
叶尖抗冲蚀涂层的研究进展
2021-09-22 03:22张一凡陈淑年张志强陈琳廖斌欧伊翔英敏菊张旭
表面技术 2021年8期
张一凡,陈淑年,张志强,陈琳,廖斌,欧伊翔,英敏菊,张旭
(1.北京师范大学 核科学与技术学院,北京 100875;2.北京市科学技术研究院 北京市辐射中心,北京 100089)
冲蚀磨损是指小而离散的固体粒子以一定速率和角度冲击材料表面,从而导致被冲蚀材料表面渐进性磨损的现象[1]。与民用航空器的使用环境不同,军用战斗机或运输机在高砂尘环境服役时,高速气流诱导砂尘吸入发动机,风扇和压气机叶片尖端受到的冲蚀磨损使其外形和结构完整性遭到破坏,大大降低了发动机的服役性能和使用寿命[2-3]。海湾战争中,恶劣的砂尘环境使美军机发动机耗油率大幅上升,实际服役寿命不足设计寿命的1/8[4]。我国沙漠面积占国土总面积的15%[5],受沙漠影响的面积更是超过50%。在沙漠地带近地飞行1 h,就可吸入近200 kg 的砂尘,砂尘冲蚀将导致发动机寿命下降80%~90%。目前,我军现役各型涡轴发动机均无砂尘防护措施,仅在中部和东部等砂尘质量浓度小于530 mg/cm3的地区具备起降能力,而在西北戈壁沙漠等砂尘质量浓度大于4000 mg/cm3的边境地区无法形成作战能力,这极大地限制了全域作战的使用要求。
表面改性技术是提升叶尖抗冲蚀性能的有效途径之一,而涂层的抗冲蚀性能、耐磨性和结合强度与涂层的硬度和韧性密切相关。高硬度涂层可降低砂尘冲击时塑性变形导致的磨损,高韧性涂层可减少受到恶劣环境砂尘粒子冲击时产生的裂纹。尤其是对表面十分敏感的钛合金叶尖基材,同时具有“高硬高韧”特性的涂层比“超硬但脆”的传统涂层具有更广泛的应用前景[6]。因此利用离子束技术制备叶尖高韧性硬质防护涂层已成为近些年来研究的热点之一。
实际上,超硬防护涂层及其沉积技术的研究已经比较深入和成熟,而硬韧协同的抗冲蚀涂层仍无法较好地应用于航机压气机叶尖表面。其主要原因有:(1)基于服役条件中的高应变率冲击、瞬间高速高应力摩擦对涂层防护硬韧匹配与微结构设计的要求较高;(2)压气机叶片尖端作为发动机的关键结构件,对涂层的均匀性、致密性、粗糙度、结合强度等综合指标要求十分苛刻,且整体叶盘叶尖多、端面窄、外形复杂、遮挡严重,针对这些综合问题,传统工艺还未实现关键技术的突破。随着纳米化、多元化的发展,纳米多层超晶格和纳米复合等结构的引入,较好地优化了涂层硬度和韧性的匹配关系。磁过滤阴极真空弧技术(FCVA)作为新型载能离子束涂层制备技术,可以实现微结构设计、性能和工艺三位一体化的协同发展。本文重点对压气机叶尖抗冲蚀防护涂层结构设计、非本征强韧化机制和宏微观性能三个环节的关键问题进行了综述,深入对比了国际主流的离子束沉积技术,并展望了该领域的研究重点和发展前景。
1 压气机叶尖工况及损伤机理
航空发动机中的压气机是利用高速旋转的叶片给空气做功以提升气压的部件[7]。其中,转子轮盘上的叶片被称为动叶,负责对空气做功,增加空气动能;固定在机匣上的叶片被称为静叶,负责将气流的动能转化为压力势能,并将气流引导到下级动叶前段。与涡轮叶片高温高压的工作环境不同,高速、高角度、高流量的砂尘冲蚀环境是压气机叶片面临的新挑战。砂尘颗粒在气流作用下高速吸入发动机,砂尘粒子与叶片尖端表面相对运动速度超过音速,冲击应变率超过105s–1。相比准静态力学条件(应变率为10–4~1 s–1),铝合金基体/涂层在动态力学条件下(应变率为102~104s–1)的动态响应与力学性能差异较大,且更加复杂。同时,大量高浓度砂尘对涂层的冲击方向具有随机性,涂层因本身存在各向异性,不同的加载方向会导致涂层不同程度形变及断裂。此外,研究还发现,冲蚀砂粒尺寸对涂层的抗冲蚀性能有较大影响。如图1所示,当砂粒尺寸较小时,粒子不能穿透,无法对材料造成破坏;当砂粒尺寸大于穿透硬质层的临界值时,就会对材料表面造成严重的冲蚀磨损[8]。
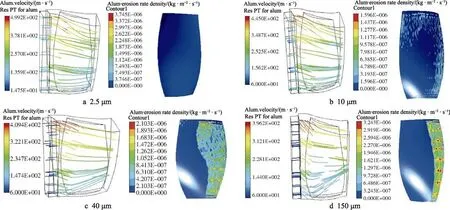
图1 不同粒径粒子的冲蚀速度轨迹图和TiAlN 涂层冲蚀云图[8]Fig.1 Erosion velocity trajectories of different particle sizes and erosion nephograms of TiAlN coatings[8]
另外,冲蚀过程还受到砂粒特征、冲击角度、冲蚀时间、环境温度与湿度和材料组织结构等多方面的影响。到目前为止,还没有公认的理论和模型能够全面解释材料冲蚀的内在机理,预测材料的抗冲蚀性能[9]。关于以上因素,只能分别评价并综合权衡。关于冲蚀角度的影响,目前已逐步形成了较为成熟的理论(见图2):微切削理论着重于低冲击角砂尘粒子的切削作用是导致涂层材料剥落的主要原因;二次冲蚀理论很好地解释了脆性粒子的大入射角冲蚀过程中冲击引起的裂纹萌生及扩展,成为疲劳源,进而导致涂层失效[10]。

图2 砂粒冲蚀损伤机理[10]Fig.2 Mechanism of sand erosion damage[10]: a) small angle erosion; b) large angle erosion
2 叶尖抗冲蚀涂层
2.1 叶尖抗冲蚀涂层的发展
