
基于ANSYS的立式加工中心动态分析
2021-10-08 08:21:26赵天义周俊荣吕超超王瑞超李会军
工程与试验 2021年3期
赵天义,周俊荣,吕超超,王瑞超,李会军
(五邑大学 智能制造学部,广东 江门 529020)
1 引 言
T-V1165S立式加工中心具有高速、高效率等优点,适用于加工各种精度高、工序多、形状复杂的零件,广泛应用于精密零件、5G产品、五金、汽配、医疗器械等行业。该机床的设计难点主要在于需要保证机床对工件的加工精度,而机床的动态特性会对机床加工质量产生重要影响。使用有限元分析方法分析机床的动态特性,研究机床的性能,同时对样机进行模态试验,使用模态试验数据对有限元分析结果的可靠性进行验证[1-3],进而获取准确的机床动态性能结果,这对机床的后续设计与优化具有重要意义。
2 立式加工中心动态分析
使用ANSYS Workbench进行立式加工中心的动态分析,设置零部件的材料属性。固有频率是结构的自身属性,所以忽略各种载荷。对模型的地脚螺栓处施加固定约束,对机床与地面接触施加无摩擦约束。在现实情况的应用中,机械结构的高阶固有频率计算精度偏低,而低阶固有频率更容易被激发出来产生共振。因此,本文将分析立式加工中心的前6阶固有频率,分析结果见表1。
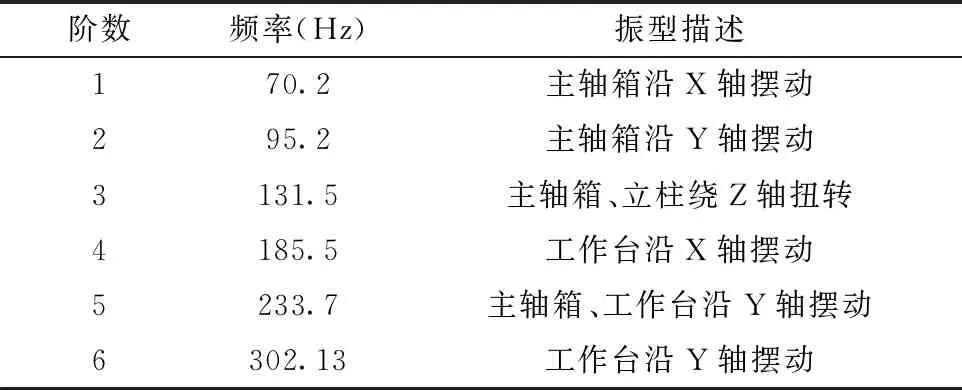
表1 T-V1165S立式加工中心的前6阶固有频率与振型描述
3 模态试验
3.1 模态测试
立式加工中心的模态测试试验选择单点激励、多点响应试验法,激振方式选择测试周期短、精度较高的单点脉冲激振。模态试验设备连接示意图如图1所示。
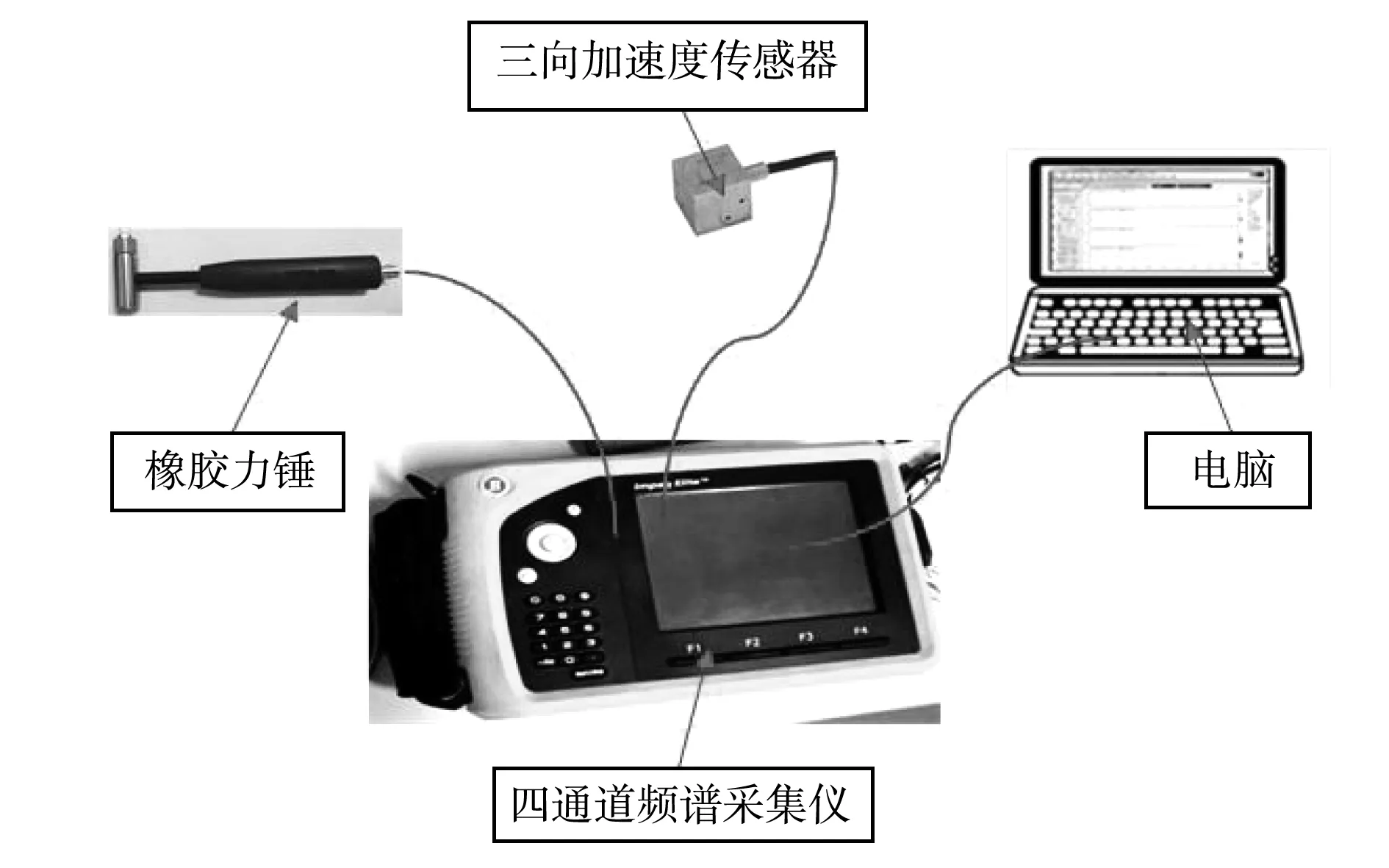
图1 模态试验设备连接示意图
利用ME′scope模态分析软件, 按照机床实际结构尺寸建立机床几何模型,根据模型采取均匀布点试验法布置测点与响应点[4]。本文对加工中心共布置310个响应测点,依据实际工程应用选择在主轴箱前端位置作为激励点(图2中测点309点位置),进行X向(径向)激励。模态测试模型如图2所示,试验现场图如图3所示。

