轮胎企业智能化分析及智慧工厂升级实施方案
2021-10-09 05:50:42孙金银宋月涛崔伟光岳建峰田宁
橡塑技术与装备 2021年19期
孙金银,宋月涛,崔伟光,岳建峰,田宁
(万达控股集团有限公司,山东 东营 257500)
1 智能化工厂现状
轮胎企业智能化生产管理方面主要关注轮胎自原材料、配料、密炼、半制品、成型、硫化生产到质检、入库、出库等工序全过程跟踪管理,并对轮胎理赔提供有力的生产质检出库数据。在系统实施后,企业将轻松的对轮胎自原材料至仓库的每一步操作的具体数据有据可查,满足生产、质检、仓储、销售各部门所需的数据记录及统计分析要求。
智能化工厂实施方案主要依托现有的ERP系统、MES系统和WES系统,在此基础上进行扩展,完善整个产品链条。新建智能化设备管理系统CPM系统和智能化销售系统 “365无忧”,智能化 AGV叉车搬运系统,使其有机结合,相互贯通,打造工业4.0智慧工厂,实现了产品的可追溯性。主要流程如图1所示。

图1 主要流程图
2 项目系统模型建立
轮胎的生产流程:
(1)检验合格的小料和橡胶原材料,根据不同性能的配方标准,经过自动配料和人工配料,然后在密炼机内进行混炼,生产出轮胎不同部位的胶片;
(2)胶片按照不同的指标要求进行检验,检验合格的胶片从密炼车间进入半成品车间,同时钢丝帘线和纤维帘线检验合格,由仓库领入半成品车间,通过四辊压延机按照一定的张力和胶片厚度要求,把胶料渗入到纤维帘线和钢丝帘线中,形成轮胎所需的纤维帘布和钢丝帘布,半成品车间的胶片和帘布通过压延、帘布裁断、胶部件压出、钢丝圈缠绕和三角胶挤出设备进行生产,生产出相应的轮胎半部件,即胶片、内衬层、钢丝帘布、纤维帘布、冠带条、胎面以及胎侧一级胎圈;
(3)半部件从半成品车间进入成型车间,在成型车间由成型机按照生产工艺条件将半成品生产的半部件逐一贴合,生产出不同规格尺寸的轮胎雏形—胎胚;
(4)胎胚从成型车间进入硫化车间,硫化车间通过硫化机按照时间、温度和压力将不同的胎胚放入相应的模具中进行硫化至轮胎;
(5)硫化完成的轮胎通过修剪后进入外观检查区域,外观检查合格后进行轮胎均匀性和动平衡的检测。期间使用X光对均动合格的轮胎进行抽检,检查合格的轮胎分类入库按照客户要求进行包装;
(6)入库后的轮胎还会进行二次检查,仓库发货时会安排专人再次进行逐条外观检查,合格后轮胎出厂。
模型模拟工厂生产运营,对生产各个环节实施数字化管理,优化企业工作流程,借助该模型能使技术人员对工厂运营有更详实的数据化认识,改变原有的凭经验管理的粗放模式,为企业精细管理提供有效的技术支持,事前预知和诊断企业的运行情况,查找运行瓶颈,并根据外部市场变化因素抓住瞬间商机,果断做出更优的运营决策并找出最佳的生产管理方式,使企业生产与经营有机结合,实现企业经济效益最大化。
2.1 企业建设ERP系统整合管理销售及采购
2.1.1 销售管理模块
(1)建立客户信息管理,并根据客户信用等级进行分类管理,方便审核客户交易流程。
(2)销售订单管理,可录入客户订单、同时有订单的变更、订单交货期的确认功能。可查询轮胎库存,用于决定是否要延期交货、分批发货等功能。
(3)销售量统计与分析,包括订单的完成情况,根据销售地区、客户产品代理商等分别从订单量、销售额、利润等方面进行统计。
(4)分析数据,根据统计结果,对销售目标、业绩、订货等方面分别从数量、销售额、利润等方面分析。
2.1.2 采购管理模块
(1)供应商管理:分类管理,对其进行针对性的控制,确定供应商等级,以达到较低的价格、良好的品质和及时的交货。
(2)材料价格管理:网上询价,用以确定各供应商进货价格,以及采购与委外加工价格统计。