抗砂尘冲蚀涂层发展的初期,由于对冲蚀机理认识的局限性,涂层硬度被认为是提高材料抗冲蚀性能的关键因素。高硬度可以抵抗砂尘冲击时塑性变形导致的磨损,从而提高涂层的抗冲蚀性能。20 世纪70年代,美俄两国开发出了第一代陶瓷抗冲蚀涂层(TiN、CrN 等),并用于多个型号发动机叶片的砂尘防护[11]。同时,关于如何提高涂层的硬度,研究人员也进行了大量的研究,而且成绩斐然,研究进展和现状如图3 所示。试验也证实了这些涂层拥有优异的力学性能。随着冲蚀理论的发展,研究人员发现,在涂层缺陷和脆性断裂敏感的极端工况下,涂层的韧性开始变得至关重要[12]。高韧性意味着在断裂过程中有较大塑性变形且在断裂前伴有应力的稳定下降,即材料具有良好的延展性,而高硬度又意味着高抵抗塑性变形的能力。因此,材料的硬度和韧性是两个本质上相互对立的性能指标,即硬度的提升必然会造成一定量的韧性降低,两者的匹配问题逐渐成为了抗冲蚀防护领域的研究热点。针对这一问题,Sam Zhang 等[6]和J. Musil[13]提出了高韧性硬质涂层的概念,并分别将其定性描述为“hard yet tough”和“flexible hard”。Ou 等[14]又将此概念定量化,即将H﹥20 GPa、H/E*﹥0.09 和H3/E*2﹥0.25 或KIC﹥2.5 MPa/cm2的涂层归类为高韧性硬质涂层,如图4 所示。

图3 硬质涂层的现状[6]Fig.3 Status of hard coatings[6]

图4 高韧性硬质涂层的定量表征[14]Fig.4 Quantitative characterization of hard yet tough coatings[14]
2.2 材料体系
传统的叶尖抗冲蚀涂层材料通常是过渡族金属与非金属构成的化合物、金属间化合物等二元系涂层[15],现如今通过添加Al、Cr、Co、C、Si 等元素,使其向多元系涂层发展。如在TiN 涂层的基础上加入Al 元素,Al 原子置换了面心立方结构TiN 中的一部分Ti原子,引起晶格畸变,从而使涂层硬度升高[16]。另外,高温下的Al 原子会向涂层表面扩散,形成致密的Al2O3保护膜,大幅提升涂层的抗氧化性能[17-18]。对于多元系涂层来说,当晶粒细化至纳米尺度时,由于纳米尺度效应的存在,涂层可以获得超高硬度(H>40 GPa)。此外,由于裂纹尺寸常常与晶粒尺寸成正比,当晶粒或者裂纹尺寸在纳米范围时,应力集中系数会大幅降低,这抑制了裂纹的萌生。通常裂纹是沿着材料结合较弱的区域萌生与扩展,特别是沿晶界方向,纳米尺度的多元涂层中的多元多相结构增加了晶界的复杂性,减缓了裂纹的扩展速度。因此,纳米尺度的多元系涂层通常具有较高的韧性[19]。然而,受制于传统涂层制备技术在叶片防护领域的局限性,在叶尖等异型面基材上沉积复杂组元涂层的技术还面临诸多挑战。当前美国的MDS-PRAD、GE 公司应用最多的抗冲蚀涂层主要是ER7 和BlackGold 涂层,其主要成分分别为TiN、TiAlN[1]。
最近十几年来,高熵合金涂层引起了广泛的关注,该材料突破了传统金属涂层的设计思路,为开发大量新的合金涂层材料提供了可能。由于高熵合金的原子尺寸大小不同,且多组元合金混乱排布在一起,所以原子的排列规则必定不会按照标准固溶体的模式进行。无序排列的相邻原子之间的半径差会导致晶格严重畸化变形,造成结构上的晶格畸变效应。这种晶格畸变会阻碍内部运动,造成固溶强化效应,进而大幅提高涂层的硬度。另外,高熵合金元素较多,不同的元素在合金内发挥各自特性,所以高熵合金的性能可以通过增减不同种类元素和调整组元比例来实现定制化调控[20]。目前,关于高熵合金涂层抗冲蚀性能的研究还处于起步阶段,未来有望成为叶尖抗冲蚀涂层发展的新趋势。
2.3 结构设计与强韧化机制
高砂尘工况对叶尖涂层的抗冲蚀性能有了更高的要求,在伊拉克和阿富汗战争中,涂覆有传统陶瓷涂层(TiN 和CrN)的叶尖仍然受到严重的砂尘冲蚀。虽然陶瓷涂层具有较高的硬度,但是脆性大、断裂韧性低,导致涂层在受到恶劣环境砂尘粒子冲击时,极易出现裂纹。针对这两个对立属性,利用传统的本征手段来获得“鱼与熊掌兼得”的涂层非常困难。现如今,随着多元、多层、梯度、纳米复合等涂层结构的不断更新换代,使得涂层的性能更加均衡。通过改变涂层复杂程度等非本征增韧手段,融合多种传统增韧方法的协同作用,已成为硬质涂层增韧发展的新趋势。
2.3.1 多层结构/纳米多层结构
多层结构是指在厚度方向上,成分或晶体结构不同的2 种或2 种以上材料交替生长而成的涂层结构,如图5 所示。每组重复单元组成一个调制周期,用Λ表示,Λ=hA+hB,其中hA和hB分别代表两个调制层的厚度。调制层厚度比被称为调制比,用R表示,R=hA/hB。当调制周期处于纳米尺度时,该结构被称为纳米多层结构。这类涂层结构中有大量的界面,界面的形成可以抑制柱状晶生长,消散冲蚀粒子能量,阻止裂纹的萌生和延缓裂纹的扩展。同时,膜层生长过程中,在界面处反复形核,晶粒细化,大幅度提高膜层的致密性。中间层可以一定程度地释放残余应力,协调形变,提高膜基结合强度和韧性,有利于膜层中晶粒尺寸和结构的调配。研究表明[21-25],调制周期、调制比和界面是影响涂层硬度和韧性的重要因素。

图5 纳米多层涂层结构Fig.5 Structure of nano multilayer coatings
传统研究表明,纳米多层涂层存在硬度突增的现象,其硬度都远高于单纯混合法则的预测值[26]。然而,该体系尤其是陶瓷基纳米多层涂层曾面临着一个重大问题:硬度的增加会造成韧性的急速下降,无法达到二者的平衡。随着研究人员对涂层增韧机制的深入研究,开始有研究表明,陶瓷基纳米多层涂层可以同时具有高硬度和高韧性。欧伊翔[14]利用深振荡磁控溅射技术(Deep Oscillation Magnetron Sputtering, DOMS)制备了CrN/Si3N4纳米多层涂层,通过维氏压痕实验和测量不同Si 含量表征涂层的断裂韧性KIC和弹性回复We。结果表明,CrN/Si3N4纳米多层涂层具有超高韧性。Cheng[27]、Zhou[28]和Manoharan[29]分别利用纳米压痕实验和微悬臂梁弯曲实验对Ti/TiN 纳米多层涂层的韧性进行了定量描述。结果表明,Ti/TiN 纳米多层涂层的韧性值约为TiN 涂层的2~3 倍,硬度也超过了40 GPa,达到了超硬的水平。Chen 等人[30]利用磁控溅射技术制备了TiN/ZrN 纳米多层涂层,并利用STEM 技术研究了纳米多层膜的微观结构和分布,如图6 所示。图6a 周期性地展示了TiN/ZrN 纳米多层膜致密的微观结构。与图6b—d 相对应,可以观察到涂层TiN 和ZrN 层的交替沉积。TiN 和ZrN 的单层厚度分别为140、100 nm。