图2 模态测试模型
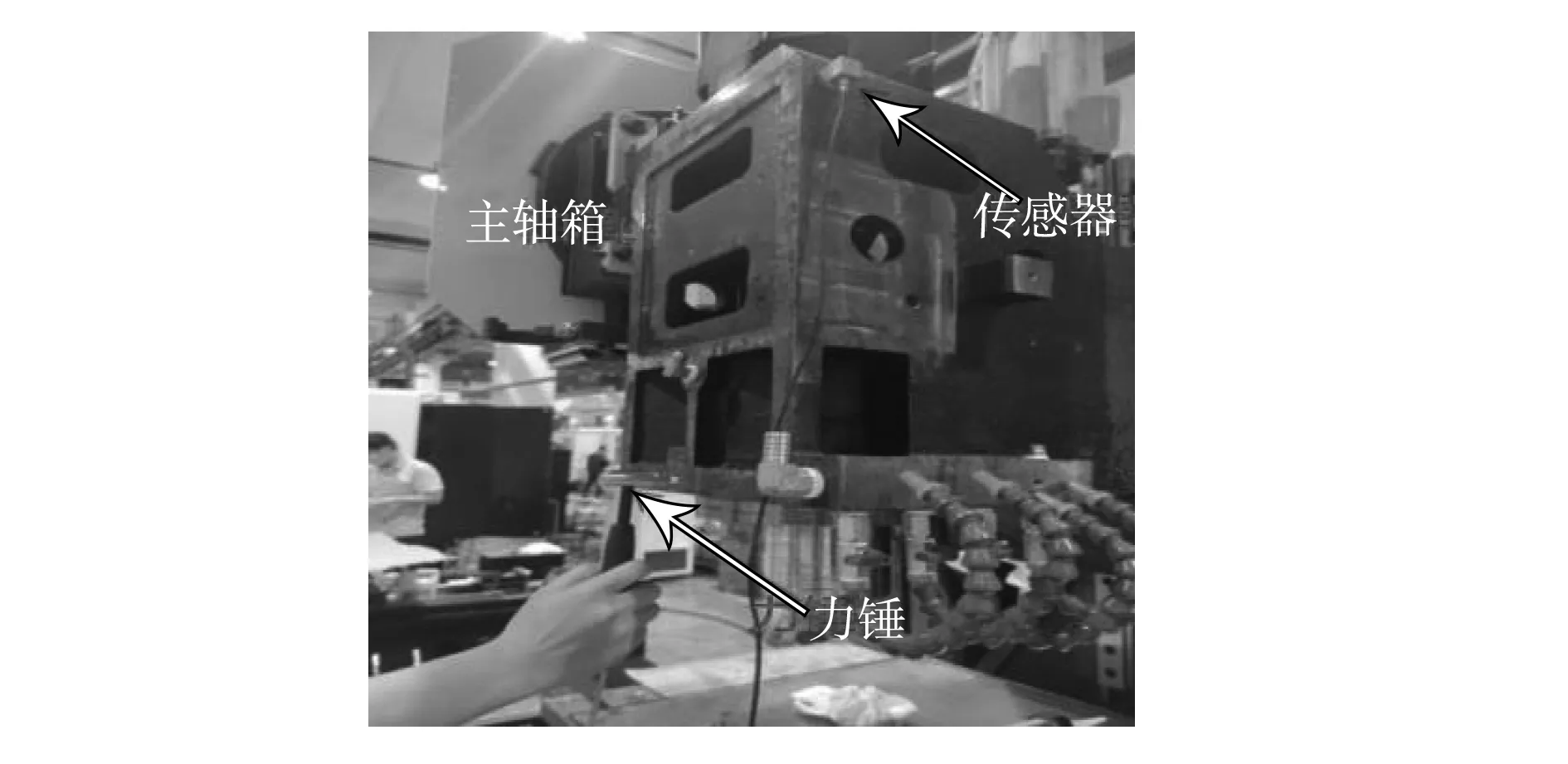
(a)力锤脉冲激励位置与主轴箱传感器布置位置
为了验证模态试验分析结果的可靠性,通常使用每一组激励测试产生的相干函数进行检验。图4是立式加工中心模态试验测点的相干函数,从不同点的相干函数曲线上可以看出,相干函数值基本都接近1,说明模态试验每组试验测试结果满足要求。
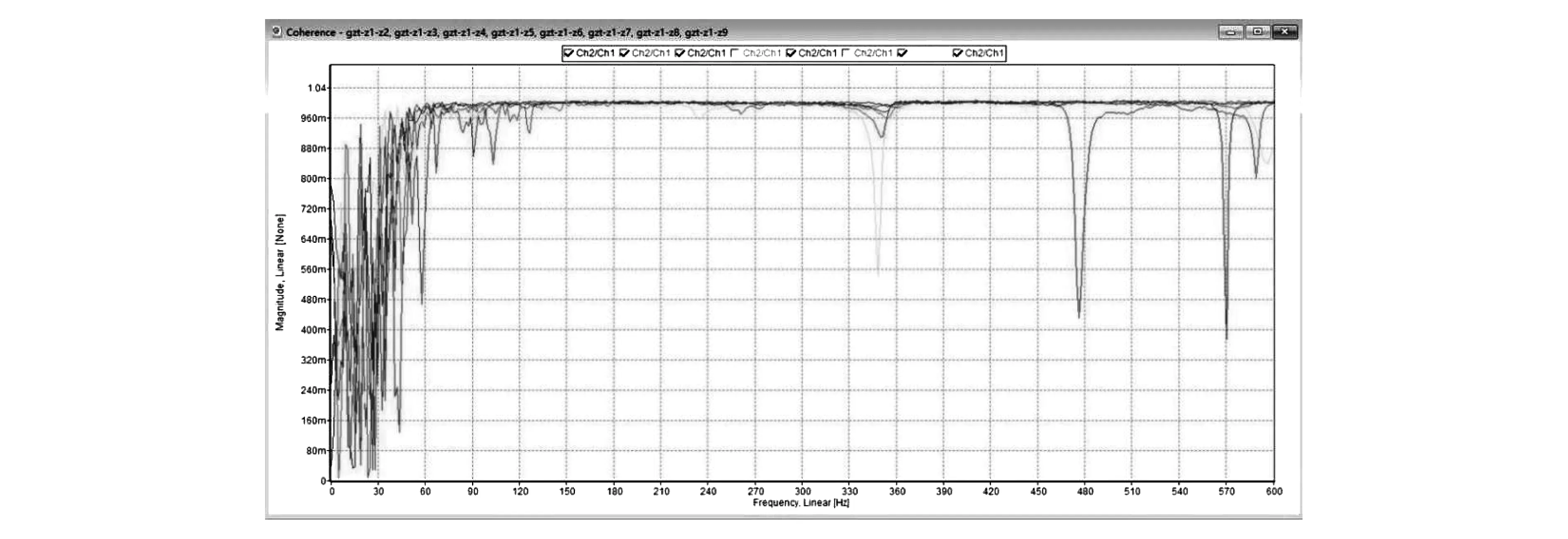
图4 测点相干函数均值曲线
试验数据经模态分析软件分析处理之后,即可获得T-V1165S立式加工中心的频率响应曲线(如图5所示),T-V1165S立式加工中心的前6阶固有频率如表2所示。
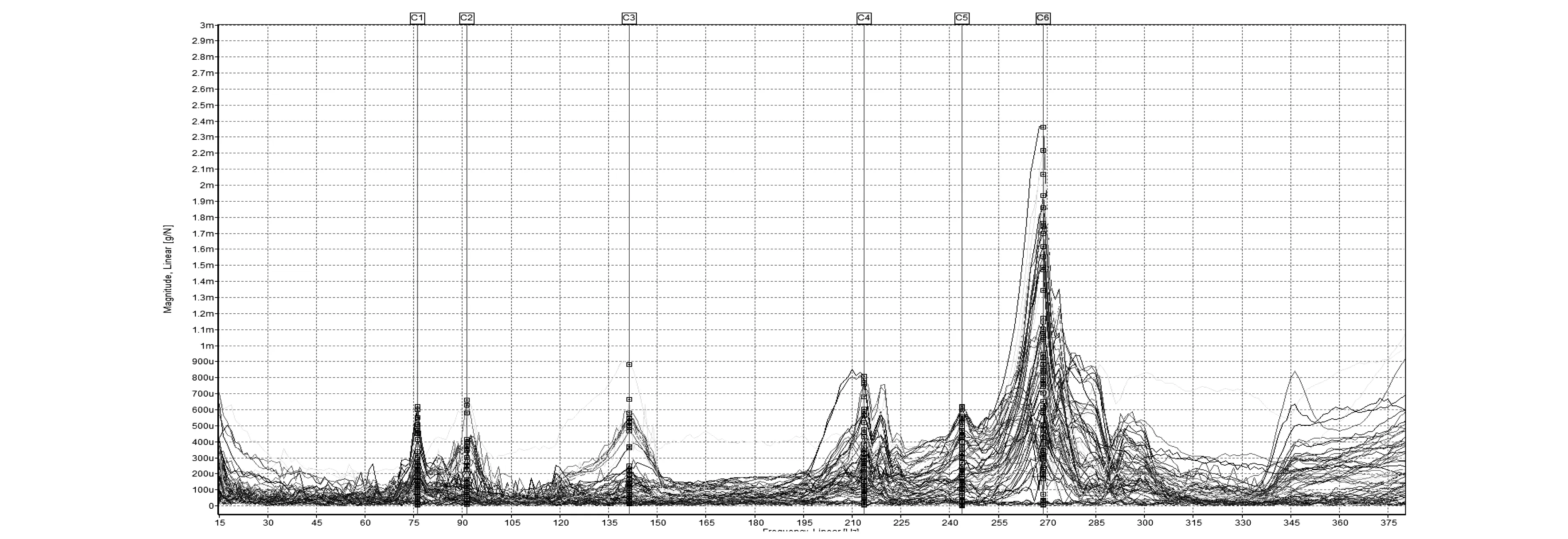
图5 立式加工中心频响曲线

表2 T-V1165S立式加工中心前6阶固有频率
