
橡胶促进剂NS废水预处理实验研究
2021-09-22 02:04兰天骄陈侠张野
应用化工 2021年8期
兰天骄,陈侠,张野
(1.天津科技大学 化工与材料学院,天津 300457;2.天津科技大学 海洋资源与化学重点实验室,天津 300457)
橡胶促进剂NS由于具有缩短硫化时间和抗焦烧性、污染轻微、不变色等特点,一直受到国内外橡胶促进剂市场的广泛重视[1],但在NS生产工序中排放大量难降解废水,严重制约着橡胶促进剂NS的未来行业发展[2]。
本文根据废水残留有机物的特点,采用酸化吹脱和混凝法对NS废水前处理,分析了酸化以及混凝条件对废水处理的影响,为后续的进一步蒸发出盐或与膜处理工艺联用提供参考。
1 实验部分
1.1 试剂与仪器
聚合氯化铝、聚合硫酸铝、聚合氯化铝铁均为工业级;浓盐酸、氢氧化钠、硝酸银、聚合硫酸铁、聚丙烯酰胺(分子量≥300万)均为分析纯;橡胶促进剂NS废水,水质见表1。

表1 废水主要水质指标Table 1 The major characteristics of wastewater
六联混凝实验搅拌仪;pH7310 pH计;DR 3900 哈希水质检测仪;AX124ZH电子天平;小米TDS水质检测笔;SB-948空气泵。
1.2 实验方法
1.2.1 酸化吹脱 取6个烧杯,分别倒入200 mL废水,使用盐酸将废水酸性梯度分别调节至1~6,用空气泵通入空气,进行吹脱,检测废水COD,计算去除率。
1.2.2 混凝处理 取200 mL废水于烧杯,放置在六联搅拌机上,投加一定量混凝剂和助凝剂,以转速200 r/min快速搅拌2 min;再慢速搅拌10 min,转速为100 r/min,静沉分层。取上清液,检测废水COD,计算去除率。
