窄间隙MAG焊电弧声行为分析
2021-09-28 11:27:26丰雪朱冠清张松磊周畅
中国设备工程 2021年18期
丰雪,朱冠清,张松磊,周畅
(平顶山平煤机煤矿机械装备有限公司,河南 平顶山 467100)
在液压支架千斤顶加工行业中,传统的千斤顶缸体焊接工艺通常采用大凹槽坡口、多层多道焊接。一方面,制造大凹槽坡口需要时间,需要进行大量的焊接,消耗大量焊接材料,价格昂贵且效率低下。另一方面,热输入大并且应力和应变大,热影响面积大,焊接的机械性能较差。而窄间隙使用狭窄的凹槽以减少焊接材料的消耗。同时,由于焊接期间的热输入非常低,因此减少了焊接后的变形和应力,是一种有效的焊接方法。但由于窄间隙焊接中电弧与坡口侧壁几乎平行,造成电弧无法对侧壁直接加热,易出现侧壁未熔合缺陷,造成千斤顶在使用过程中的漏液、缸底脱落等,严重影响千斤顶的安全。确保侧壁熔合的可靠度非常重要,归根结底是追踪电弧的位置。当今的电弧跟踪主要是基于人的看和听,产品的质量在很大程度上取决于操作人员的技能和责任。因此,提高MAG焊接工艺的自动化程度,降低人为因素的影响尤为重要。本文通过电弧规律分析为侧壁熔合电弧作用位置的预警提供一种途径。
1 窄间隙MAG焊实现原理
图1显示了窄间隙MAG焊的焊接原理。
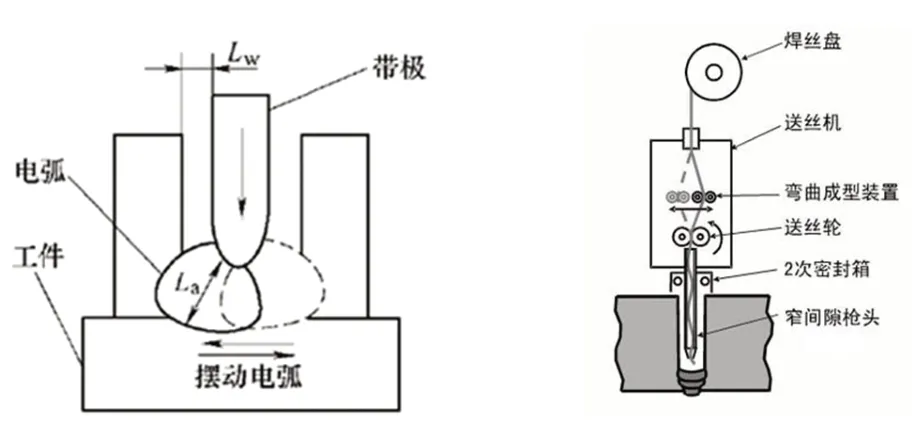
图1 实现原理
该方法的特征之一是用矩形截面的导电嘴代替常规的圆柱形,焊丝作为熔化极伸入坡口内焊接。电弧在合适的焊接参数范围内,焊丝的两侧与间隙的侧壁之间的Lw距离小于或等于燃烧电弧的长度La。随着电弧的不断燃烧,焊丝与坡口侧壁和根部之间的距离有规律地变化。送丝机连续不断地运送焊丝,对侧壁加热的横向摆动电弧便在间隙之间形成,以这种方式加热侧壁实现其焊接。
2 试验设置
电弧声音信号采集系统主要由麦克风,一调整模块(AWA14603)和采集模块(PCI-1713)。焊接实验在德国克鲁斯QRH—390—E/Z焊接机器人上进行,QINEO PULSE 600焊接电源。测试板由Q345钢制成,长600mm,宽200mm,厚25mm。凹槽宽20mm,深12mm,底部倒角半径约3mm,焊丝直径1.2mm,焊接参数如表1。

