转子薄壁保护套的加工方法及仿真分析
2021-09-14 02:19:00孔令光曹德伟孙俊婷
微特电机 2021年9期
孔令光,曹德伟,杨 健,孙俊婷
(中国电子科技集团公司第二十一研究所,上海 200233)
0 引 言
高转速电机转速比高,均达到10 000 r/min。电机工作状态下,表贴式磁钢受到巨大的离心力作用,极易脱落,造成电机失效。以往无刷电机转子采用0.04 mm粗细的无维玻璃丝在磁钢外圆密绕一层的方式对磁钢进行保护。由于密绕玻璃丝时必须刷胶固定,此道工序由人工操作,胶液厚度难以控制,当涂胶时,由于重力作用,出现胶液向下聚集的现象,易导致转子外圆尺寸超差。因无维玻璃丝强度有限,如人工密绕圈数不够,同样无法达到防止磁钢脱落的目的。
为保证电机转子的可靠性,采用永磁体磁钢外安装保护套的结构方案,保护套材料选择高强比且不导磁的TC4钛合金。然而,无刷电机气隙较小,一般不大于1 mm。为保证电机正常运转,保护套的单边厚度必须控制在0.5 mm左右,属于薄壁件结构,加工以及运输环节都易因受力而变形,导致保护套无法安装而报废。
为了保证电机在运转过程中的可靠性,对控制保护套的精密加工、磁钢与保护套的配合公差、安装工艺技术等方面进行研究分析。
1 电机结构