1.3 分析方法
1.3.1 pH值 用pH7310型pH计测定。
1.3.2 电导率 电导率仪测定。
1.3.3 氯离子含量 硝酸银滴定法 (GB/T 15453—2008)。
1.3.4 COD 哈希消解法。
1.3.5 总氮 凯氏定氮仪测定。
2 结果与讨论
2.1 酸化吹脱
2.1.1 pH值对废水处理效果的影响 取两组烧杯,每组6个,倒入200 mL废水,调节pH值至1,2,3,4,5,6。一组以固定气液比通入空气进行吹脱2 h, 一组不吹脱,静置2 h进行对照。对比是否吹脱以及pH对废水的处理效果,结果见图1。
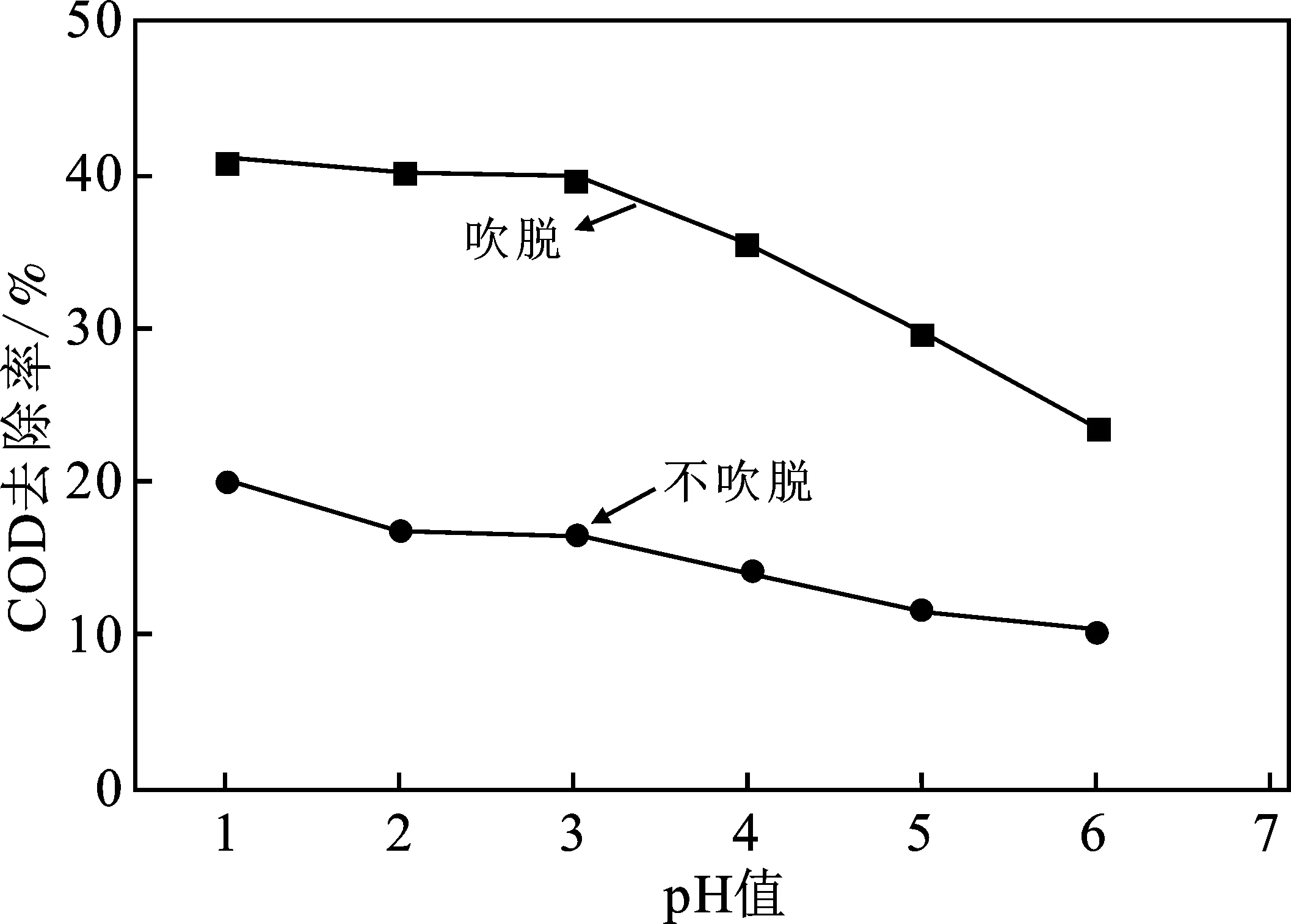
图1 pH值与是否吹脱对COD去除率的影响Fig.1 The influence of pH value and whether to blow off the COD removal rate
由图1可知,是否通入空气对废水的处理效果影响较大。由于废水散发出较为强烈的刺激性气味,可能在其中溶解了一些具有挥发性的有毒有害气体,通过通入空气,破坏一定温度下这些气体与废水之间形成的气液平衡关系,并将其去除。同时,酸性条件下废水中残留的大量噻唑类物质(如橡胶促进剂M和NS)由于到达等电点,会逐渐析出。实验现象表现为,在加酸过程中,废水中有白色悬浮物析出,脱气处理后,可以将其从废水分离出来,这是因为在通入空气之后,对酸化后含有悬浮物的废水进行了搅拌,加速了悬浮的细小颗粒之间的碰撞,使不易沉淀且具有粘性的有机物转化成棕褐色沉淀析出,之后废水变澄清。废水处理效果随着酸性增强而逐渐上升,但当pH到达3以后变化不明显,这是由于在酸度过高时,易出现胶体再稳现象,影响物质的析出效果[3]。考虑到工艺的经济性以及对工厂机器的腐蚀性,选择pH=3作为酸化的最佳条件。