图6 TiN/ZrN 纳米多层膜的微观结构[30]Fig.6 Microstructure of TiN/ZrN nano multilayers[30]
对于多层涂层来讲,有理论认为其硬化的一个重要机理是由于界面晶格畸变所产生的交替变化的协变应力场阻碍了位错运动,使得涂层的硬度大幅增加。当两种不同晶格常数的材料组成纳米多层膜时,每层之间的晶格失配,使得涂层内部产生弹性应力和应变。晶格常数大的层受压应力,晶格常数小的层受拉应力,由此产生了交变应力场。涂层的硬度和弹性模量也随调制周期的减小而增大[31-32]。有研究表明[33],三维协变应力场中,最大的屈服应力为:
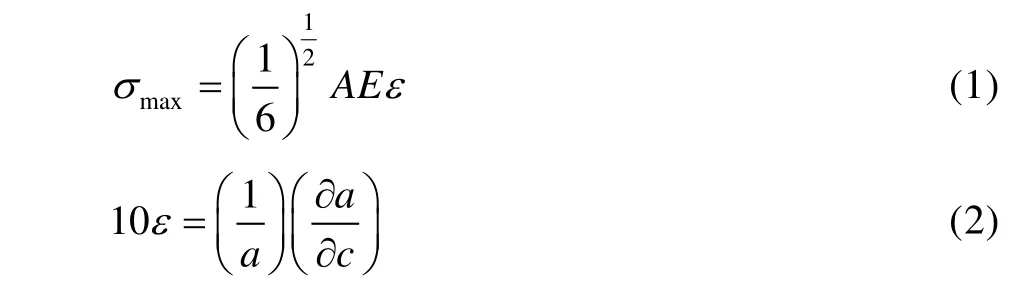
式中:A为成分调制幅度;E为弹性模量;ε为晶格常数不发生畸变时的成分变化;a为晶格常数;c为另一相的局部浓度。
Koehle[34]提出的另一种理论也很好地解释了多层结构的硬化作用,即两种剪切模量不同的材料交替外延生长时,为了保持较低的能量状态,剪切模量较小的层首先产生位错。施加外力后,位错向层间界面运动,具有较高剪切模量的层产生排斥力,阻止位错穿过界面,从而使得涂层产生硬化作用(如图7 所示)。根据Schmidt 定理,计算出镜像排斥力造成的多层膜最大理论硬度为:

图7 位错环滑移机制Fig.7 Operating mechanism of dislocation loops: a) within hard layer; b) within soft layer

式中:HA为具有小剪切模量的材料的硬度;GB、GA分别为两种材料的剪切模量;m为Taylor 因子。
值得注意的是,单层层厚必须足够薄,否则位错会在层内产生而不会遇到界面,因此也不会产生显著的镜像力效应。Chu 和 Barnett 提出了一个基于Kzanowski 的镜像力效应的模型[29],并成功地预测了硬度随单个层厚度的变化趋势,从而找到抑制位错穿过层间界面运动的最佳层厚。该理论模型获得了TiN/NbN 多层膜试验数据的有力支撑[35]。
在增韧方面,由于多层结构界面处的裂纹偏转、界面脱层、延性层间韧带桥接和纳米塑性导致的裂纹尖端钝化,这些都将在裂纹扩展过程中造成额外的能量消耗和损耗[36],如图8 所示。
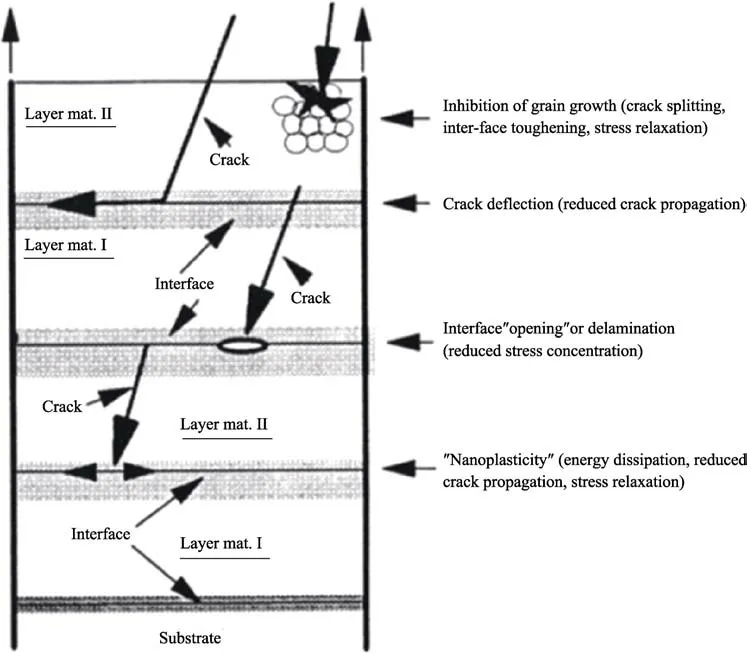
图8 多层结构的增韧机理[36]Fig.8 Toughening mechanism of multilayer structure[36]
Qiu 等[37]研究了nc-TiAlN/a-Si3N4纳米晶/非晶态的多层膜,与单层TiAlN 相比,多层膜的最大临界划痕载荷增加了165%,这种改善归因于层界面处的裂纹偏转。Du 等人[38]制备了不同SiC 层厚的TaC/SiC多层膜,并基于压痕的径向裂纹,采用钝形压头和立方压头的纳米压痕试验来估计其断裂韧性(如图9、10 所示)。当采用钝形压头时,在SiC 单层中出现圆形裂纹,而TaC 单层中同时出现径向裂纹和少量圆形裂纹。随着多层结构的形成,所有多层膜上都可以观察到圆形裂纹,但是,只有tSiC=0.4、4.0 nm 的多层膜中出现轻微的径向裂纹。使用立方角压头,当tSiC=0.4 nm 时,多层膜压痕的自由基裂纹比各成分单层膜稍短,在tSiC=0.8 nm时几乎消失。径向裂纹在tSiC=1.2 nm处再次出现,并随着tSiC的进一步增大而拉长。这是基于TaC 和SiC 层间共格界面处的交变应力场降低了附近位错运动的激活能,从而促进局部塑性到韧性的转变[39]。此外,在压痕过程中,由相干应变稳定的c-SiC伪晶层可能会转变为非晶态结构,从而提高韧性。
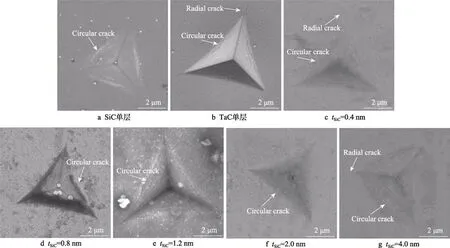
图9 钝形压头压痕的微观形貌[38]Fig.9 SEM micrographs of indent imprints through Berkovitch indenter under 1000 nm depth for (a) SiC monolayer, (b) TaC monolayer, and TaC/SiC multilayers with (c) tSiC=0.4 nm, (d) tSiC=0.8 nm, (e) tSiC=1.2 nm, (f) tSiC=2.0 nm and (g) tSiC=4.0 nm[38]

图10 立方角压头压痕的微观形貌[38]Fig.10 SEM micrographs of indent imprints through cube-corner indenter under 800 nm depth for (a) SiC monolayer, (b) TaC monolayer, and TaC/SiC multilayers with (c) tSiC=0.4 nm, (d) tSiC=0.8 nm, (e) tSiC=1.2 nm, (f) tSiC=2.0 nm and (g) tSiC=4.0 nm[38]
尽管当前对陶瓷基多层涂层的研究取得了一定的进展,但关于制备抗冲蚀叶尖涂层的研究仍然较少。笔者总结了多层结构的设计准则,希望今后为此类涂层的研究工作提供借鉴。
