压缩机组轴承静电腐蚀及应对策略
2021-09-16 10:00:06陈忠伟
石油化工设备 2021年5期
陈忠伟
(海洋石油富岛有限公司,海南 东方 572600)
海洋石油富岛股份有限公司52×104t/a尿素装置二氧化碳压缩机组由意大利新比隆公司制造,压缩机驱动机为蒸汽轮机,型号ENK40/45,属凝汽式蒸汽轮机,压缩机高、低压缸型号分别为2BCL306A、2MCL527,增速箱型号为TRL25。蒸汽轮机进汽压力为5 MPa,进汽温度为380℃,排汽压力为0.012 MPa,排汽温度约为50℃,排汽量为37 900 kg/h。低压缸正常转速为8 402 r/min,高压缸正常转速为12 165 r/min,正常轴功率为7 460 kW。蒸汽轮机及压缩机的径向轴承均为可倾瓦轴承,增速箱径向轴承均为四油楔圆瓦轴承。
1 压缩机组状态监测异常
自2019-07-29起,压缩机高压缸驱动侧和非驱动侧轴承振幅从开始约12μm和17 μm分别上升至25 μm和 24μm,驱动侧轴承温度从77℃缓慢下降至68℃,而非驱动侧轴承温度基本保持稳定,见图1。在此期间,增速箱高速轴非驱动侧轴承温度上涨了大约3℃,2019-08-16开始快速上涨11℃,对应的轴承振幅则从19 μm下降至17 μm,而驱幅侧轴承温度基本保持在97℃,振幅基本保持在6 μm,见图2。2019-08-19更换蒸汽轮机侧电刷后,高压缸和增速箱高速轴各轴承的温度、振幅趋于稳定。期间机组其它轴承温度、振幅基本保持稳定。
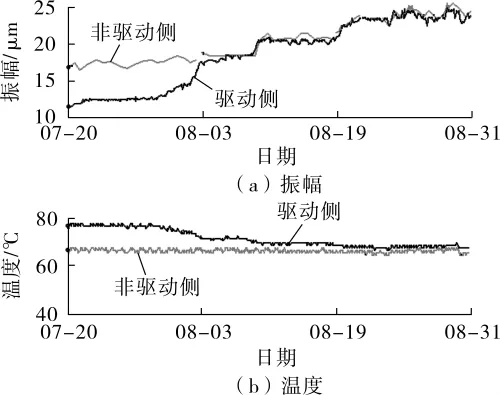
图1 压缩机高压缸轴承振幅和温度状态监测记录
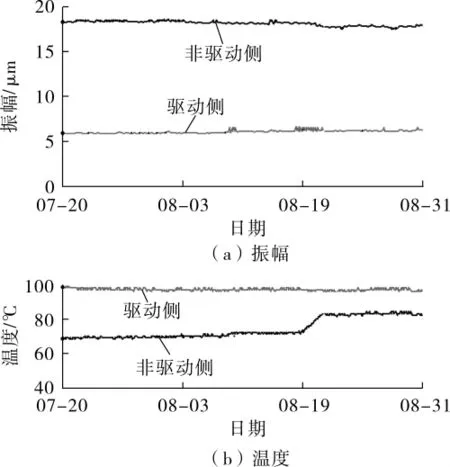
图2 增速箱高速轴轴承振幅和温度状态监测记录
2 压缩机拆机检查及分析
2.1 故障现象
根据监测到的压缩机组温度和振动变化异常情况,拆机查看相应轴承和增速箱,发现不同程度的磨损,见图3~图6。
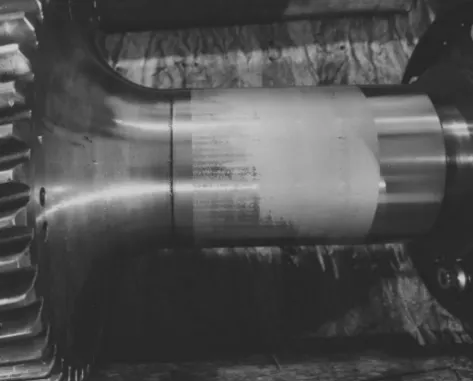
图3 增速箱轴承磨损情况

图4 增速箱轴颈磨损情况

图5 压缩机轴承磨损情况

图6 压缩机轴颈磨损情况
2.2 现象分析
根据磨损特征和监测数据判断,这种磨损本质上属于静电腐蚀。压缩机组静电的来源有2个途径,①摩擦和碰撞。凝汽式蒸汽轮机排汽温度一般在50~70℃,蒸汽冷凝会在汽缸低压段产生大量小液滴,高速旋转的叶片与小液滴摩擦和碰撞时会产生静电效应而带电[1]。这种方式产生的静电为汽轮机转子静电的主要来源。②退磁不达标。在蒸汽轮机生产、加工、制造、运行及维护过程中,定子、转子及其部件会带磁[2]。一般汽轮机转子在加工过程中或出厂前会进行退磁处理。退磁处理达标的转子,其任何部位的磁通量密度不会超过3×10-4T[3]。退磁不彻底情况下,转子在旋转运行中会因磁力线旋转切割导体而产生感应电位。退磁不彻底是非正常状态,汽轮机转子因此而产生静电的可能性较小。
