 07:54:10
中国眼镜科技杂志(2016年2期)2016-12-01 06:37:13