(3)采购订单的管理:包括采购订单的输入、变更及发布;采购订单周期的确认及进料处理跟踪;催货,对外购或委外加工的物料进行跟踪,这也是采购工作中比较重要的内容。
2.1.3 库存管理模块
库存管理功能涉及为所有物料建立优化的库存,确立最优存货方式,控制最低库存数量;新进的采购物料,经验货入库,入库记账管理;随后按照生产计划进行备料、发料、出库等手续。
根据销售出货计划,备货、出货,并办理出货等手续。实现产品的整个生产、销售的一条龙管理。
2.2 生产车间建立MES系统实现智能化生产
轮胎MES系统是工厂实现轮胎动态生产管理和实现车间生产动态化的最基本技术手段,是企业生管理提升最稳定有效的管理工具,是规范生产环节标准化,监控和记录生产全过程的一部法则,是企业信息化承上(ERP系统)启下(WMS系统)的一座桥梁。整个系统主要包含了“密炼车间管控网络系统”、“半制品成型数字管控网络系统”和“轮胎条码物流管理系统”三个大的管理系统,并结合轮胎公司具体要提供相应的子系统或子模块,具体产品系统结构见图2。

图2 MES产品系统组成图
(1) 密炼车间管控网络系统
密炼车间管控网络系统(图3)解决的业务范围包括原材料检验管理、原材料库存管理、车间计划管理、车间工艺管理、配料生产过程管理、密炼生产过程管理、车间(在制品)成品管理、胶料质量管理、设备管理、成本核算管理、报表管理以及权限管理。
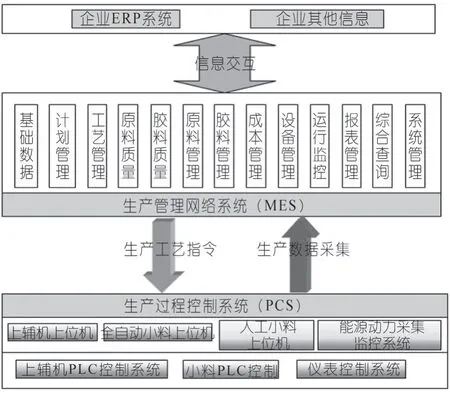
图3 密炼车间管控网络系统图
(2)半制品成型数字管控系统
如图4所示,半成品成型数字管控系统实现从生产到质检再到物流的整个内外部供应链的管理,以流转卡片和条码实现生产一体化、质量控制以及物流的全程跟踪管理,通过将半成品成型数字管控系统的管理和现场生产系统进行无缝整合,为企业决策层提供有力的数据依据。

图4 半制品成型数字管控系统图
半成品成型数字管控系统包括条码终端识别系统和信息处理系统,此系统与密炼和轮胎条码物流系统有效无缝集成,实现生产物流的智能化、网络化管理。
(3) 条码物流管理
轮胎条码物流系统包括成型车间智能扫码系统、硫化生产扫码系统、成品检测系统、仓储物流管理系统以及销售理赔管理系统等模块,此系统需与条码物流管理系统有效无缝集成,实现生产、仓储、物流、理赔、决策支持的全面信息化、条码化、网络化和实时化。
2.3 仓储智能化立体仓储WMS系统
轮胎生产完成后进入轮胎立体智能仓库。该立体仓库可实现自动出入库、自动分类储存、自动定位监控于一体的智能仓库管理系统,包含了电子标签、输送装置、穿梭小车装置,堆垛装置和监控几个部分,只要把有条形码的轮胎放上输送机,接下来就可以实现无人接管工作,如图5所示。

图5 仓储智能化立体仓储WMS系统图
(1)入库流程
硫化后的轮胎通过检验车间,合格后的产品进入入库准备区。将组好的托盘通过出入库系统入立体库。操作人员以条码扫描方式将信息录入计算机仓储管理系统,条码信息包含每条轮胎的条码记录和整个实托盘的条码信息,接受仓储管理系统的管控。入库系统由输送机系统和穿梭车构成。对每个实托盘外形(三维)、重量做相应检测,检测不合格的实托盘发出声光报警,并自动退出输送机系统,等待人工介入排除错误后重新进入。
(2)出库流程
出库系统由输送机单独构成或输送机结合穿梭车构成。从立体库取货,通过出库系统搬送至拆垛站台,由人工拆垛操作将整托盘的轮胎从托盘上取下后装入卡车。空托盘需要入库保管或直接返回生产区,以备生产车间使用或调用。
在每个出库工位设有单条轮胎和整个实托盘条码扫描装置,用以逐条扫描非整盘出库的轮胎,扫描后能自动上传至仓库管理系统,用以更新该实托盘条码所包含的信息。在二楼东侧第一个出库口设计包装区,包装后直接出库,出库采用的自由滚道直接下降连接至装车皮带输送机,包含在出库管理内。