该高转速无刷直流电动机机身为圆形,属细长型结构,主要由定子、转子、位置传感器、轴承组成。此类电机采用轴向装配安装,轴向装配方式使电机牢固可靠,机械性能提高,整机能承受更大的振动、冲击载荷等。电机结构形式如图1所示,模型图如图2所示。
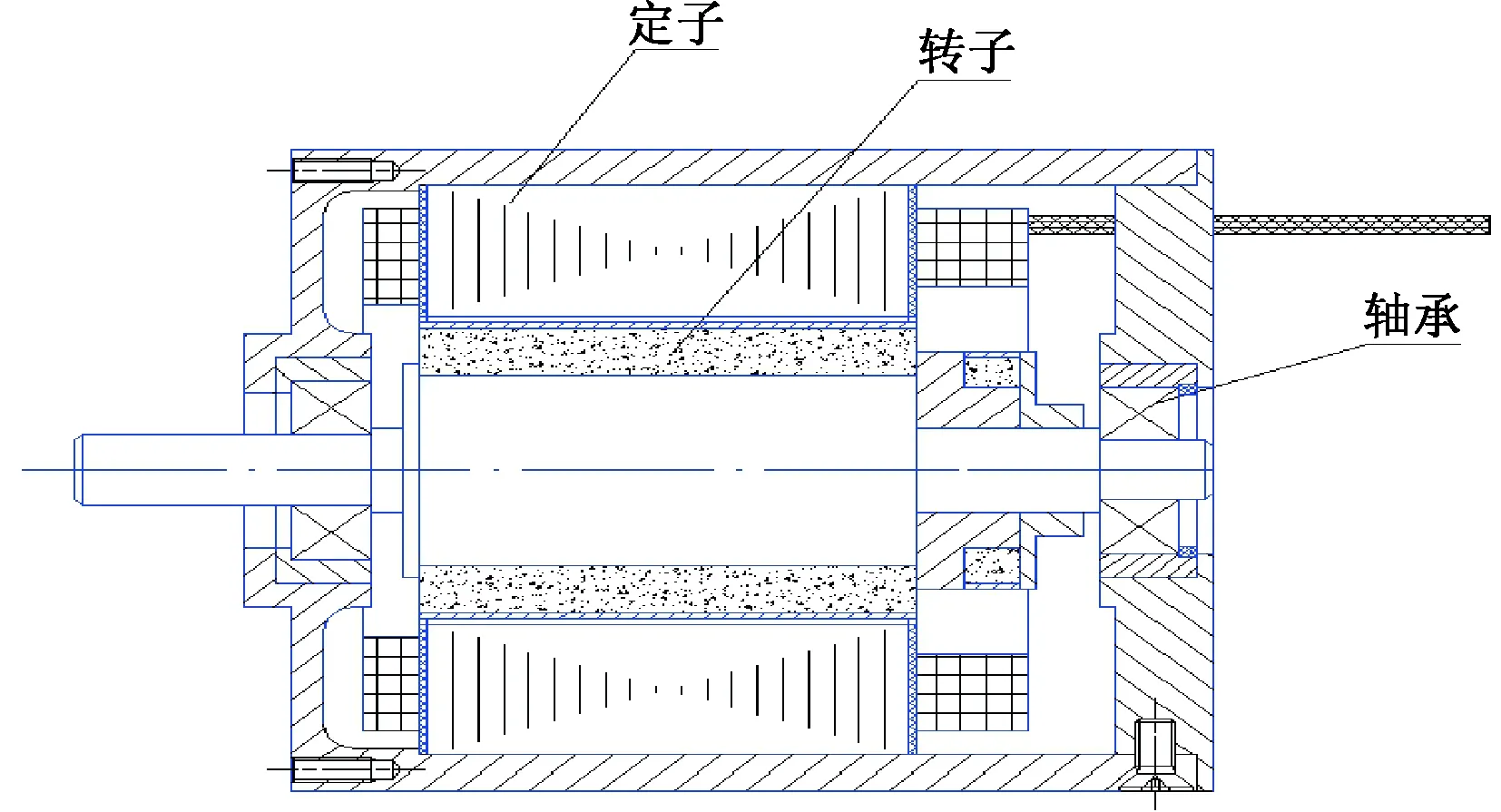
图1 无刷直流电动机结构图
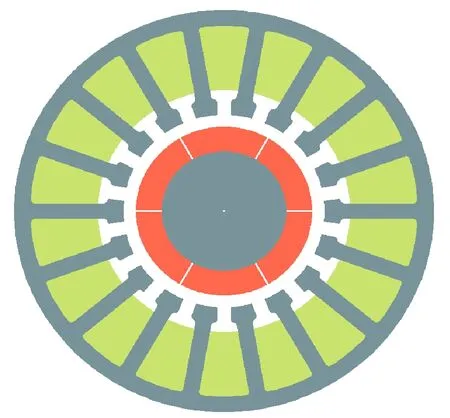
图2 电机模型图
2 转 子
2.1 转子结构
电机转子主要由磁钢、传感器磁钢、转子保护套、转轴、平衡圈和压圈组成。
图3为转子结构图。
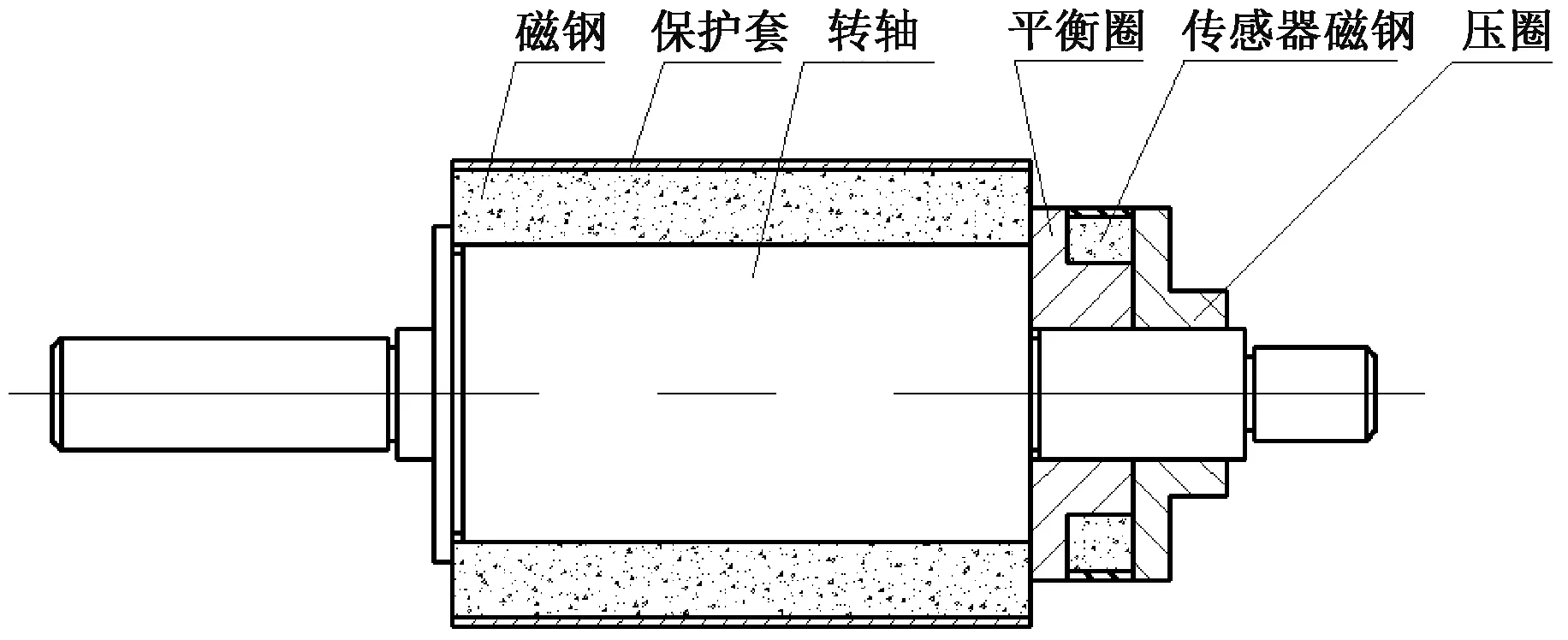
图3 转子结构图
2.2 转子保护套
转子磁钢采用表贴式结构,永磁体采用高性能、耐温范围宽的稀土永磁材料钐钴2∶17,产生等气隙磁场。高速电机转子作为高速运行部件,为确保运行可靠,结合仿真高转速下各部分损耗曲线结果,转子外圆采用钛合金保护套结构,如图4所示。
图4 保护套示意图
3 加工方法研究
转子采用永磁体外安装薄壁保护套结构,按钛合金线膨胀系数计算合适的加热温度,通过热套方式进行加工,并且转子保护套与磁钢采用胶粘剂安装固定。加工过程中,通过控制保护套的精密加工、磁钢与保护套的配合公差、安装工艺技术,保证电机在高速运行过程可靠工作。转子保护套为单面0.5 mm的薄壁圆柱形结构,材料为TC4,在加工中采用以下措施:
3.1 工艺头定位
为解决转子保护套在加工过程中发生形变、影响零件加工精度的问题,必须首先认清形变产生的原因。转子保护套为薄壁件,车加工转子保护套时,由于工件的刚性差,在车削过程中零件在卡盘挤压下易发生形变,从而影响零件的加工精度[1]。
影响零件形变量的因素[2]:
KU=F
(1)
式中:K为零件的整体刚度矩阵;U为零件上节点的位移阵列;F为零件的载荷矩阵。由式(1)可知,可通过改变以上三个因素变量来减小零件的形变量:提高零件的整体刚度矩阵K;减小零件的载荷矩阵F;K和F保持不变,补偿位移变形量U。
加工单边厚度小的薄壁类工件,在卡盘夹紧力和刀具切削力作用下会产生较大的形变,加工完毕后取下工件,工件回弹变形较严重。
根据上述可知,控制变量载荷矩阵F可以控制变形量U。而载荷矩阵F在装夹方案中涉及到两个方面:卡盘装夹力的位置、数目和大小;零件在装夹力作用下反支撑力的位置、数目和大小。以上六个因素中任何一个因素变量都会引起变形量U的变化,所以通过改变夹紧力的位置可以减小变形。将夹紧力作用于刚性好的表面上(工艺头),在精车时外圆与内孔一次装夹完成加工,保证内外圆的同心度以及内孔圆度,并且在外圆留有一定的加工余量,保证保护套有一定的强度,防止运输、存储过程中变形。
3.2 去应力热处理
