
3号炉铁口维护措施
2021-09-28 23:38杨剑洪张朗铭郑海松罗旭吉于绍平
山西冶金 2021年4期
杨剑洪,张朗铭,郑海松,罗旭吉,于绍平
(广西柳钢中金不锈钢有限公司,广西 玉林 537600)
广西柳钢中金不锈钢有限公司(全文简称柳钢)3号高炉于2008年5月投产,有效容积2 000 m3,配备4座球式热风炉,东西2个铁口,正常铁口深度2.8 m,利用系数2.5,正常的开铁口次数是9~12次/班。
1 7月份3号高炉铁口表现(见表1)
由表1可以看出7月份3号高炉开铁口次数普遍超过12次,这说明铁口维护的比较差。

表1 2008年7月份3号高炉开铁口次数
2 原因分析
2.1 炮泥质量差
7月份3号高炉用宏达炮泥,而4号炉用的是建冶炮泥,在生铁产量、原燃料和高炉相差无几的情况下,4号炉炮泥月消耗量只有65 t,而3号炉炮泥消耗量117 t,这说明炮泥质量很可能存在一定问题。
这段时间各个班出铁末期的铁流量偏大的现象也表明铁口通道不经冲刷,也反应了炮泥质量存在一定问题。
2.2 炉前班组操作不统一(见图1)
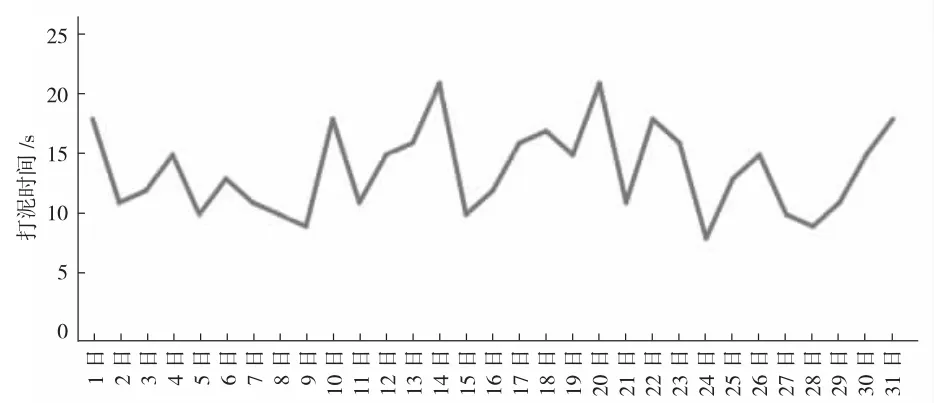
图1 3号高炉7月份炉前每天平均打泥秒数
由图1可以看出各个班打泥不统一。打泥量不统一就会导致铁口深度不稳定,不易维护。打泥量过多则容易遗留在炉缸里影响炉缸活跃,打泥量过少会导致铁流量大,容易造成跑大流。
2.3 铁口泥套问题(见表2)
从表2可以看出,3号炉铁口跑泥次数较多,说明铁口泥套经常冲刷的不完整。