多层涂层的设计准则[34,40]:
1)常温时,两调制层材料的晶格常数差别尽可能小,使两种晶体以共格外延方式生长,避免在界面处产生过大的失配应力、
2)两调制层材料的热膨胀系数要基本一致,避免冷热循环引起界面破坏。
3)两调质层材料的剪切模量差应尽可能大,使多层膜中单晶材料位错开动能量存在较大差异,以增加位错运动时所受的镜像阻力。
4)两调制层材料界面处和自身原子间都应形成足够强的结合键,使层间和层内具有足够的结合力。
5)低剪切模量层应该足够薄,高模量的层也不能太厚,这样既限制了涂层内部位错的增殖,也避免产生调制层间大量位错堆积导致的应力集中现象。
2.3.2 纳米复合结构
纳米复合结构是由2 种或多种纳米尺寸的晶粒(或颗粒)组成的结构,或是纳米晶包覆在非晶中所构成的多相结构。纳米复合涂层类似网状结构,如图11所示,其中蓝色部分为基本相,空白部分为界面相,后者包裹前者的结构为纳米复合涂层的一般结构。通过在传统的TiN、CrAlN、TiAlN 等涂层中添加适量的Si 元素,可以形成过渡金属氮化物的纳米晶相(nc-TiN、nc-CrAlN、nc-TiAlN 等)镶嵌在非晶相(a-Si3N4)的结构中[41-45]。由于纳米复合涂层中晶体相的固溶强化作用和非晶相层阻碍位错和裂纹在晶界中的移动与增殖,进一步强化了纳米晶晶界,因此获得了相比传统的硬质涂层更高的硬度[46]。纳米复合涂层通过优化涂层和钛合金基材之间的匹配关系,显著提升了基材/涂层体系的协同变形能力。低载荷作用下,涂层能够实现伴随基材的一体化协同弹性变形,避免了界面上的应力集中导致的分层。高载荷作用下,通过转变裂纹方向,避免了裂纹沿柱状晶的萌生与扩展。涂层的超高韧性和结构优势,抑制了位错增殖源,并使其湮灭在晶界边缘,从而宏观上抑制了冲蚀过程中涂层表面裂纹的萌生和发展,避免涂层在应力下的断裂和开裂,表现出了优异的抗冲蚀性能。
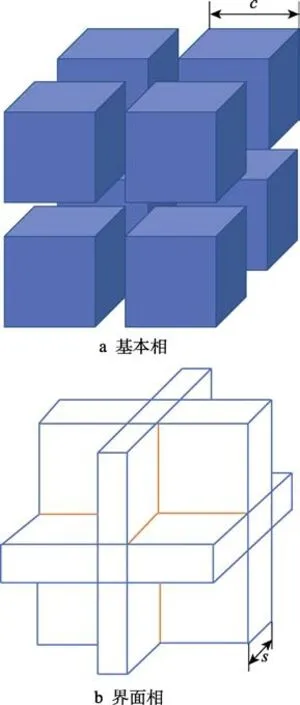
图11 纳米复合涂层结构Fig.11 Structure of nanocomposite coating: a) basic phase; b)interface phase
Veprek 等[47-49]对纳米复合结构涂层进行了进一步的研究,他制备的TiSiN 纳米复合结构涂层,其硬度相对于传统的TiN 涂层提升了4 倍,而相对于Si3N4,硬度提高了5 倍以上。与此同时,纳米复合涂层也表现出了优异的抗高温氧化性能,Ti、Cr、Zr等过渡金属氮化物在温度仅仅高于100 ℃时,就能生成结晶相,而Si3N4在温度高达1100 ℃时,还能保持非晶结构,非晶原子层能够有效抑制高温条件下氧原子沿晶界缺陷渗入涂层内部[50]。Barshilia 等人[51]利用直流非平衡磁控溅射技术制备了CrN/Si3N4和CrAlN/Si3N4纳米复合涂层。结果表明,平均Si 含量为7.5%(原子数分数)时,CrN/Si3N4和CrAlN/Si3N4涂层的硬度达到最大,分别为29 GPa 和32 GPa。张世宏等人[52]利用多弧离子镀技术制备了CrAlSiN 涂层。晶粒尺寸为(7.0±0.2) nm 时,涂层展现出了高硬度(52 GPa)、高塑性变形抗力(H3/E*2=0.295 GPa)、高结合力(50 N)和低摩擦系数(0.1~0.2)。罗军等利用磁过滤阴极真空弧技术(FCVA)在不同氮气通量下制备了CrAlSiN 致密的纳米复合涂层,并对其微结构和力学性能进行了研究。结果表明,当氮气通量控制在100 mL/min 时,晶粒尺寸可以被控制在8.6 nm左右。此时涂层的硬度和塑性变形抗力最佳,分别为40.4 GPa 和0.367 GPa,同时具有高韧高硬的特性。Sun 等人[53]利用高分辨透射电子显微镜(HRTEM)和选区电子衍射(SAED)技术观测了纳米复合的微观结构,如图12 所示。其中纳米晶化合物嵌入非晶态Si3N4基材中,纳米晶CrN 和AlN 边界周围的非晶态Si3N4呈现出细粒晶状结构。此外,SAED 图案揭示了CrN 和AlN 的多晶相的存在,其中可以观察到CrN 的(111)、(200) 和(220)反射以及AlN 的 (002)、(200)和(102)反射。非晶态和纳米晶相组成的复合材料结构对材料的力学性能、耐腐蚀性能和摩擦学性能起到了积极的作用。
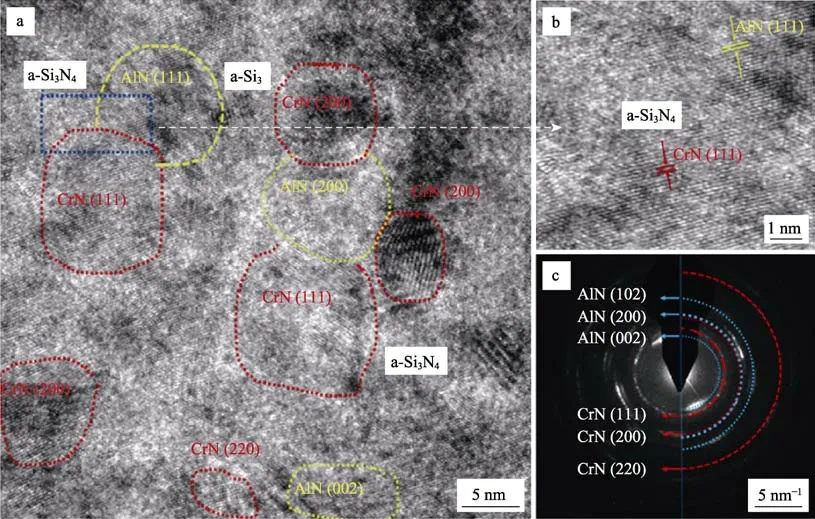
图12 nc-CrAlN/ a-Si3N4 结构的高分辨透射电子显微镜图和选区电子衍射图[53]Fig.12 HRTEM and selected area diffraction patterns of nc-CrAlN/ a-Si3N4 structure[53]
对于纳米复合涂层,S. Veprek[54-55]提出的非晶包覆纳米晶模型很好地解决了当晶粒尺寸小于10 nm时,随着晶粒尺寸的减小,由于受到晶界滑移和蠕变扩散等多种因素的耦合影响,涂层硬度降低的问题。以CrAlSiN 纳米复合涂层为例,这种结构通常会被写成nc-CrAlN/α-Si3N4的形式,nc 代表纳米晶,α代表非晶。由于CrAlN 和Si3N4在热力学上具有强烈的不互溶性,沉积过程中会形成非晶Si3N4界面相,分隔并包裹CrAlN 纳米晶结构。Si3N4非晶的存在,阻碍了CrAlN 晶粒长大,使得结晶组元尺寸很小(< 10 nm),以致晶体结构近乎完美,不存在位错的产生和增殖。此时材料在外力作用下主要靠晶界滑移来变形,而晶界滑移比位错滑移需要更多的能量。非晶相要尽可能薄(几个原子层厚度),同时具有较高的弹性模量及三维结构,以降低裂纹的产生及运动。此时涂层的硬度、弹性模量和界面能均得到提高。再根据Griffith公式(见式(4))[56]可以得出,弹性模量和界面能的提高可以进一步提升涂层的硬度。