该类零件的工艺流程:粗车→热处理→精车。
为减小零件变形,保护套在加工时分粗车、精车,在精车前进行去氢退火和去应力退火热处理,可以去除加工残余应力,减小变形量[3]。
3.3 转子整体车削
转子加工工艺流程:压装→粘接磁钢/保护套→研磨中心孔→粗车外圆→激光刻编号→磨轴承档→精车外圆→校动平衡。
转子保护套和磁钢一同涂胶粘结,胶液加热固化后,以转轴加工基准定位车削保护套外圆尺寸到位,并保证整体同心度,减小转子不平衡量。
4 有限元仿真分析
4.1 护套强度计算
为确保转动部件运行可靠,通过ANSYS Workbench有限元软件对电机转子护套进行分析,过盈量为0.01 mm时对电机转子护套和磁钢应力影响进行有限元仿真分析。
在不同转速下,转子磁钢受到的离心力计算如表1所示。选定最大的离心力进行护套强度仿真,此时额定转速为15 000 r/min,护套和永磁体具体的材料属性如表2所示。
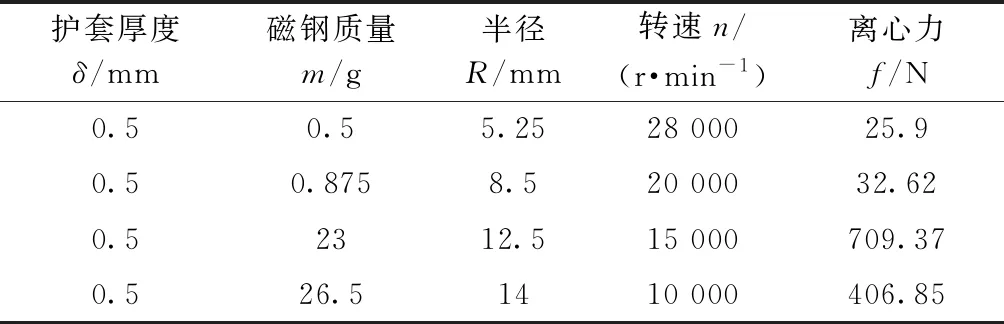
表1 转子旋转产生离心力
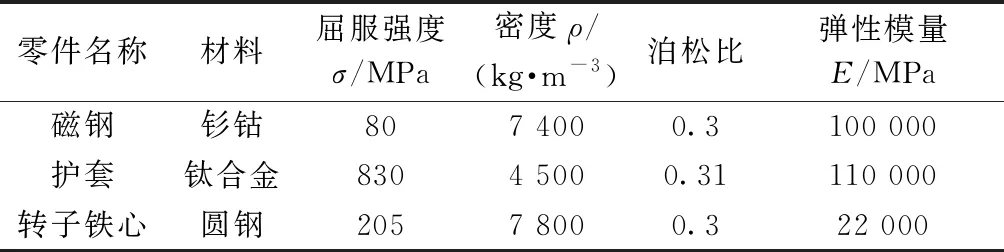
表2 材料物性参数[4]
4.2 建立模型
高转速无刷直流电动机体积小,但要求输出功率大,因此电机的电磁负荷高,加之使用环境条件高,故电机温升高,为确保电机正常工作必须进行仿真分析。