(3)整盘出库
a.库管人员根据出库销售订单建立出库单据,WMS系统根据出库单据自动生成出库作业指令信息队列,并根据各堆垛机的工作状态自动下达出库指令,生成出库任务。
b.巷道堆垛机根据接受的指令信息,将指定的货物从货位上取出并放在巷道口出库输送台上,并自动将出库指令传输给出库输送系统,出库输送系统将货物自动配送到客户装车工位。
c.出口人工拆垛操作,将整托盘轮胎从托盘上取下后,由伸缩输送机输送至卡车上。在每个出库工位设有条码采集系统,将出库轮胎信息直接上传至WMS系统,系统自动下账。
d.确认无误后完成发料,出库信息反馈至库房管理系统,系统更新,完成一次出库流程。空托盘由输送系统经由堆垛机、小车送至货架区域或生产区域。
(4)出库回流流程
实托盘上得轮胎未全部出库,剩余轮胎(该托盘不再增加新入库轮胎)在没有任何人工介入的情况下可以自动返回高架库。
a.库管人员根据出库销售订单建立出库单据,WMS系统根据出库单据自动生成出库作业指令信息队列,并根据各堆垛机的工作状态自动下达出库指令,生成出库任务。
b.巷道堆垛机根据系统信息,将指定的轮胎从货架上取出并放在巷道口出库输送机上,并自动将出库指令传输给出库输送系统,出库输送系统将货物自动配送到客户装车工位。
c.出口人工拆垛操作,将托盘上所需轮胎从托盘上取下后,由伸缩输送机输送至卡车上。在每个出库工位设有条码采集装置,将出库轮胎信息直接上传至WMS系统,系统自动下账。
d.发货完成并确认无错误后,系统完成订单出库确认。输送系统将剩余轮胎的托盘经输送系统、堆垛机等送至源货位。
3 企业建设智慧工厂升级项目和实施目标
轮胎智慧工厂系统主要以现有的ERP系统为中心建设。
(1)采用智能化设备管理CPM系统;
(2)销售系统在ERP系统基础上建立(B2B,B2C)智能销售管理系统;
(3)在现有MES系统基础上车间新建AGV智能化搬运系统和成品胎智能分拣输送系统。
原有ERP系统主要用于销售、采购、原材库存、财务管理等方面,MES系统主要用于轮胎生产过程控制,WMS系统主要用于轮胎库存管理,CPM 系统主要为智能设备管理系统。五套系统通过条形码和数据交换进行无缝连接。实现了工厂从采购到生产到入库最终到销售终端客户中的全过程控制,实现了智慧工厂整个链条的循环,具体实施构想如下。
3.1 设备智能化手机管理CPM系统
管理系统以设备管理任务为中心,偏差控制为主要管理方向,覆盖从预防维护、巡检维修、技改技措到设备报废处理的设备全生命周期管理。结合手机移动应用及二维码等物联网技术,为企业提供一个先进的设备管理与资产管理解决方案,推动设备管理进入标准化、流程化、智能化,不断提高设备健康水平,如图6所示。

图6 设备智能化手机管理CPM系统
(1)数据规范方面:建设统一的基础数据建档标准,设备档案、维护作业标准、故障集等设备管理重要数据并集中管理业务执行方面:数据的记录规范、工作的执行流程顺畅,同时利于数据的分享与流程的管控。
(2)管理分析方面:建立规范统一的信息库与业务管控流程,及时准确的了解到具体设备的详细信息与各种分析考核指标,给管理决策带来强大的设备数据分析平台。
通过轮胎设备管理系统的实施,企业可建立设备健康档案,形成设备动态管理制度,可对设备进行健康自主评价,提高设备的可靠性,降低了设备的故障率,节约了生产时间,提高了生产效率。不断提升设备管理使其迈向标准化、精细化、智能化管理新阶段。
下一步计划结合手机APP和LED大屏展示等平台,为每个设备管理模块建立一套从整体管控目标、局部流程管控目标到偏差控制的数据化对比分析功能,让设备管理层即使不在现场,也可以参与每层的管理活动,实现了远程控制管理,同时对设备管理工作从整体到细节了然于胸,实现精细可控。