静电荷不及时消除就会越积越多。汽轮机转子静电荷的消除是依靠电刷完成的。压缩机常用电刷有2种类型。①石墨型电刷。石墨具有良好导电性能和自润滑性能,用石墨制成的电刷俗称碳刷,安装于汽轮壳体外干燥和无油的部位。碳刷接线端有预压缩的弹簧,其弹簧力作用可使碳刷保持与轴的接触状态。日本三菱公司、日本日立公司及德国西门子公司生产的汽轮机常用这种电刷,电刷的磨损量一般没有标示,无法在线确认电刷的磨损量,在线更换也比较困难。为了保证轴电流释放的可靠性,一般会成对使用该类电刷。②金属型电刷。金属型电刷一般用具有良好导电性能的铜丝作为导电载体,用在有润滑油飞溅的环境中,依靠电刷及电刷臂的重力保持铜丝与轴接触,铜丝与轴摩擦产生的热量由飞溅的润滑油带走。意大利新比隆公司生产的汽轮机常用这种电刷,电刷的磨损量在接线盒部位有指示标尺,可以确认电刷的磨损状态,可以在线更换,所以一般单支使用。
正常情况下,电刷通过接地线将汽轮机转子静电荷导入大地,起到保护转子的作用。当电刷失效或接地线断开时,静电荷将从转子组导通到汽轮机转轴并在轴上不断聚积,使转子组和转轴电压越来越高。当轴电压足以击穿轴瓦与轴颈间的油膜时,产生火花放电[4]。放电时电子流轰击轴瓦,正离子流轰击轴颈,动能转化为热能,使轴瓦与轴颈上放电处金属微粒迅速熔化甚至汽化。这一过程极为短促,具有爆炸性质,爆炸力把熔化和汽化了的金属微粒抛离放电表面,金属微粒被润滑油迅速冷却、凝固,继而从间隙中冲走[5]。每次火花放电后,在放电表面留下一个很微小的小凹坑,随着放电的不断进行,无数的小凹坑将出现在放电表面上。
静电腐蚀的严重程度受压缩机组各轴承的结构、形状、尺寸、所受载荷以及润滑油温度、压力等因素影响。这些因素的综合影响可以用轴瓦和轴颈间形成的油膜厚度差别表征。油膜越薄,阻抗越小,油膜越容易被击穿而产生火花放电[6]。轴颈材料的熔点远比轴瓦上的巴氏合金熔点高,每次火花放电轴颈所损失的金属量要比巴氏合金的损失少,故轴颈和轴瓦相比较,轴瓦磨损会更快,表面凹坑会更大。此分析与图3~图6上看到的磨损现象是一致的。
轴承发生静电腐蚀后,轴承油膜成形不良,轴承和轴瓦的稳定性会因此变差,主要表现为轴承振幅、进油量及温度的变化。对于不同结构形式的轴承,存在一定的差别。其中,可倾瓦轴承在振幅和进油量方面变化明显,而圆瓦轴承比较明显的异常则是温度变化。这与压缩机状态监测系统监测到的异常情况也是一致的。
3 静电腐蚀故障诊断方法
3.1 测量电刷电流
当机组轴承振动或温度异常上涨时,可用高精度小量程的电流表对电刷接地线进行电流测量,一般认为电刷电流有效值小于0.2 A是安全的[7]。如果测量结果为0,说明电刷失效或接地线故障,可检查电刷的磨损情况和接地线的通流情况。
3.2 转子状态监测
如果压缩机组安装有状态监测系统,可通过转子轴心轨迹图判断机组是否发生静电腐蚀。轴承振动传感器一般采用的是非接触式电涡流传感器,电涡流传感器有通有高频电流的线圈,当金属导体置于线圈所产生的交变磁场中时,由于电磁感应的作用,金属导体内将产生电涡流,电涡流将产生与交变磁场相反的涡流磁场来阻碍原交变磁场的变化,从而使线圈的阻抗、电感等发生变化[8]。轴承油膜被击穿时会在转子上产生轴电流,轴电流所产生的高频磁场对电涡流传感器探头的高频磁场产生影响,使得探头线圈的高频电流发生改变,引起轴承振动测量值发生波动[9],此种波动在转子轴心轨迹图和时基图上表现为明显尖角 (图7和图8),因此可以根据轴承轴心轨迹图判断哪个轴承发生了静电腐蚀。