2.1.2 吹脱时间对废水处理效果的影响 在pH=3的条件下,以固定气液比分别吹脱20,40,60,80,100,120,140,160 min,吹脱时间对废水COD去除率的影响见图2。
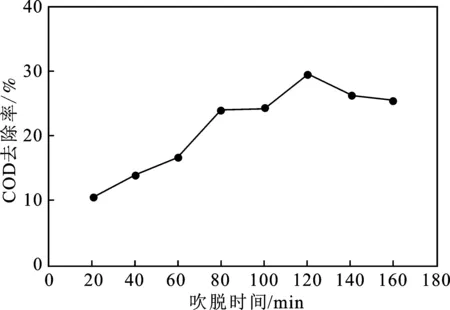
图2 吹脱时间对COD去除率的影响Fig.2 The effect of blow off time on COD removal rate
由图2可知,在固定气液比的情况下,随着吹脱时间的延长,废水处理效果也越来越好,120 min以后变化不明显。可能是在通入空气的过程中酸和有机物逐渐发生反应,待有机物反应完全以后再继续通入空气已经不再继续发生反应。所以最佳吹脱时间为120 min,此时COD去除率为29.63%。
2.2 混凝处理
2.2.1 混凝剂对废水的作用效果 取200 mL废水,分别投加200,400,600,800,1 000,1 200 mg/L的聚合氯化铝(PAC)、聚合硫酸铝(PAS)、聚合氯化铝铁(PAFC)及聚合硫酸铁(PFS)和10 mg/L的聚丙烯酰胺(PAM),先快速搅拌2 min,使其充分分散在水中,随后转变为慢速搅拌,便于生成絮体,待产生大量絮体后停止搅拌,防止将矾花打散。静沉分层后取上清液,检测废水COD。混凝剂种类对COD去除率的影响见图3。
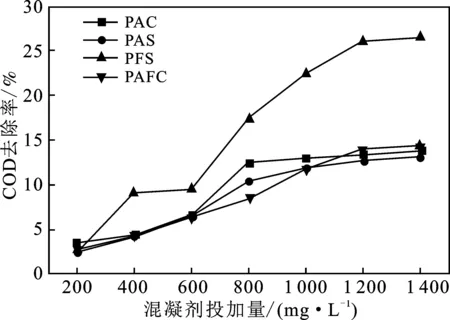
图3 混凝剂种类对COD去除率的影响Fig.3 Effect of flocculant type on COD removal rate
