
PLC控制V带包布机的研制
2021-10-09 05:50唐浩鹤
橡塑技术与装备 2021年19期
唐浩鹤
(金久龙实业有限公司,河南 尉氏 475500)
(接上期)
4 系统的软件设计
软件程序设计前最大限度满足以下要求:
(1)设计前,先深入现场进行实际调查,搜集相关资料,并与机械改进功能部分的设计人员进行沟通,同时询问实际操作人员的操作建议,参考以上内容拟定电器控制方案,进行硬件设计与软件编程[3]。
(2)在满足控制要求的前提下,力求使控制系统简单、经济、使用及维修方便。
(3)保证控制系统的安全、可靠。
(4)考虑到生产的发展和工艺的改进,在选择PLC容量时,应适当留有余量。
4.1 PLC总程序
4.2 PLC各部分程序
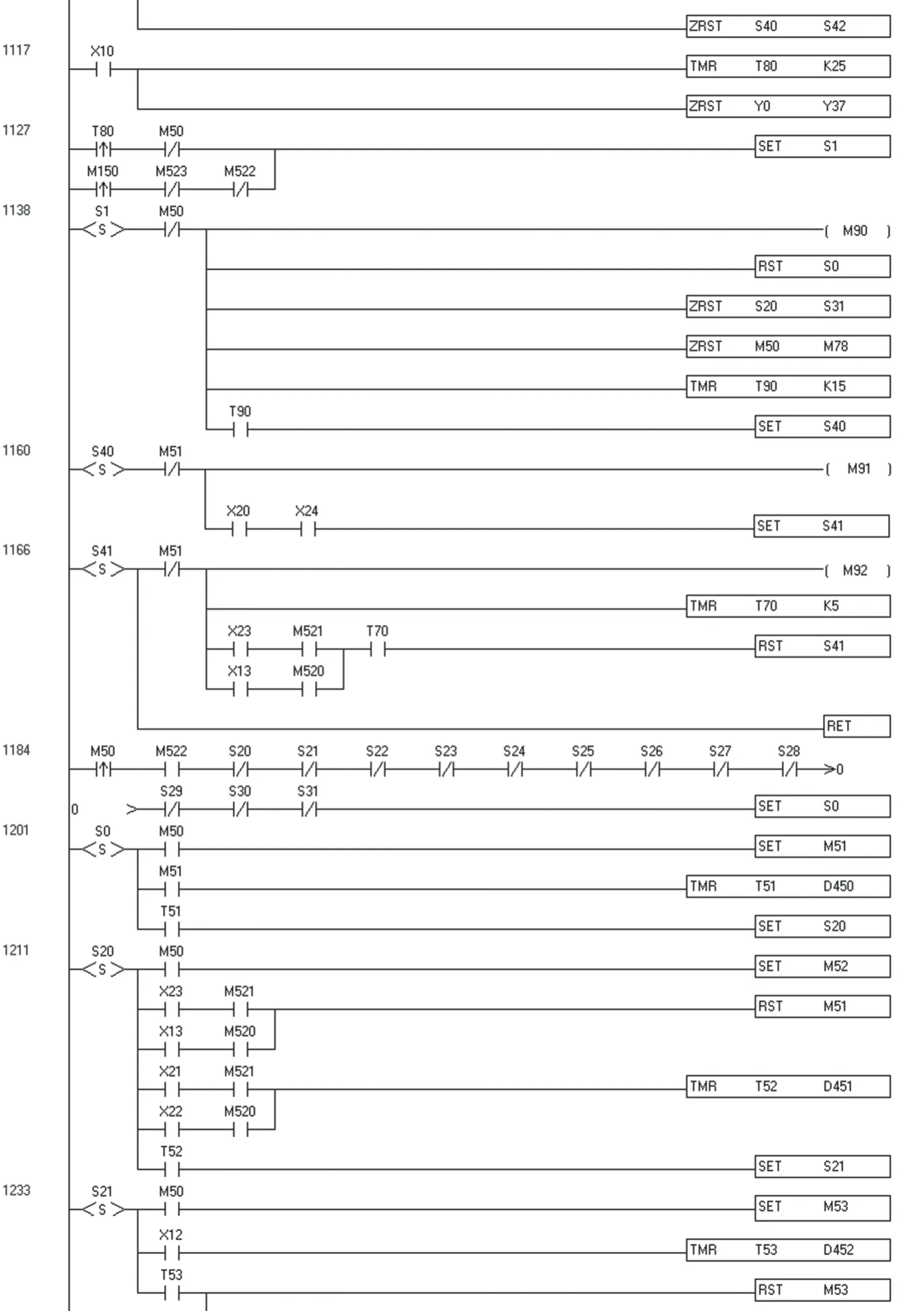
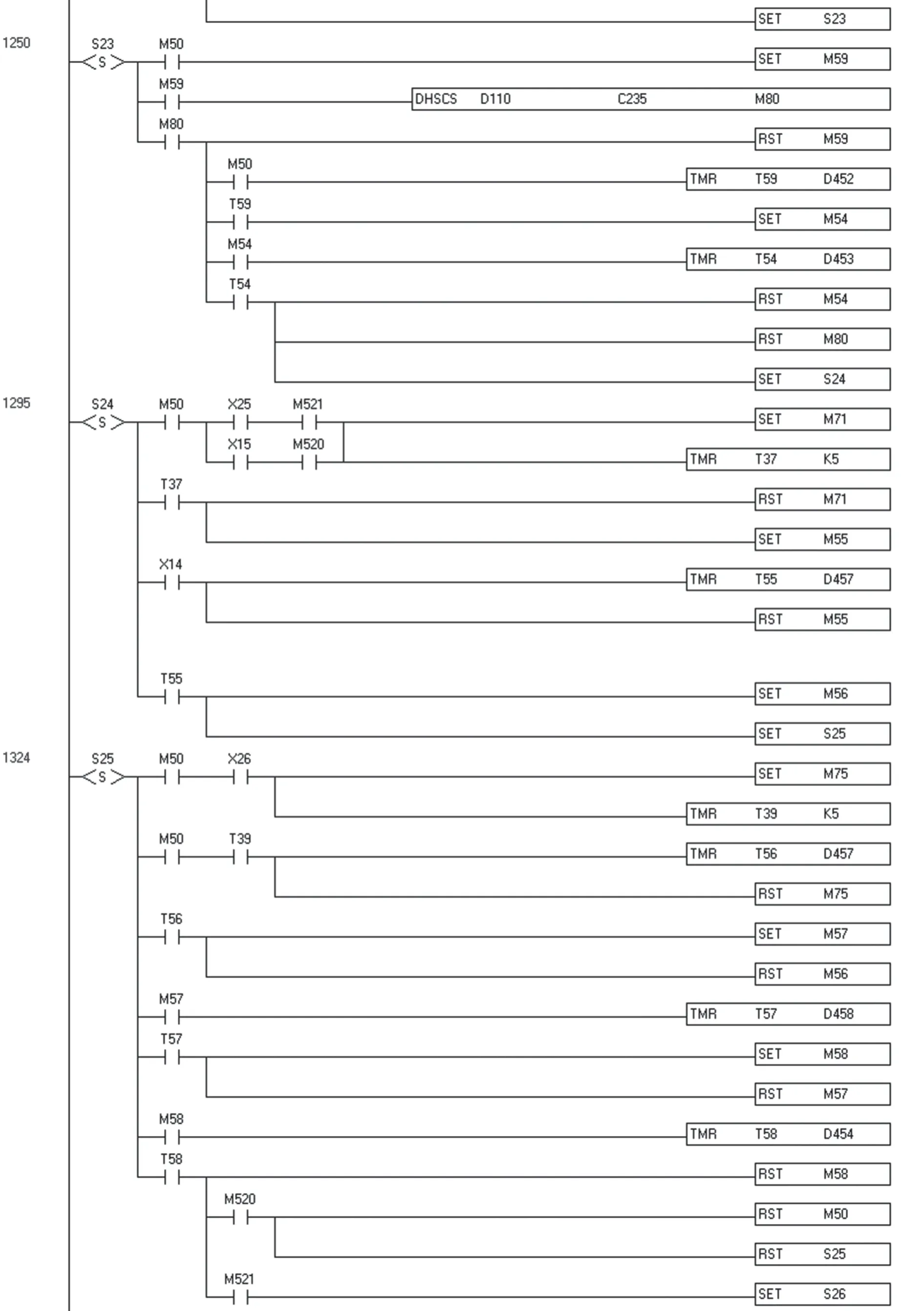
4.2.1 自动运行程序
如图16所示,从1 184步开始到结束是系统自动运行程序。
4.2.2 手动运行程序
如图16所示,从0步开始到1184步是系统手动运行程序。

图16 系统设计梯形图
4.2.3 自动系统的启停
当系统运行X10时,系统将进行急停。M522切换,自动运行。 M523切换,手动运行。
4.2.4 系统复位
当按下急停按钮X10,系统将进行感应分析,选择动作切换,当进行复位时,需控制将带芯取下,感应器感应到带芯已取下,程序结束,点动脚踏开关复位启动。
4.3 PLC程序的上传与运行
将PC 端 RS-232 通讯口利用 DVP-ACAB2A30或 DVP-ACAB2B10 连接线与DVP-60ES2 COM1连接[9]。将PLC主机上的Run/Stop开关,拨到STOP挡上。