式中:E为涂层的弹性模量;γs为界面能;a为原始裂纹尺寸(约等于晶粒平均尺寸)。
复合结构增韧,是通过引入纳米晶结构,将微裂纹限制在很小的区域内,控制裂纹的长度,同时大量晶界的产生阻碍了裂纹的穿晶扩展,使得涂层韧性提高。同时,包覆作用造成的非晶/纳米晶材料韧性的相互影响,也促进了韧性的提升。Alireza[57]制备了一种由纳米晶TiN 晶粒嵌入非晶金属Ni 相(nc-TiN/α-Ni)的硬度或韧性可调的硬质纳米复合涂层,并研究了其抗开裂性能。结果表明,在固定载荷下,随着镍含量的增加,裂纹密度和总裂纹长度减小,裂纹形态趋于圆形(如图13 所示)。这表明随着镍含量的增加,涂层材料的抗裂性或韧性有所提高。这是因为韧性金属非晶态晶间相互作用对纳米复合涂层的力学行为有利。TiN 晶粒周围的金属基材通过增加塑性变形能力来提供固有的延展性。较厚的镍覆盖层提供了更大的塑性变形能力,延展性和韧性因此提高。Ou[14]评估了不同Si 含量的CrN/Si3N4纳米复合多层膜的断裂韧性,Si 含量的增加,使得晶粒结构从鳞片状纳米柱状晶向致密纤维状晶粒再到锥形晶粒转变,导致了显微组织的演化。最佳的断裂韧性KIC为3.69 MPa·m1/2,是由于nc-CrN-a-Si3N4界面处的能量耗散和应力松弛增强了协同变形能力,如图14 所示。
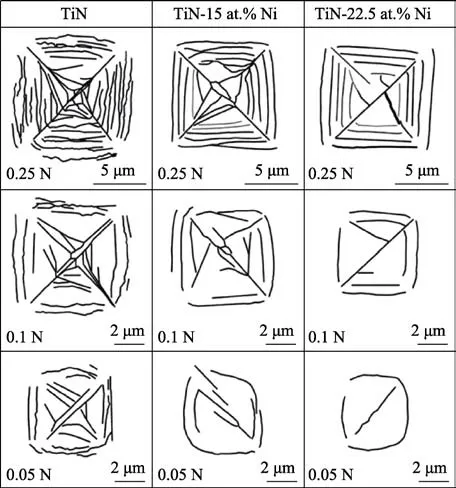
图13 TiN、TiN-15%Ni 和TiN-22.5%Ni 涂层在不同载荷下的压痕裂纹形貌[57]Fig.13 Indentation crack morphology of TiN, TiN-15at.%Ni and TiN-22.5at.%Ni coatings under different loads[57]

图14 Si 含量为15.2%的CrN/Si3N4 多层涂层开裂后的协同变形[14]Fig.14 Collaborative deformation of CrN/Si3N4 multilayer coating with 15.2% Si content after cracking[14]
如今,关于纳米复合结构涂层的微结构、力学性能、抗氧化性能有较多报道,但对其涂层结构设计及抗冲蚀机理的研究还不够深入。另外,在通过加入更多元素来增强涂层的力学性能的过程中,对非晶包覆纳米晶结构的影响的研究不足。笔者结合Veprek 等人的研究经验,归纳出了纳米复合结构的设计准则[48,40]:
1)各组成相互不相溶是形成纳米复合结构的先决条件。
2)需要有足够的元素使产生非晶相包裹纳米晶的结构,且结构中必须有一相足够硬来承受负载,一相必须具有足够的韧性来起到纳米结合剂的作用。
3)为了减少裂纹的萌生和扩展,非晶相应具有较高的裂纹生成能和扩展能。
4)涂层各相应可以在热力学作用和化学活性下分离。
5)控制制备温度,避免因高温使各晶相间发生相互扩散。
2.3.3 单相固溶体结构
单相固溶体结构涂层作为高熵合金涂层研究的重要组成部分,近年来受到广泛关注。单相固溶体结构就是指多组元固溶体合金组织只由一个均匀的相组成的合金结构。其一方面具有高熵合金涂层的性能特点,如晶格畸变效应与“鸡尾酒”效应;另一方面也有其独特的性能优势。一般来说,由于fcc 结构滑移系较多,易于滑移变形,因此具有极高的韧性,但是硬度较低。而bcc 结构则与其相反,硬度较高,但是脆性大,不易于发生较大程度的变形[58]。因此,单相fcc 结构高熵合金涂层作为高韧性涂层的代表,可以通过添加Mo、Co 等元素,大幅增加涂层的固溶强化作用,促进生成变形孪晶,同时大大提高变形后的位错密度,共同促进硬度与韧性的匹配,未来有望应用于叶尖抗冲蚀涂层领域。
Huang 等[59]研究了Mo 含量对CoCrFeNiMo 系高熵合金涂层组织性能的影响,得出的结果表明,CoCrFeNiMo0.1、CoCrFeNiMo0.2高熵合金涂层是由fcc相组成,而CoCrFeNiMo0.3高熵合金涂层则由fcc 相和σ 相组成。合金的组织主要为树枝晶,并存在Mo、Cr 等元素的偏聚,结合区附近容易产生裂缝等缺陷。随着Mo 元素的增多,偏析现象得到缓解,缺陷明显减少,硬度不断提升,磨损率下降了50%。Chen 等[60]以Al30Cr70和Ti72Si18为靶材,采用共沉积法制备了AlCrN/TiSiN 纳米多层膜。通过GIXRD 证实样品基本上由单相fcc-AlCrTiSiN 固溶体组成。随着衬底负偏压从50 V 增加到110 V,生长行为由(200) fcc 择优取向转变为(200) fcc 择优取向和(110) fcc 择优取向共存。低界面能支持外延生长,由于相邻层间晶格失配,导致涂层系统应变能增加。增加的应变能被界面位错和位错环的形成以及 fcc-AlCrTiSiN 纳米孪晶和hcp-AlN 簇合物在孪晶界面的形成所补偿。由于固溶体强化和层状界面阻碍位错运动的共同作用,所有样品的硬度均高于32 GPa。随着衬底偏压的增加,硬度值也逐渐增大,最大值为36.5 GPa。其主要原因是高的衬底偏压促进了高密度的显微组织硬化。另外,高的衬底偏压促进了(111)择优取向的形成。(111)晶向是fcc 晶面的紧密堆积面,形成(111)择优取向有利于提高韧性。因此,负偏压为110 V 样品的H3/E*2值高达0.665。洛氏压痕试验如图15a—c 所示。负偏压为50 V 时,在压痕和剥落区周围观察到一些粗裂纹;负偏压为80 V 时,出现了局部剥落;负偏压为110 V时,压痕处界面光滑,基本无涂层剥落。划痕试验如图15d—f 所示。3 组样品的结合强度值分别约为44、56、78 N。因此,负偏压为110 V 时的试样兼具高硬度与高韧性,并具有极高的结合强度,有望应用于抗冲蚀涂层领域。