由图3可知,PFS的废水处理效果比PAC、PAS、PAFC的废水处理效果更显著。在相同添加量的情况下,PFS的絮体沉降速度更快,并且会形成更为紧密的絮体层[4]。PAC和PAS形成的絮体大而松散,很容易破碎,且破碎之后再次形成絮体的能力较弱,而PFS絮体受到破坏后再次絮凝的能力较强。在混凝处理过程中,PAFC处理的废水没有明显絮体出现,处理效果较差,可能是由于PAFC对助凝剂的投放顺序以及废液pH有相对较高要求[5]。综合上述因素考虑,PFS在相同添加量的情况下沉降速度快、COD去除率高,且药剂成本更低,同时聚铁型絮凝剂相比于含铝型絮凝剂更加环境友好,不会对水体造成二次污染,无毒无害,故PFS为处理NS废水的最适絮凝剂。
2.2.2 pH对COD去除率的影响 取200 mL废水,用稀HCl和NaOH调节pH值为4~10,投加1 200 mg/L 的PFS和10 mg/L PAM,搅拌速度同上。静沉分层后检测废水COD,以确定混凝处理的最适pH,实验结果见图4。
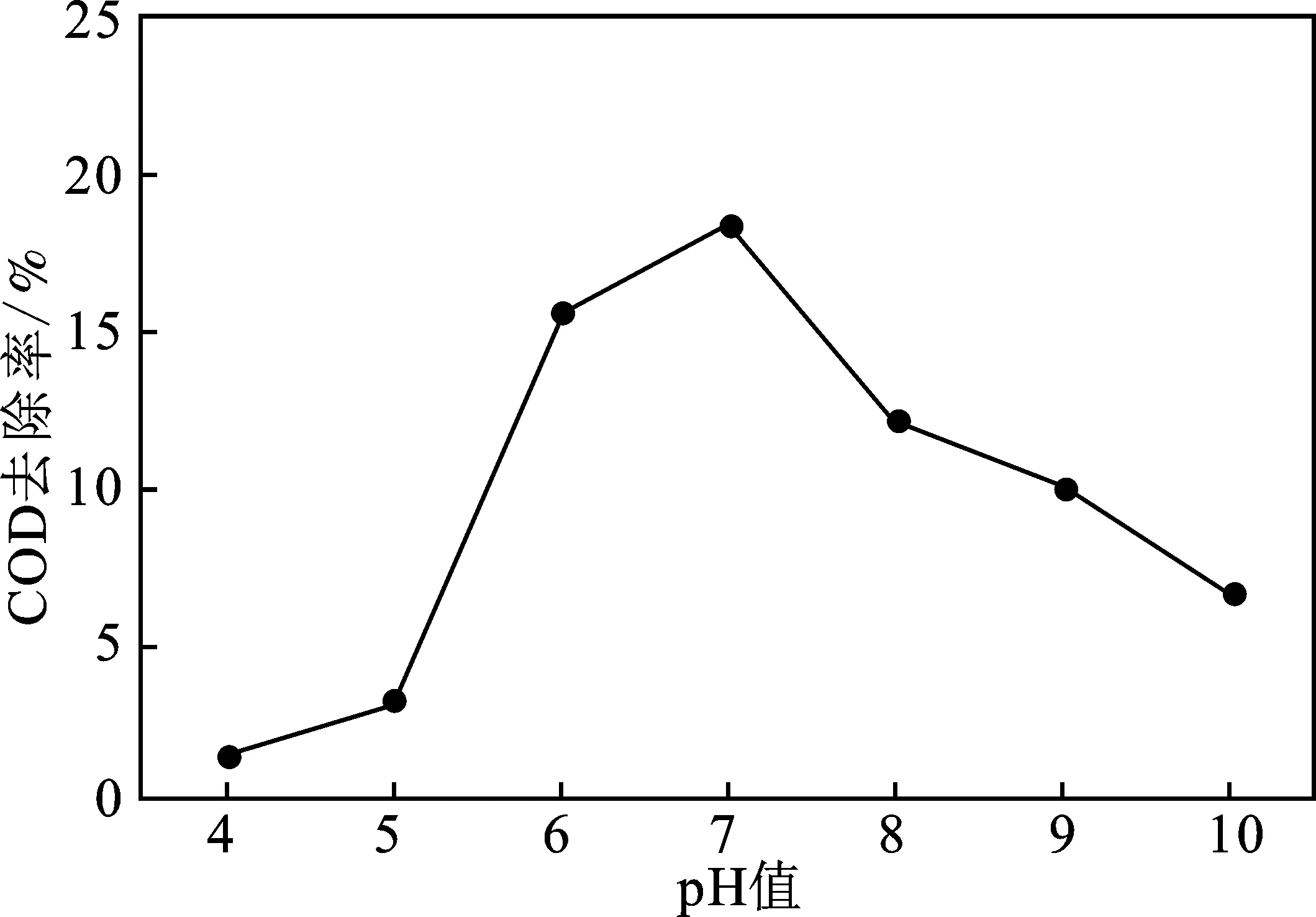
图4 pH值对COD去除率的影响Fig.4 Effect of pH on COD removal rate

2.2.3 PFS投加量对COD去除率的影响 取200 mL 废水,调节pH为7,分别投加600,800,1 000,1 200,1 400,1 800,2 000 mg/L的PFS和10 mg/L 的PAM,搅拌速度同上,静置探究混凝剂的最佳投加量,结果见图5。
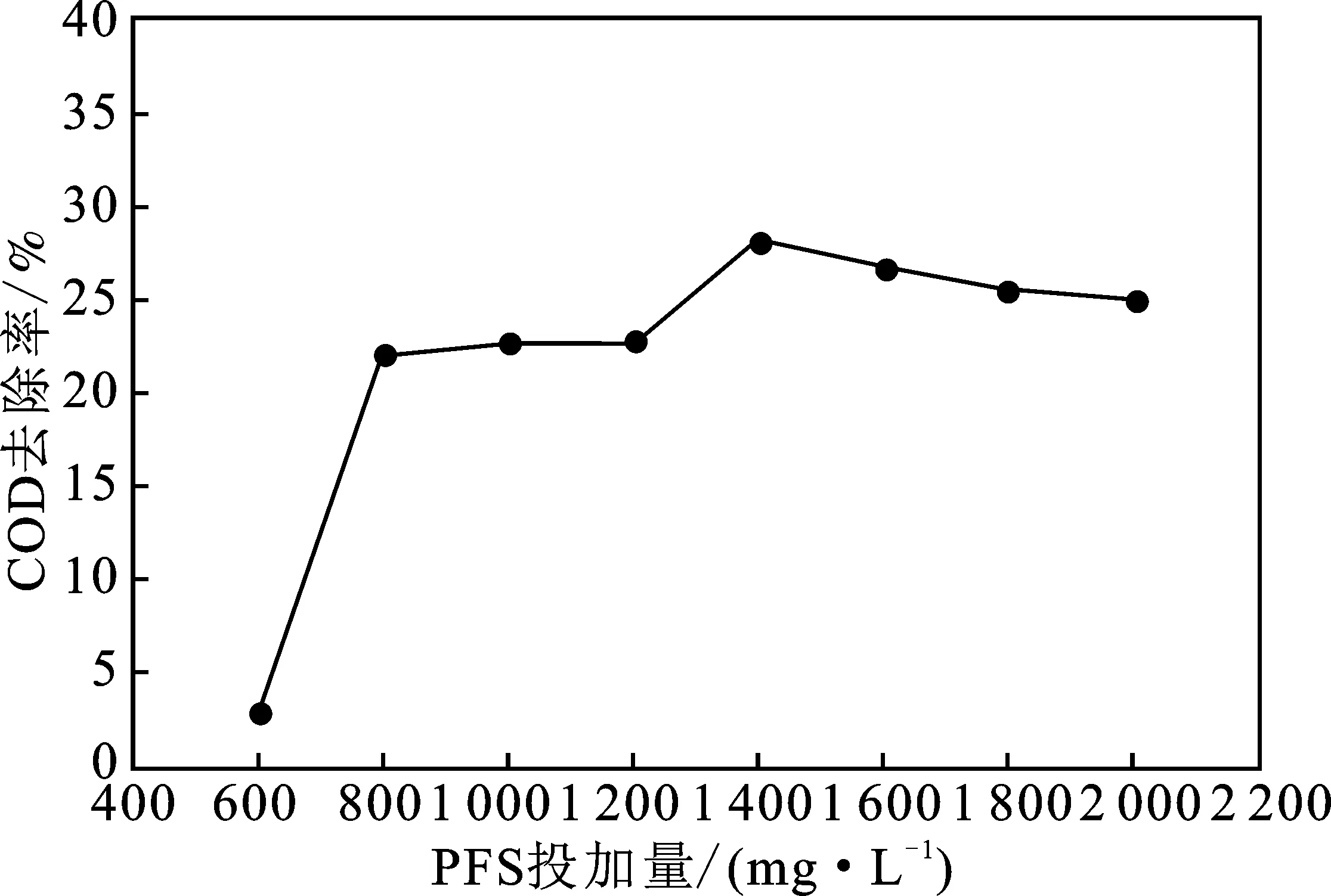