首先在WPLSof2.36的通讯栏上进行通讯设定,设定通讯格式、通讯波特率 、站号、可选择传输方式、指定IP 地址、应答时间、传输错误自动询问次数等。
在以上工序设定完后,点击菜单栏,选择通信栏,点击通讯栏中的PC<=>PLC选项,点击确定后,就由电脑将程序自动下载到PLC内。
在程序下载完成后,将PLC主机上的Run/Stop开关,拨到Run挡上,PLC程序操作启动。通过设备外部开关等辅助设备,操作运行。
5 结论
通过本机设计实现了V带包布成型机的自动化控制,满足了设备功能需求。










采用PLC进行控制的V带包布成型机,控制系统的硬件得到的简化,采用直接将连接线接入到PLC端子的接线方法进行接线,接线质量的检验比电路板焊接质量的检验容易的多,为系统后期的检测与改动提供便利,同时可靠性也大大增加,减免与方便故障维修,为设备性能的升级提供基础。当然,由于V带包布成型机成型机整体信号输入与输出点数较多,工艺动作较连贯,所以手动操作时操作较多,程序较复杂。
猜你喜欢
湖南电力(2021年4期)2021-11-05
制造技术与机床(2018年9期)2018-09-19
中国铸造装备与技术(2017年3期)2017-06-21
小学生导刊(2017年17期)2017-05-17
山东工业技术(2016年15期)2016-12-01
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
工业设计(2016年6期)2016-04-17
设备管理与维修(2015年11期)2015-03-16