图15 AlCrN/TiSiN 纳米多层膜的洛氏压痕与划痕试验的光学显微照[60]Fig.15 Optical micrograph of Rockwell indentation and scratch test of AlCrN/TiSiN nano multilayers coatings[60]
3 叶尖抗冲蚀涂层的研究现状
冲蚀磨损时,气体中的尘埃和砂粒对航空发动机叶片系统的冲蚀会激发出新的疲劳源,增加安全隐患。此外,仿真结果表明,砂粒冲蚀还会造成叶片线型破坏,使得发动机输出功率下降[3]。研究表明,材料表面遭受砂尘小角度冲蚀时,磨损机制以微切削为主,而大角度(接近垂直)冲击时,冲击产生的微裂纹或者损伤成为疲劳源,疲劳破坏成为主要失效机制。利用表面改性技术在航空发动机压气机叶片上制备高硬度和高韧性结合的防护涂层,可以大幅提升其抗冲蚀性能[2],这也是一种提高其性能的高效、节能的方法。当前,关于抗冲蚀涂层的研究主要包括超厚单层涂层及软硬结合的纳米多层涂层,而关于纳米复合涂层和纳米多层复合涂层的抗冲蚀研究较少。曹鑫等人[61]采用过滤阴极真空电弧(FCVA) 技术,在Ti6Al4V 合金基材上沉积了TiAlN 恒定偏压涂层和偏压梯度涂层,并评估了30°和90°的抗冲蚀性能。结果表明,偏压梯度涂层(腐蚀角为30°和90°时的腐蚀速率分别为0.014、0.013 mg/g)的腐蚀速率明显低于恒偏压涂层。偏压梯度TiAlN 涂层具有优异的抗冲蚀性能,这是由于该涂层具有较高的硬度(32.08 GPa)和较低的内应力(–2.66 GPa)。Borawski等[62]采用磁控溅射方法制备了 TiN/Ti、TiN/Zr、TiN/Hf、TiN/Nb 多层结构涂层,结果表明,由于Nb较高的杨氏模量和泊松比,可以有效支撑TiN 层,从而提高了涂层的韧性,因此具有良好的抗冲蚀能力。Bonu[63]采用磁控溅射技术研制了具有应力吸收层的超薄多层抗冲蚀 Ti/TiN 涂层(总厚度为9~10 μm)。通过引入金属层来吸收内应力,并保持涂层的韧性和脆性平衡。超薄(3~4 nm)金属/陶瓷双层结构提供了大量的界面和超小的晶粒尺寸。根据ASTM-G76-13,在90°、60°、45°、30°等4 种不同的冲击角下,并分别以30、60、100 m/s 等3 种不同的砂粒速度进行试验。当砂粒速度为30、60、100 m/s时,Ti6Al4V 基体与涂层的平均侵蚀速率比分别为74、13、12。对侵蚀痕迹进行了形态、元素和光谱分析,如图16 所示。

图16 TiN/Ti 不同冲击角下侵蚀痕迹的三维轮廓图像[63]Fig.16 Profilometer images of the erosion scars under different impact angles of TiN/ Ti[63]
Chen 等[30]在Ti6Al4V 基底上制备了调制周期小于200 nm 的TiN/ZrN 纳米多层涂层,并从不同的冲蚀角度研究了涂层的抗冲蚀性能。通过白光干涉轮廓仪表征冲蚀表面的3D 形貌。通过使用聚焦离子束(FIB)方法研究了样品截面的破坏情况,如图17 所示。结果表明,冲蚀角为90°时,冲蚀速率最大,分别是15°、45°、75°的3.1、2.8、1.2 倍。冲蚀坑的直径、深度和密度随冲蚀角的增加而增加。冲蚀角为15°和45°时,TiN/ZrN 纳米多层涂层的损伤主要受侧向裂纹和涂层本身拉应力的影响。冲蚀角为75°和90°时,涂层主要受纵向裂纹的控制。截面形貌处的平均裂纹密度表明,在高角度(75°和90°)下,冲蚀更容易出现裂纹,这进一步解释了在高冲蚀角下冲蚀速率较高的原因。
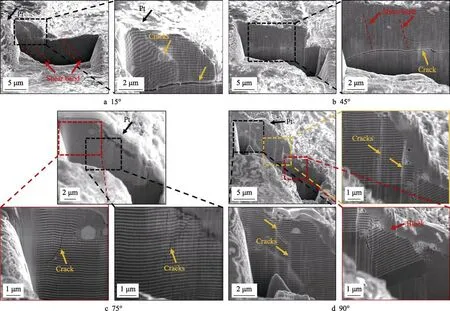
图17 TiN/ZrN 纳米多层膜在不同冲蚀角下的截面形貌[30]Fig.17 Cross section morphology of TiN/ZrN nano multilayers at different erosion angles[30]
Wang 等[64]利用电弧离子镀制备了Cr/CrAlN 和Cr/CrN/Cr/CrAlN 梯度多层膜,并与TC11 铝合金进行了抗冲蚀性能的对比测试。结果表明,多层涂层的抗固体颗粒的冲蚀性能明显高于TC11 铝合金试样。在冲蚀角为90°和30°条件下,Cr/CrN/Cr/CrAlN 多层膜的冲蚀速率较低,分别为(0.752±0.028) mg/g 和(0.256±0.025) mg/g。此外,Wang 等通过数值模拟研究了涂层在单颗粒(Al2O3)冲击下的动态响应和应力场,确定了高拉应力是涂层开裂的主要原因。通过对应力试验结果的分析,得出涂层的断裂破坏机理是脆性和韧性的共同作用机制。目前,研究人员发现某些生物体表(如沙鱼[65]、红柳[66]、沙漠蝎子[67]、新疆岩蜥[68]等)的特殊结构在极度恶劣环境里具有优异的抗冲蚀磨损性能。因此,将仿生学的原理应用到冲蚀磨损研究中,设计新型仿生结构,为提升涂层抗冲蚀性能提供了理论基础和新的思路。
4 叶尖抗冲蚀涂层的制备技术
现如今,离子束技术已经成功地实现了高韧涂层的制备(见表1),并作为耐磨涂层成功应用于刀具、轴承等表面,有效地提高了产品的使用寿命。然而,针对工况环境更为恶劣的压气机风扇叶片,传统的沉积技术由于存在膜基结合力较差、缺陷多等问题,大大降低了涂层的疲劳强度,且对铝合金基材疲劳性能的影响较大,不适合叶片防护涂层的制备。下面将就四种主流离子束技术的特点进行对比。