图5 PFS投加量对COD去除率的影响Fig.5 Effect of PFS dosage on COD removal rate
由图5可知,废水处理效果随着PFS添加量的加大而增强,到达拐点后继续加大剂量后变化不大,甚至有所下降,分界点为1 400 mg/L。可能是当絮凝分子产生较少时,无法产生体积较大的絮体,因此废水中悬浮的颗粒物无法完全沉降,所以得到的混凝效果不够好[9];当曲线达到最高点以后,继续增大使用剂量时,由于PFS在废水处理中的吸附效果已经趋近于饱和,多余的试剂会影响絮凝效果[10],原本形成的沉淀的稳定性也被破坏。同时,当PFS投加过量后,水体颜色也变得越来越深,甚至色度已经超出了废水本身的颜色,对后续蒸发出盐的品质也有较大影响。将投加剂量定为1 400 mg/L,此时去除率为28.09%。
2.2.4 PAM投加量对COD去除率的影响 取200 mL 废水并调节pH为7,分别投加4,6,8,10,12,14,16,18 mg/L的PAM和1 400 mg/L的PFS,搅拌速度同上,静置待废水分层后,检测COD,以确定助凝剂的最佳投加量,结果见图6。
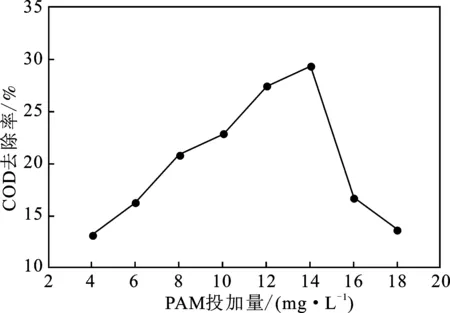
图6 PAM投加量对COD去除率的影响Fig.6 Effect of PAM dosage on COD removal rate
由图6可知,COD去除率随着助凝剂PAM的投加量增多先呈急剧上升,后逐渐下滑,以14 mg/L为分界,这可能是因为PAM分子链中的极性基团促进了废水颗粒的聚集,具有增强离子强度的作用[11],会使细小的矾花凝聚成体积较大的絮凝物,沉淀时间缩短,絮凝效果明显。PAM的用量过多时,会形成不容易沉淀且结构松散的颗粒群[12],同时,过多的PAM也会对水资源产生二次污染,投加量过多时会残留单独毒性,对人体有害。所以选取PAM=14 mg/L来处理橡胶促进剂废水NS,此时去除率为29.48%。