3.2 试验模态结果验证
在模态测试试验中,通常使用模态置信准则验证试验的准确度。模态置信准则主要用来分析被测系统各个振型之间的相关性,其为振型向量的点积,简称MAC(Modal Assurance Criterion)[5]。MAC矩阵直方图是由立式加工中心整机的低阶试验模态参数所得,如图6所示。
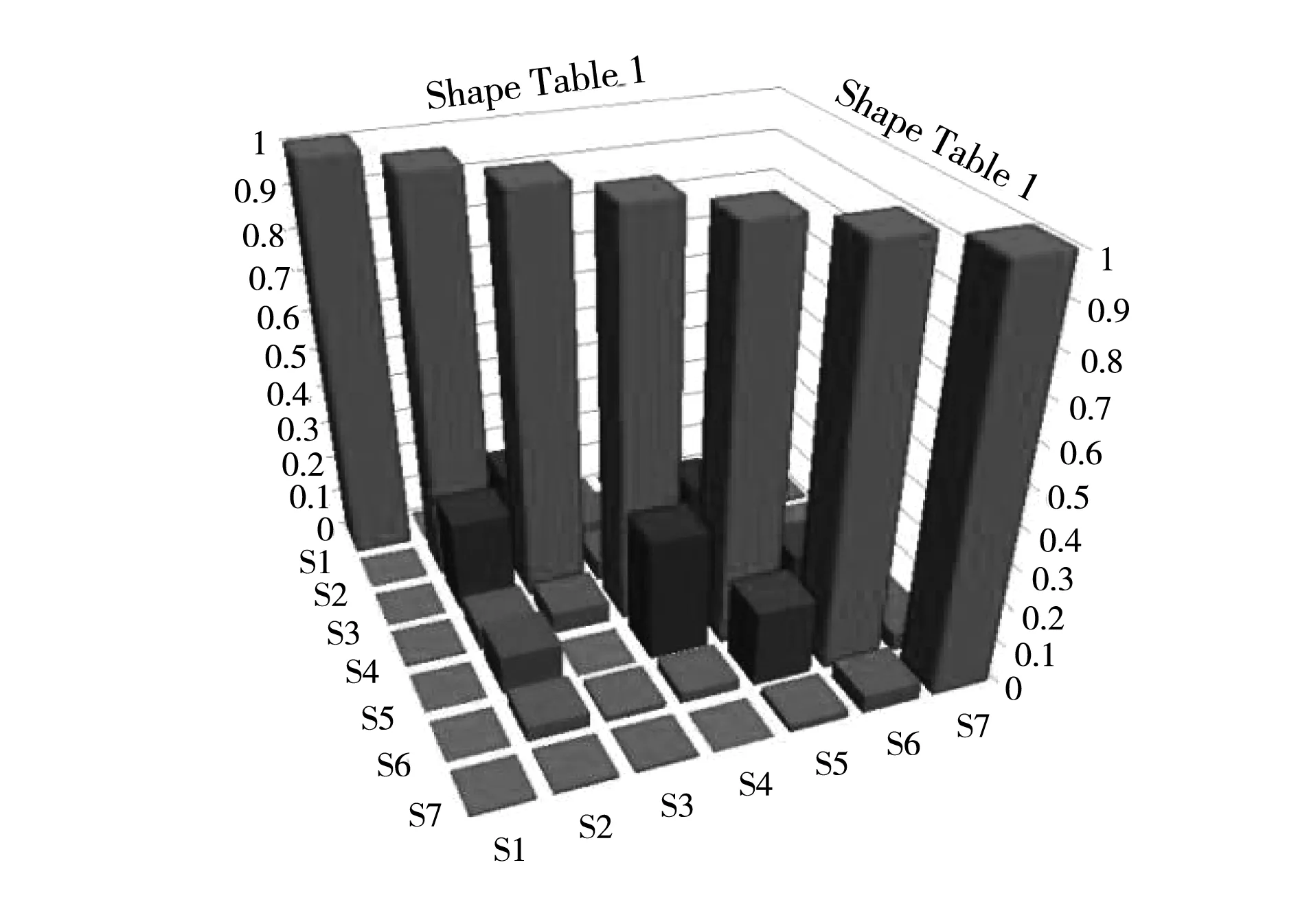
图6 模态判定准则MAC
从图6可以清楚地看出,只有对角线同向量之间的MAC值是1,其它各模态向量之间的MAC值均不超过0.1,这表明各模态向量之间是线性独立的,说明本次试验得到的模态参数结果误差较小,试验精度较高。
将立式加工中心仿真分析的结果与模态测试的数据进行对比,检验仿真结果的准确性,对比结果如表3所示。
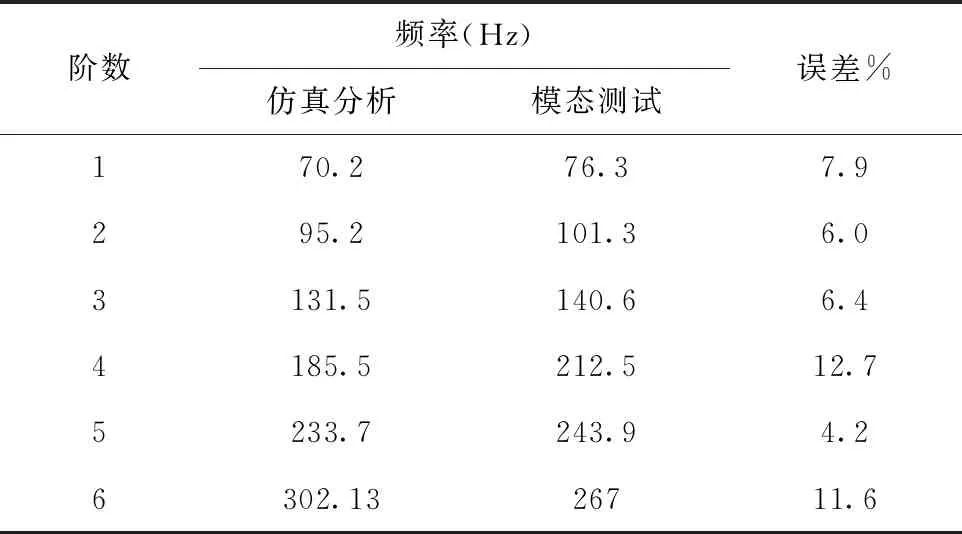
表3 加工中心试验数据与仿真结果对比