表1
3 结果
3.1 短时加窗处理
电弧信号的产生是一个异常随机的过程,其特性会随时间变化。但是,从另一个角度来看,这是一个相对较短的时期,频谱特性和某些物理特性基本不变,可以将其作为稳准态信号。在这种情况下,电弧的声信号的处理和分析应该在短时间内进行,常采用“短时加窗”实现。经过几次尝试,当帧长为100ms(每帧的采样容量为4800)时,分析结果基本相同。这点在实施实时在线监控指标时将非常有用。电弧的开始和结束时燃烧的不稳定性,因此不考虑相应的时间信号。图2显示了当电弧位于焊道中心时使用矩形窗对电弧声音的加窗处理情况。可以看出,窄间隙MAG焊垂直焊接时电弧声音信号在大约100Hz的频率上表现出周期性的“振铃”衰减特性。其原因是,电弧的声音由所造成的基值和峰值之间的电流转移形成的电弧功率变化引起。当电流从基极变化到峰值时,电弧的功率会非常迅速地变化,从而引发强烈的“振铃”,幅值维持在±0.5V上下。
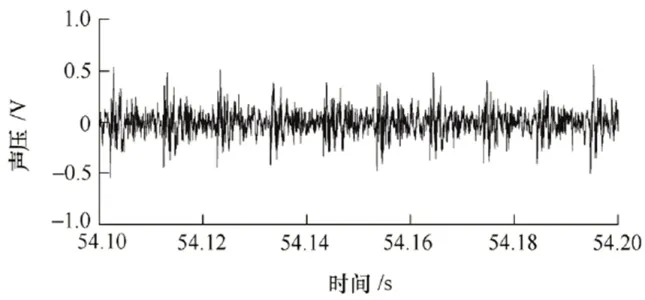
图2 短时电弧声波形
3.2 功率谱分析
音频信号的特征之一是,随着时间的流逝,波形对外部干扰非常敏感,并且反射特性在某种程度上对外界很强。因此,围绕频域进行的功率谱分析是电弧声音频信号分析的最可靠、最有效的分析方法之一,可用于评估随时间变化的随机信号功率的频率分布。如图3所示,电弧声分配距离在0.3~12.0kHz。此外,大部分功率集中在0.3~3.0kHz和9.0~12.0kHz这两个频率上,并且有多个共振峰显示。
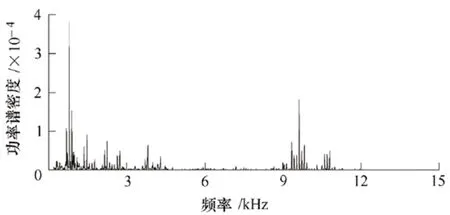
图3 电弧声功率谱
随后的实验表明,不同的电弧侧壁距离会相应改变电弧声信号的频谱细节。当电弧的侧壁接近Δ=1.6mm(图4a)时,处于0.3~1.5kHz的低频范围内。侧壁的距离增加到Δ=2.6mm和3.6mm(图4b和图4c),电弧的功率离散分化,在9.0~12.0kHz频率范围内的功率显著增加。横向侧壁距离的增加,当Δ=4.6mm(图4d),其特性与图3相似。
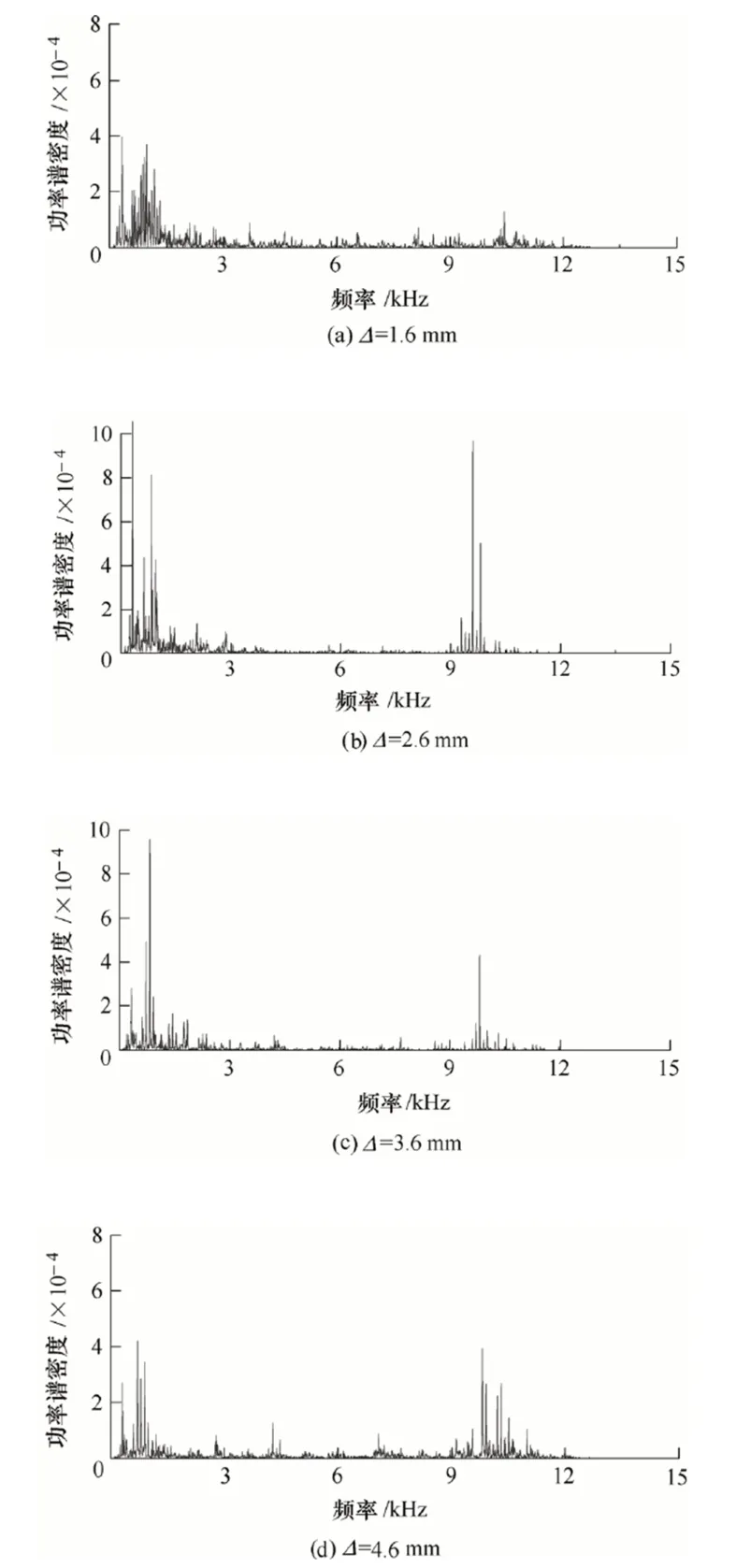
图4 电弧-侧壁距离对电弧声功率谱的影响