2.2.5 正交实验结果 以上是单因素的实验结果,实际生产中,因素之间存在相互影响,故通过正交实验对混凝的综合因素进行综合考量。选择3个主要变量为影响因素,以确定实验最佳条件,结果见表2,进水COD 10 100 mg/L。

表2 混凝正交实验结果Table 2 Results of coagulation orthogonal experiment
由表2可知,混凝剂PFS投加量的影响最大,pH值次之,而助凝剂的影响并非十分突出。最佳方案为A2B2C2,即混凝剂投加量1 400 mg/L,PAM投加量14 mg/L,pH=7。
3 结论
采用酸化脱气和混凝法预处理橡胶促进剂废水NS,酸化吹脱的最佳条件为pH=3,吹脱120 min,混凝处理的最佳条件是,混凝剂PFS投加量1 400 mg/L,pH为7,助凝剂PAM投加量14 mg/L。处理后的橡胶促进剂NS废水,COD去除率为53.75%。
猜你喜欢
云南化工(2021年6期)2021-12-21
昆钢科技(2021年4期)2021-11-06
工程建设与设计(2021年10期)2021-04-01
橡胶科技(2018年4期)2018-02-17
河北工业大学学报(2016年6期)2016-04-16
哈尔滨工业大学学报(2015年2期)2015-09-21
橡胶工业(2015年5期)2015-08-29
橡胶工业(2015年11期)2015-08-01
橡胶工业(2015年3期)2015-07-29
化工管理(2014年9期)2014-12-11