仿真分析与试验结果的对比表明,立式加工中心有限元仿真分析与模态试验结果误差在4.0%~12.7%之间,在工程所允许的范围内,验证了机床有限元模型的可靠性。
4 谐响应分析
机床在工作情况下,由于机床主轴自转,会给予机床自身结构持续稳定的周期载荷,而谐响应分析就是分析机床自身结构在周期载荷激励下的响应情况[6,7]。在立式加工中心主轴3个方向上施加大小为2000N、频率0~250Hz的简谐力,分析机床的振动响应情况,分析结果如图7所示。
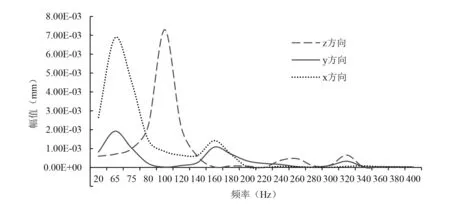
图7 T-V1165S立式加工中心幅频响应曲线
从图7可以看出,在机床前6阶固有频率附近均有振幅,引发共振。在频率为50Hz、100Hz时,振动响应幅值分别为6.9μm、7.3μm,分别处于整机模态的前2阶固有频率附近,产生共振时,对加工影响较大。参照整机的模态分析振型,整机的前2阶模态的主振型为主轴箱,确定机床的关键部件为主轴箱。
5 结 论
本文对机床进行了模态分析,获取了机床的前6阶固有频率及相应振型,并根据试验结果验证了有限元仿真分析结果的准确性。同时对机床进行了谐响应分析,根据谐响应与模态分析的结果确定了机床的关键部件为主轴箱,这为后续机床二次设计及优化提供了重要依据与方向。
猜你喜欢
中国设备工程(2024年10期)2024-06-02 16:40:20
力学与实践(2022年5期)2022-10-21 08:10:34
中国设备工程(2022年12期)2022-07-11 04:33:00
兰州交通大学学报(2022年2期)2022-04-26 10:19:12
大电机技术(2021年2期)2021-07-21 07:28:38
特种结构(2019年2期)2019-08-19 10:05:52
制造技术与机床(2019年2期)2019-03-06 07:11:42
制造技术与机床(2017年11期)2017-12-18 06:47:01
山西建筑(2015年14期)2015-06-05 09:37:07
现代机械(2015年1期)2015-01-15 03:07:54