表1 利用不同沉积技术制备的高韧涂层及其结构、性能Tab.1 Structures and properties of high toughness coatings deposited by various techniques
4.1 磁控溅射技术
磁控溅射技术(MS)是利用Ar 或其他工作气体电离产生的离子轰击靶材表面,进而溅射到基材样品表面形成涂层的方法。与传统的溅射方法相比,磁控溅射方法使用磁场来增加电子和工作气体的碰撞频率,提高等离子体密度,其优点在于涂层质量较好,组织致密,工艺简单,有利于工业生产的自动化控制。C. Harish 等[83]采用直流磁控溅射系统在不同调制波长下沉积了TiAlN/CrAlN 纳米多层涂层,总厚度约为1 μm。利用修正的Bragg 定律,计算出多层结构的调制周期。当调制周期Λ﹤20 nm 时,涂层沿(111)晶面生长;当调制周期Λ=10.2 nm 时,涂层形成了超晶格结构。X 射线反射率数据表明,调制周期Λ为10.2、13.8 nm 的涂层,发生第五级和第七级反射,表明TiAlN 和 CrAlN 的层间形成了尖锐的界面。TiAlN/CrAlN 纳米多层涂层的截面形貌为非柱状致密的微观结构。在调制周期Λ=9.3 nm 时,TiAlN/CrAlN 多层涂层的最大硬度为39 GPa。Elbert等[72]利用直流磁控溅射技术,通过控制基材的旋转速度,来制备不同周期的纳米级TiAlN/TaN 多层涂层,并评估其对力学和摩擦学性能的影响。利用FE-SEM观察了较大双层周期的涂层结构,利用TEM 观察了周期小于25 nm 的涂层的结构。结果表明,H、E*和We随着双层周期的减少而逐渐增加。柱间剪切机制是纳米压痕测试中的主要变形机理。Λ=10 nm 的多层涂层的临界载荷是TiAlN 和TaN 单层涂层的2 倍。Wei 等[84]采用等离子体增强磁控溅射(PEMS)技术制备了厚氮化物(ZrN、CrN 和TiN)和碳氮化物(ZrSiCN 和TiSiCN)。该技术借助高电流密度获得独立产生的等离子体,通过在沉积前和沉积过程中使用重离子轰击,提高涂层附着力,并限制柱状晶生长,最终获得了厚度达80 μm 的ZrN、CrN 和TiN 和约30 μm 的ZrSiCN 和TiSiCN。砂粒冲蚀试验结果表明,TiSiCN 具有最好的抗冲蚀性能,比未涂覆的不锈钢或Ti-6Al-4V 基材高出近25 倍,比所有其他氮化物高出约5~10 倍。
4.2 高功率脉冲磁控溅射技术
针对磁控溅射离化率低、膜基结合力较差等缺点,V. Kouzetsov 等人[85]首次采用高脉冲电源作为磁控溅射的供电方式,从而发展了高功率脉冲磁控溅射(HiPiMS/HPPMS)技术。高功率脉冲磁控溅射依赖于非常高的靶功率密度来实现更高的等离子体密度和溅射材料的电离。大量研究表明,高功率脉冲磁控溅射技术可以使沉积的涂层致密化[86],提高附着力[87-89],可以在复杂形状和高宽高比衬底上均匀沉积,促进相偏移[14,74,90],并允许无滞后反应溅射[91]。Ma 等[75]采用HiPIMS 技术在硬质合金上沉积了TiAlSiN 纳米复合涂层,并研究了衬底偏压对涂层结构和力学性能的影响。当偏压升高时,涂层的择优取向由(220)向(200)偏移;表面粗糙度由14.1 nm 下降到7.4 nm;晶粒尺寸从10.5 nm 减小到7.4 nm。同时,随着偏压的增加,涂层的晶粒形态由柱状晶向等轴晶型转变,硬度由30 GPa 增加到42 GPa,压痕附着力由HF2 下降到HF5。D. Ma 等[92]利用HiPiMS 技术制备了一种新型的CrAlYN/CrN 纳米多层膜,并研究了其抗冲蚀性能。结果表明,CrAlYN/CrN 涂层具有优异的附着力和优异的抗冲蚀性能(冲蚀速率是裸露的Ti6Al4V 基材的1/14)。横截形貌研究显示,当冲蚀产生的应力超过Ti6Al4V 合金的疲劳强度时,基材会形成裂纹。此时,纳米多层膜的界面通过形成一个有效的屏障来保护基材,延迟疲劳裂纹的形成。
4.3 多弧离子镀技术
多弧离子镀(Multi-arc ion plating)是利用电弧蒸发作为离子源,在惰性气体中利用弧光放电产生高离化、高能量的等离子体,进而实现元素沉积。目前,多弧离子镀是压气机叶片表面防护领域应用最多的离子束技术,其优点在于离化率高、膜基结合力高、沉积速率快、绕射性好,有利于外形复杂、遮挡严重部件涂层的制备。近年来,研究人员通过优化工艺已经制备出了许多兼具高硬度和高韧性的涂层,具有优异的结合强度和抗冲蚀性能。Lan 等[93]采用多弧离子镀技术在TC11 钛合金表面制备了厚度为18.7 μm 的Ti/TiN/Zr/ZrN 多层膜,并进行了不同角度的冲蚀实验。结果表明:在30°攻角下,冲蚀砂量为70 g 时,涂层失效,此时该多层膜的冲蚀坑深度为21.88 μm,TC11 钛合金基材为269.9 μm。钛合金的冲蚀以微切削为主,多层膜以微切削和微断裂为主。在90°攻角下,冲蚀砂量为20 g 时,涂层破裂,此时该多层膜的冲蚀坑深度为8.95 μm,TC11 钛合金基材为46.96 μm,钛合金的冲蚀以点坑冲蚀为主,多层膜以裂纹萌生扩展和点坑冲蚀的混合冲蚀为主。
4.4 磁过滤阴极真空弧技术