就像人类的发声机制一样,焊接是一个声音系统,电能的转换被电弧声声源激发。电弧电极和保护气屏蔽形成的共振腔形成电弧的声源和声通道,声源和声通道相互作用形成电弧声,通道的频率响应将确定其频谱显示特性。焊接参数、电弧运动、熔滴运动、熔池形状和其他影响因素决定了通道电弧声的频率。在窄间隙MAG垂直焊接的情况下,如果电弧与侧壁之间的距离很短,则电弧会立即被吸引到侧壁上,沿着侧壁上升并迅速扩展(图5a)。功率变化很大,但是,声道型腔增加,并且电弧声频的频率降低。随着电极和侧壁之间距离的增加,电弧在焊缝的两侧移动,电弧形态自然被侧壁压缩(图5b和图5c),通道修改的效果显而易见,电弧声频的频率变大。随着继续增加电弧与侧壁之间的距离,侧壁将减少电压缩(图5d)。总的来说,电弧声音的域频特性在很大程度上与电弧的位置有关。但鉴于其复杂性和高度模糊性,要发现两者之间的数学关系并不容易。

图5
4 结语
窄间隙MAG时域波形表现出周期性的“振铃”规律,其频率对应于焊接电源的脉冲频率;电弧声的功率范围是0.3~12.0kHz,并且有两个集中的频率(0.3~3.0kHz和9.0~12.0kHz)。随着电弧与侧壁之间的距离逐渐增加,电弧的声能具有较低的频率分布,具有“间歇-连续-间歇”特征的。高频分布出现在侧壁距离2.6mm以上,并表现出“连续且间歇”的分布特性。
猜你喜欢
中国金属通报(2022年1期)2022-06-02 02:09:56
工程建设与设计(2021年11期)2021-07-28 06:33:42
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
四川冶金(2019年4期)2019-11-18 09:30:50
模具制造(2019年3期)2019-06-06 02:10:52
舰船科学技术(2016年1期)2016-02-27 15:39:14
大型铸锻件(2015年4期)2016-01-12 06:35:27
应用科技(2015年5期)2015-12-09 07:10:09
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13