表2 7月份铁口跑泥次数 次
这段时间钢材市场有利润空间,柳钢对炼铁厂要求的产量比较高,所以如果按照之前重做铁口泥套的间隔时间那么铁口泥套承受不了这种高产量的节奏。
3 解决措施
3.1 保证炮泥质量
在价格合理的情况下,尽量采用质量好的炮泥,在使用过程中,把使用的情况反馈回厂家,让厂家根据柳钢需要调整原燃料配比,以达到改善炮泥质量的目的。
无水炮泥成分中,膨胀剂(蓝晶石、叶腊石)对膨胀产生影响,结合剂(焦油、沥青、树脂)对堵口、开口、出铁时间产生影响,特殊添加助烧结剂(绢云母)对强度产生影响,抗蚀剂(SiC、C)对耐蚀性产生影响,润滑性(黏土、石墨)对堵口产生影响[1]。不同的高炉,不同的时间段需要不同的性能的炮泥。因此,让厂家到现场看炮泥情况,并且说明了3号高炉的出铁情况,建议适当调整这两种成分的含量。
3.2 规范合格铁口标准
一个规范合格的铁口标准应当具备如下要素:一是铁口的深度稳定,通道密实;二是铁口的角度稳定;三是泥包工作处于正常,不会存在漏铁、开裂等情况;四是渣铁的流速正常,流速控制在冶炼速度及冶炼速度2倍之间,并确保能及时排出;五是铁口泥套正常,不会出现涨出和串煤气的情况;六是吨铁炮泥的消耗控制在0.5~0.7 kg范围内;七是渣铁流和泥套中心线一致,泥套位置合适不偏移。
3.3 炉前班组操作要求统一
根据各个班反应的情况确定好合适的打泥量,统一规定打泥时间,如有异常情况需要多打泥的要记录好并且汇报相关情况,做好奖惩制度并严格执行。
3.4 改善做泥套技术
1)浇注铁口泥套,缩短做泥套的间隔时间。具体操作流程是首先将铁口泥套进行解体约为50 cm深,而后将铁模进行固定,填充浇注料并将其固化,最后分别用小火大火进行烘烤。浇筑铁口泥套能够适当的延长其寿命,为后续的稳定工作奠定基础,若在实际的生产过程中,铁口泥套松动,则需要及时用免烘烤料重做。做泥套的间隔时间由一个月做一回变为半个月做一回,由炉前大班长监督安排好,并记录好。
2)稳定铁口角度。具体操作流程是首先校正开口机大梁,若发现变形情况应当及时更换。而后应用特质的量角器平均每周校正开口机角度一次。值得注意的是,操作人员需要关注钢钎和钻杆不能有弧度,在实际的开铁口的过程中,开口机不能出现摆动的情况。操作人员需要将开口机挂钩上的渣铁清除干净,将开铁口的角度进行稳定。定期校正液压炮角度,确保与开口机角度一致。
3)制作削铁口泥套雾化刀具。首先操作人员需要使用装有雾化切割刀的特质钻杆,而后使用开口机将铁口泥套外涨快速修平,这样能够有效提高修补泥套的工作质量,也适当的减轻了炉前工人的劳动量。其次,利用雾化效果还能够有效延长刀具的使用寿命。
3.5 改善开铁口操作方法
使用钢钎开铁口改为使用钻杆一次性开出,同时使用雾化保护钻头,使用钻头直接开出铁口后,大大减少了铁口难开的次数,钻漏的次数,也就意味着不需要烧氧,或者是不需要重新堵上铁口再开。还能大大降低开铁口时间至5 min内。解决了高渣比、高冶强下炉前出铁难题。
针对不同的铁口钻漏的具体操作流程为:
1)若使用大钻头钻漏并且漏得较大,操作人员就可以直接使用大钻头。
2)当使用大钻头钻到一半的时候,漏得不大就可以让其结死,而后再更换小钻头钻。若大钻头退出来漏大了,就需要更换钢钎来钻,并且要一直注意不能被卡死。
3)若钻杆钻到漏点杯卡死,则需要立即烧氧,而后再看情况更换钻杆或钢钎钻出来。
3.6 完善相关规章制度
有规矩才有方圆,只有完善好炉前的规章制度才能让炉前工有章可依。车间重新制定了,“铁口泥套维护制度”、“炉前交接班制度”,并制定了负责人。
4 实施后的效果(见图2和表3)
由图2可以看出各班打泥秒数趋于统一,而且打泥时间正在逐步往下降,说明炮泥质量也有所改善。
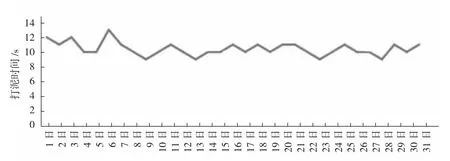
图2 实施后的打泥秒数
由表3可以看出开铁口次数明显减少,这说明铁口维护向好。

表3 8月3号高炉开铁口次数
从打泥秒数和开铁口次数可以看出铁口情况正在向好的方向发展,实施的措施效果良好。
5 结论
1)炉前主要工作是出铁,而出铁必须维护好铁口,而铁口的好坏主要看铁口深度、铁口泥套和铁口通道。
2)铁口深度合适、铁口泥套光滑完整、铁口通道耐冲刷则说明铁口维护的好,而开铁口次数也是能直接就反应铁口好坏的一个指标。
3)炮泥质量、泥套维护和炉前操作对铁口深度影响很大。
猜你喜欢
山西冶金(2022年5期)2022-09-22
山东冶金(2022年2期)2022-08-08
煤矿安全(2022年5期)2022-05-23
昆钢科技(2021年3期)2021-08-23
昆钢科技(2021年3期)2021-08-23
当代工人(2019年18期)2019-11-11
中国金属通报(2019年9期)2019-10-21
制造技术与机床(2019年8期)2019-09-03
中国钢铁业(2017年4期)2017-07-25
制造技术与机床(2017年12期)2017-02-02