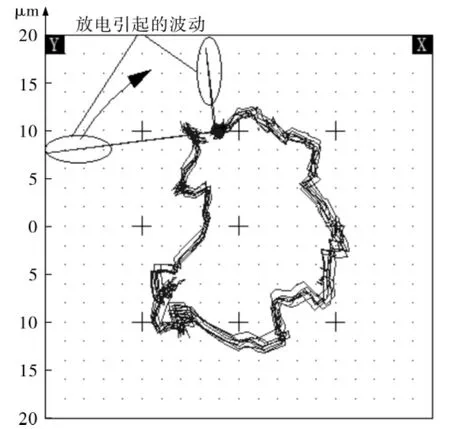
图7 压缩机组轴心轨迹示图
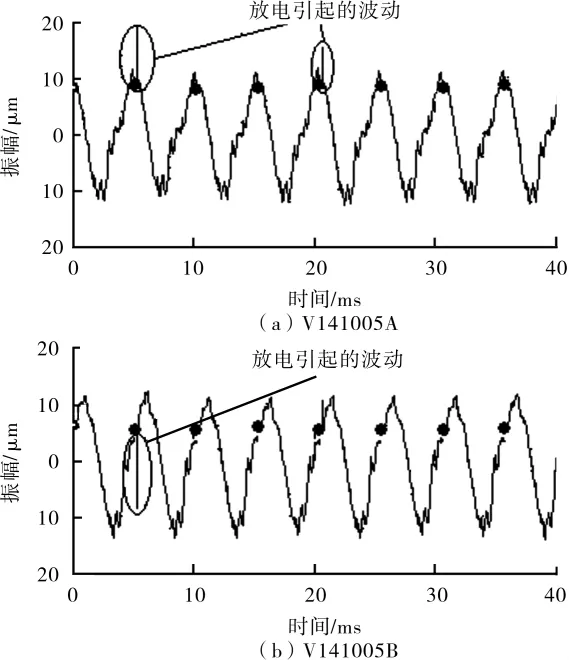
图8 压缩机组轴心时基图
4 预防静电腐蚀策略
4.1 状态图监测
根据压缩机组在线状态监测系统图形异常,可及早发现静电腐蚀,避免不必要的损失。方法是,经常查看转子轴心轨迹图和时基图,留意图形轮廓,可将图形出现长尖角作为确定压缩机组发生静电腐蚀的特征判据。这种方法可以在轴承因静电腐蚀而出现温度和振幅波动之前发现静电腐蚀。
4.2 定期专项检查
(1)检查电流。用小量程电流表测量电刷的接地电流,如有稳定的电流显示,说明电刷处于良好的工作状态;如无电流显示,则需要检查电刷是否与轴承有效接触,接地线是否接地畅通。
(2)检查电刷磨损量。检查的对象主要是金属型电刷,此类电刷接线盒内一般有磨损量指示标尺,当指针指向标尺上更换字样标注的位置时,应及时更换电刷。
(3)检查接地线。接地线应尽可能短,不能绕圈,以免产生感应电动势[10]。重点检查接地线的接头,确保无松动,绝缘良好,整条接地线与机组壳体间不会形成电流回路。
4.3 更换电刷
对于石墨型电刷,由于维护空间狭小,电刷在线更换风险较大,一般不进行在线更换。当机组有停车机会时应对电刷本体进行检查,主要检查电刷的磨损量及磨损补偿动作灵活性,磨损量较大和补偿量较小的电刷应更换。对金属型电刷,可在线对电刷进行更换。如铜丝有倾斜角应注意电刷安装方向,要确保铜丝倾斜方向与轴旋转方向一致[11]。
电刷更换后要用顶起螺钉检查电刷臂的升降动作,并将顶起螺钉退到合适位置,确保电刷磨损后的补偿行程。
5 结语
凝汽式汽轮机驱动的压缩机组的滑动轴承发生静电腐蚀是机组运行过程中常见的故障,故障的现象主要表现为轴承温度的上升和振动波动的增大。静电腐蚀对机组轴承和转子轴颈损害较大,危及到机组安全稳定运行,在机组运行中要注意防范,主要是加强轴承运行参数和电刷工作状态的监控,及时发现和处理静电腐蚀故障,有效减少静电腐蚀的危害。
猜你喜欢
中国设备工程(2023年4期)2023-02-28 10:26:54
制造技术与机床(2019年11期)2019-12-04 05:50:18
中国特种设备安全(2019年7期)2019-09-10 07:30:56
柴油机设计与制造(2018年3期)2018-10-13 01:45:16
电镀与环保(2018年1期)2018-04-04 05:21:18
电镀与环保(2017年1期)2017-02-27 08:02:24
电镀与环保(2016年3期)2017-01-20 08:15:28
光学精密工程(2016年4期)2016-11-07 09:04:57
柴油机设计与制造(2015年3期)2015-12-05 06:29:32
锻压装备与制造技术(2015年2期)2015-06-26 09:00:30