3.2 密炼车间升级AGV智能化搬运系统
轮胎企业部分叉车工作场所比较固定,路线单一,主要有两个车间具备改造成AGV无人叉车的条件。
3.2.1 密炼车间一层和二层
操作工采用叉车将胶冷线摆片完成的成桌胶料从胶冷线摆片工位放至胶料存放区。每班需要两台叉车摆放胶料。
操作工用叉车将二层摆片处完成的成桌胶料从胶冷线摆片工位放至胶料暂存区,然后根据生产计划再从暂存区放置密炼机胶料输送机下方。每班需要四台叉车摆放胶料。密炼车间胶料运输特点:路线短、路线固定、重复率高、路线单一、效率低。
3.2.2 高架库入库区域
高架仓库入库区域,轮胎入库工作采用人工装笼后再采用叉车将轮胎货笼叉至高架库入库口,此项工作每班需要两辆叉车来回工作。该项高架库入库叉车工作特点为叉车工作线路距离比较短,叉货时间比较集中,工作重复性较高,工作单一,叉车上货和放货地点固定,叉车工作路线比较固定。
目前工作在密炼车间和高架库入库车间的叉车大多属于重复性高、单一性的工作。目前对于这种重复性、单一性较高的工作,而且叉货和放货地点比较固定的场所,现在行业正在升级成无人AGV叉车操作,既提高劳动生产效率,还降低用工成本,可谓一举两得。
高架库入库区域主要分为空托盘堆放区、压片机上/下料点、胶片堆放区、密炼机上/下料点、AGV充电区、AGV 待命区等。主要的搬运流程为将 3 台压片机的空托盘堆放区中的空托盘搬运上压片机,将装有胶片的托盘从压片机的下料点搬运至胶片存储区,将胶片存储区中装有胶片的托盘搬运至密炼机上料口,将密炼机生产的空托盘返回搬运至压片机空托盘堆放区,将原材料仓库中的原料搬运至密炼机。AGV 路线后期可以根据需方实际需求进行调整。
AGV 自动运输系统主要由中间控制平台(WCS)、WMS 系统、AGV 调度系统及 AGV 车辆构成。这些系统之间的信息通讯如图7所示。

图7 系统通讯框图
3.2.2.1 空托盘堆放区到压片机
(1)当压片机需要空托盘时,MES 系统发送密炼机上空托盘指令。
(2)中间层软件接收 MES 下达的指令,并将搬运指令发送给 AGV 调度系统。
(3)AGV 调度系统将搬运任务分配给空闲 AGV车辆。
(4)AGV 车辆执行搬运过程。
(5)当 AGV 完成搬运任务后,反馈给调度系统完成信号。
(6)调度系统将完成信号反馈给 WMS 系统。
(7)WMS 更新库位信息。
(8)循环上述步骤,进行下一次搬运流程。
3.2.2.2 密炼机到胶片存储区
(1)当压片机需要下料时,MES 系统发送密炼机下料指令。
(2)中间层软件接收 MES 下达的指令,并将搬运指令发送给 WMS 系统。
(3)WMS 计算目标库位,并将搬运指令发送给AGV 调度系统。
(4)AGV 调度系统将搬运任务分配给空闲 AGV车辆。
(5)AGV 车辆执行搬运过程。
(6)当 AGV 完成搬运任务后,反馈给调度系统完成信号。
(7)调度系统将完成信号反馈给 WMS 系统。
(8)WMS 更新库位信息。
(9)循环上述步骤,进行下一次搬运流程。
现场网络可利用目前现有的MES网络系统:
(1)AGV 在仓库内到达的每一个位置要有无线局域网覆盖。无线局域网数据传输速率不得低于 11 Mbps,信号强度不得低于-65dBm,信噪比不得低于20dB。不得在 AGV 工作场所使用干扰无线局域网的设备,包含但不限于无绳电话、无线音箱、无线耳机、无线键鼠以及无线安防系统设备等。
(2)不得在未经 AGV 系统管理员允许的情况下关闭局域网,建议配备不间断电源。
(3)每一个无线 AP 的 SSID 必须相同,且不包含中文字符。
(4)提供的每一台 AGV、服务器分配固定 IP。
(5)入货区、出货区分别引入交换机。