Aksenov 等[94]在真空阴极电弧沉积技术的基础上发展了磁过滤阴极真空弧沉积技术 (FCVA),工作原理图见图18。FCVA 技术利用异面双弯过滤器以及高能电、磁场耦合作用去除多余宏观粒子和中性粒子。同时,弯管内壁的连续凹槽很好地避免粒子因碰撞反射进入真空室,进一步提高过滤效果。电磁场对等离子体的限制和引导,使其离化率较高,从而获得均匀致密的涂层。涂层表面液滴和大颗粒较少,其表面形貌较好。利用其具备的宽束等离子体扫描技术还可以使沉积面积提升到直径30.48 cm 以上。离子束的轰击作用使得基材原子发生溅射效应并被电离,与镀料离子混合,重新沉积形成“松散层”。此外,强离子束轰击作用还在“松散层”中引入了大量的缺陷。当永久性缺陷的浓度超过移动缺陷的平衡浓度时,晶粒生长就会失败。因此,“松散层”呈现非晶态。在随后的沉积过程中,入射粒子与涂层碰撞将动能转化为热能,使得涂层产生较高的热积累。高温促使镀料原子和基材原子在松散层内的迁移,促进局部外延生长,促进了非晶态向固溶态的转变,从而明显改善界面处的结合强度[95-99]。此外,FCVA 技术的离子能量精准可控的特点也有利于融合应用多种致硬增韧机制,实现“定制化”调控涂层微结构和性能,从而获得高性能抗冲蚀涂层。
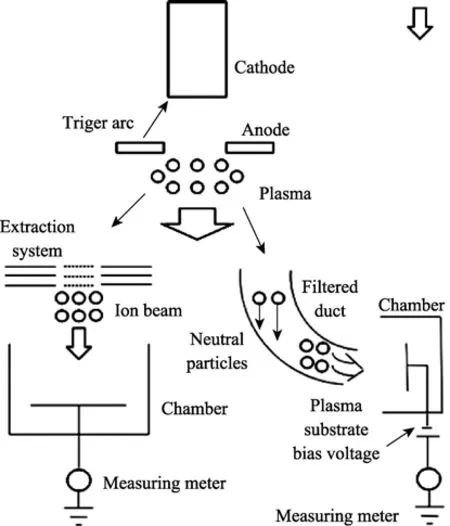
图18 磁过滤阴极真空弧设备原理Fig.18 Schematic diagram of filter cathode vacuum arc equipment
Gong 等[100]采用FCVA 技术制备了周期固定、调制比不同的TiN/Ti 多层涂层,总厚度控制在2 μm 左右。截面形貌表面,纳米多层结构清晰,界面处膜基结合良好。在调制比2︰3 时,纳米硬度和弹性模量最大;调制比为1︰4 和4︰1 时,磨损量达到最小。Xu 等[80]通过FCVA 技术研究了不同调制周期(80、106、160 nm)对DLC/TiC 纳米多层涂层的微结构和力学性能的影响。结果表明,随着调制周期的减小,涂层的残余应力逐渐减小,硬度逐渐增大。调制周期为106 nm 的DLC/TiC 多层膜,因其具有较好的硬度、韧性和较低的压应力而具有最佳的耐磨性。Huang 等[101]采用MEVVA 离子源在TC4 基材上分别注入四种离子(Mo、Ti、Nb、Co),再用磁过滤真空阴极弧(FCVA)技术制备Gong 等[100]采用FCVA 技术制备了周期固定、调制比不同的TiN/Ti 多层涂层,总厚度控制在2 μm左右。截面形貌表面,纳米多层结构清晰,界面处膜基结合良好。在调制比2︰3 时,纳米硬度和弹性模量最大;调制比为1︰4 和4︰1 时,磨损量达到最小。Xu 等[80]通过FCVA 技术研究了不同调制周期(80、106、160 nm)对DLC/TiC 纳米多层涂层的微结构和力学性能的影响。结果表明,随着调制周期的减小,涂层的残余应力逐渐减小,硬度逐渐增大。调制周期为106 nm 的DLC/TiC 多层膜,因其具有较好的硬度、韧性和较低的压应力而具有最佳的耐磨性。Huang 等[101]采用MEVVA 离子源在TC4 基材上分别注入四种离子(Mo、Ti、Nb、Co),再用磁过滤真空阴极弧(FCVA)技术制备TiN/Ti 涂层。结果表明,经过Mo、Ti、Nb离子注入的TiN/Ti 涂层,结合力和抗冲蚀性能都有提高。其中Mo 离子注入的TiN/Ti 涂层的结合力达71 N、耐冲蚀时间为80 min。与未离子注入涂层相比,分别增加了31.5%和77.8%,而平均冲蚀率降低了39.5%。Co 离子注入的 TiN/Ti 涂层的结合力仅为40 N,平均冲蚀率增大了19.0%,其抗砂尘冲蚀性能明显下降。
通过对比发现,磁控溅射技术存在金属离化率低、沉积速率慢、膜基结合力低等问题。多弧离子镀技术在电弧放电蒸发过程中伴随着金属熔滴的发射和大颗粒组织缺陷的形成,尤其是对表面十分敏感的叶片钛合金基材,一旦出现缺陷就会降低疲劳性能,增加了大角度冲蚀过程中裂纹萌生的倾向。因此,这两种技术不适合制备长期服役在极端环境下的叶尖防护涂层。HiPIMS 技术虽然可以“定制化”调控涂层结构,提高抗冲蚀性能,但较低的沉积效率限制了其工业化应用。针对其沉积速率损失的问题,未来有望通过HiPIMS+PDCMS 复合技术的引入来完善。对比现有技术,FCVA 可以实现抗冲蚀叶尖防护涂层工业化生产。
5 结论与展望
1)随着我国空军现代化建设“三步走”战略的逐步实施,要求压气机在高砂尘浓度、高气体流量、高载荷等极端条件下服役,提高先进涡轴发动机压气机叶片尖端抗砂冲蚀磨损的能力就成了我空军亟待解决的重大现实问题。因此,同时具有高结合强度和高裂纹萌生、扩展抗力的抗冲蚀涂层成为当今叶尖涂层领域的研究热点之一。为了融合多种非本征强韧化方法,获得具备高韧性、高硬度的特性,涂层的微结构设计显得尤为重要。
2)国际前沿的磁过滤阴极真空弧技术作为新一代载能离子束涂层沉积技术,分别展现出自己在微结构设计、成分调控等方面的独特的技术优势,并精确定制化地满足极端工况下叶尖防护的多方面性能需求,为涂层的抗冲蚀等性能的挑战提供了良好的解决方案,未来有望实现大规模工业化生产。
3)目前,美、英等发达国家在抗冲蚀领域正朝着涂层体系不断更新、结构设计更加合理、强韧匹配更加完善、制备技术更加成熟的方向发展,并已成功应用于实战。我国在此领域还暴露出冲蚀机理研究不深入、结构设计不丰富、评估手段不完善等关键问题,这也都是未来我国在叶尖抗冲蚀防护涂层领域的发展方向和研究重点。
猜你喜欢
中国特种设备安全(2022年1期)2022-04-26
山东冶金(2022年1期)2022-04-19
口腔护理用品工业(2021年4期)2021-11-02
装备制造技术(2021年4期)2021-08-05
油气田地面工程(2021年5期)2021-05-22
上海建材(2018年4期)2018-11-13
材料科学与工程学报(2016年2期)2017-01-15
组合机床与自动化加工技术(2014年12期)2014-03-01
汽车与新动力(2014年4期)2014-02-27
汽车与新动力(2014年2期)2014-02-27