(6)现场办公区域需要提供有线网络接口。
(7)AGV 应用场景中有线网络和无线网络必须在一个局域网,办公区域网络有访问互联网的功能。
3.3 建设B2B、B2C智能化销售APP “365无忧”系统
在互联网蓬勃发展的现在,实现B2B、B2C网络化销售系统智能化管理,企业需建设网络销售管理系统,实现经销商线上订单、多媒体推送、积分制奖励线上支付功能以及车主服务功能等功能。实现了轮胎销售后的产品可追溯性,完善了客户体验,使公司和终端用户建立起沟通的桥梁,客户可以实时得到公司最新的产品信息,而公司也可以及时和客户沟通,及时完善产品体系,方案如下:
(1)经销商线上订单
经销商通过系统进行预订单下单,系统后台收到预订单后会同时支持该经销商上级经销商以及区域经理的审核,并支持修改预订单,修改审核后订单通过ERP 的库存同步确认是否有现货,若库存满足,经销商确认订单并完成支付,将进入发货配送阶段;若库存不满足,预订单将流转至计划调度员权限,进行生产计划安排,计划调度员根据排产计划信息同步到经销商,采购商品生产完成后,系统会将订单推送至订购经销商的前端账户,经销商确认订单并付款完成后,订单进入发货配送环节,经销商确认收货后,业务闭环。
(2)多媒体推送
平台通过两个维度实现企业多媒体信息推送,包含企业的动态、行业新闻、新品发布、活动推送等。
(3)积分制奖励
每个商品可进行积分规则的设定,可以自行编辑积分计算方式、积分换算比率等,全面进行积分管理;针对会员做级别,不同会员级别看到不同的积分商品,商家后台发布时设定某种商品可由某个级别会员查看;可以按用户在平台下订单的总金额自动升级不同的会员级别;要能自主设置会员晋升规则及降级规则。
(4)线上支付功能
实现线上支付,线下支付完成之后上传银行凭证,财务进行验证;与当地银行进行合作建立线上大额支付。
(5)车主服务功能
平台内设车主服务功能,零售商可根据自己需求设置优惠服务。最终客户可再车主服务功能内通过扫码、加公众号等模式注册会员,购买轮胎之后赠送增值服务。
4 智慧工厂升级实施结论
在信息技术持续发展的现在,企业建设智慧化工厂是支撑企业发展的重要力量,因此,作为轮胎企业,实施智能化改造,建设智慧型工厂是符合时代发展的潮流。目前国家大力发展工业4.0,企业智能化建设是企业立身之本,也是企业发展的重点工作。项目运行中将从成本、效率、准确性等各个方面为公司的战略目标提供支持,为行业智慧化建设树立标杆,积累企业信息化建设经验,并且通过这个项目使轮胎行业了解信息化建设现状和市场,促使其增加投入和关注力度。
该实施方案基本覆盖企业生产的全工序,实现全生命周期的信息化管理,为生产车间提供一套完整的解决方案2,提供最权威、最贴切的智能化整体方案。从而实现降低生产成本和提高产品质量的要求,实现企业信息化和工业化的深度融合,加快实现企业产业结构升级,并带动行业快速发展。
猜你喜欢
房地产导刊(2021年10期)2021-11-22 07:43:34
智能制造(2021年4期)2021-11-04 08:54:28
中国食品(2021年2期)2021-02-24 03:55:35
小学生学习指导(中年级)(2018年11期)2018-11-29 08:56:18
物流技术与应用(2017年12期)2018-01-31 02:08:05
农村农业农民·B版(2018年11期)2018-01-28 13:28:12
中国粮食经济(2018年9期)2018-01-23 03:02:15
产品可靠性报告(2017年7期)2017-09-05 09:49:11
中国老区建设(2016年12期)2017-01-15 13:54:08
人间(2015年8期)2016-01-09 13:12:42