通过数值模拟分析,网格划分采用有限元画法,研究磁钢外圆和转子保护套内孔在一定过盈量配合条件下的应力分布及形变情况。
此模型主要为了验证转子磁钢和保护套以及铁心所选用材料、配合尺寸是否满足强度要求,故只取出其中三个零件进行有限元分析,建立的模型如图5所示。
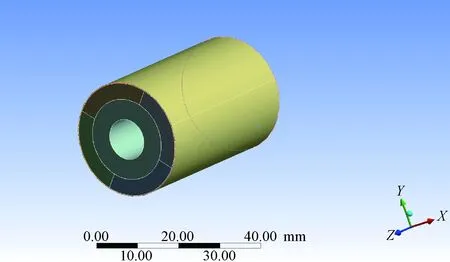
图5 有限元分析模型
4.3 模型参数
转子的磁钢和保护套之间的配合采用过盈配合,两零件的接触面为摩擦接触,设置摩擦因子为0.2,同时在Ansys Workbench模块中offset设置为0.01 mm来模拟两者的配合过盈量,并对转子整体设置转速为15 000 r/min的惯性载荷。
4.4 仿真过程及结果
经分析,转子护套、磁钢的过盈量分别为0.01 mm时应力云图如图6~图8所示。
由如图6~图8可知,在过盈量为0.01 mm条件下,护套的最大等效应力为99.38 MPa,磁钢的最大等效应力为2.54 MPa,转子的最大径向位移为0.01 mm。
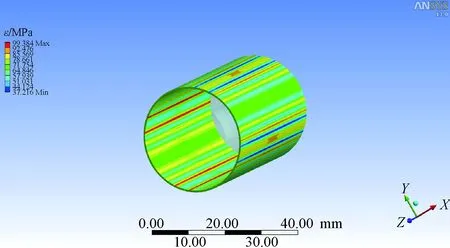
图6 转子护套的等效应力
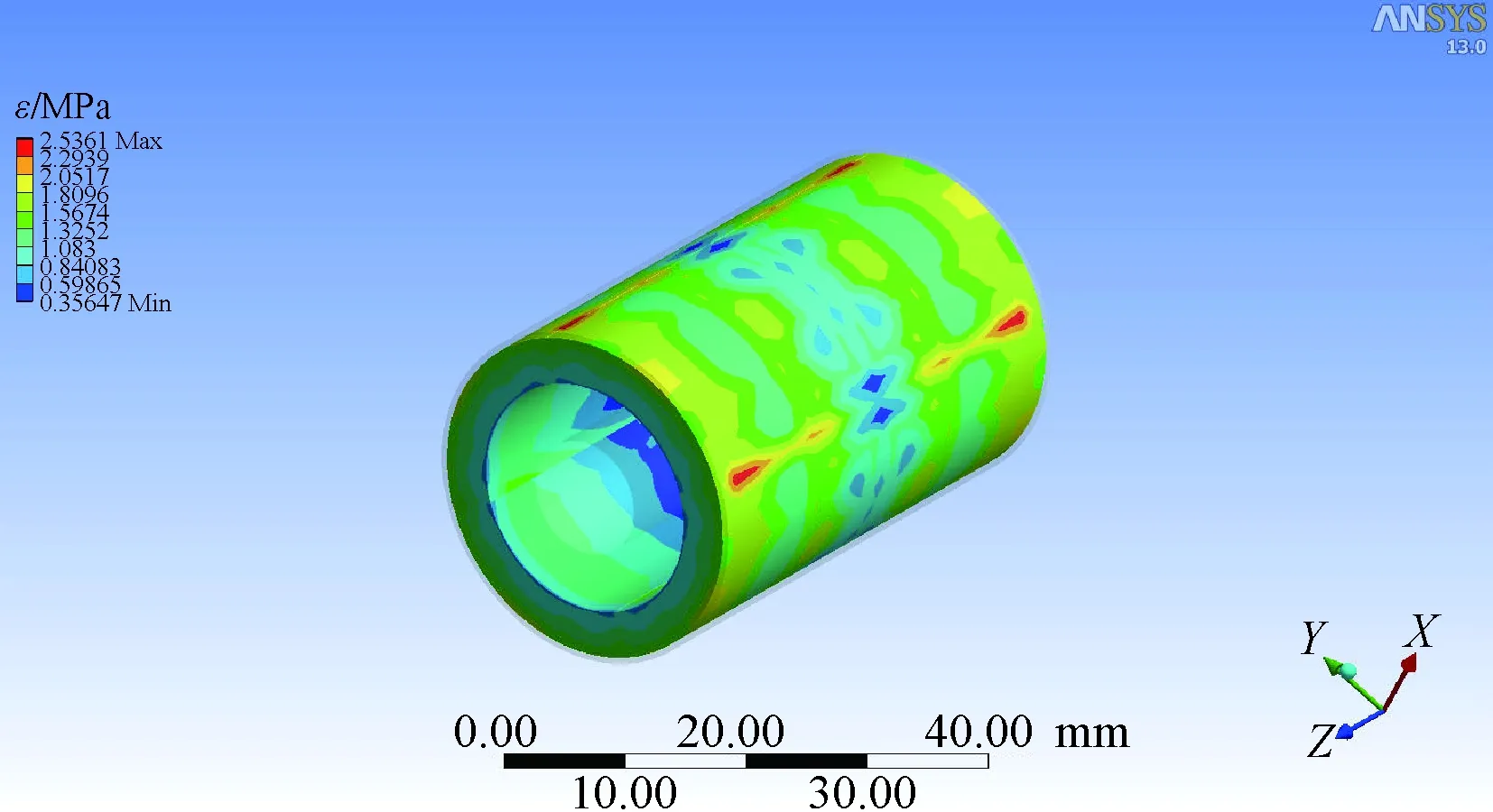
图7 磁钢的等效应力
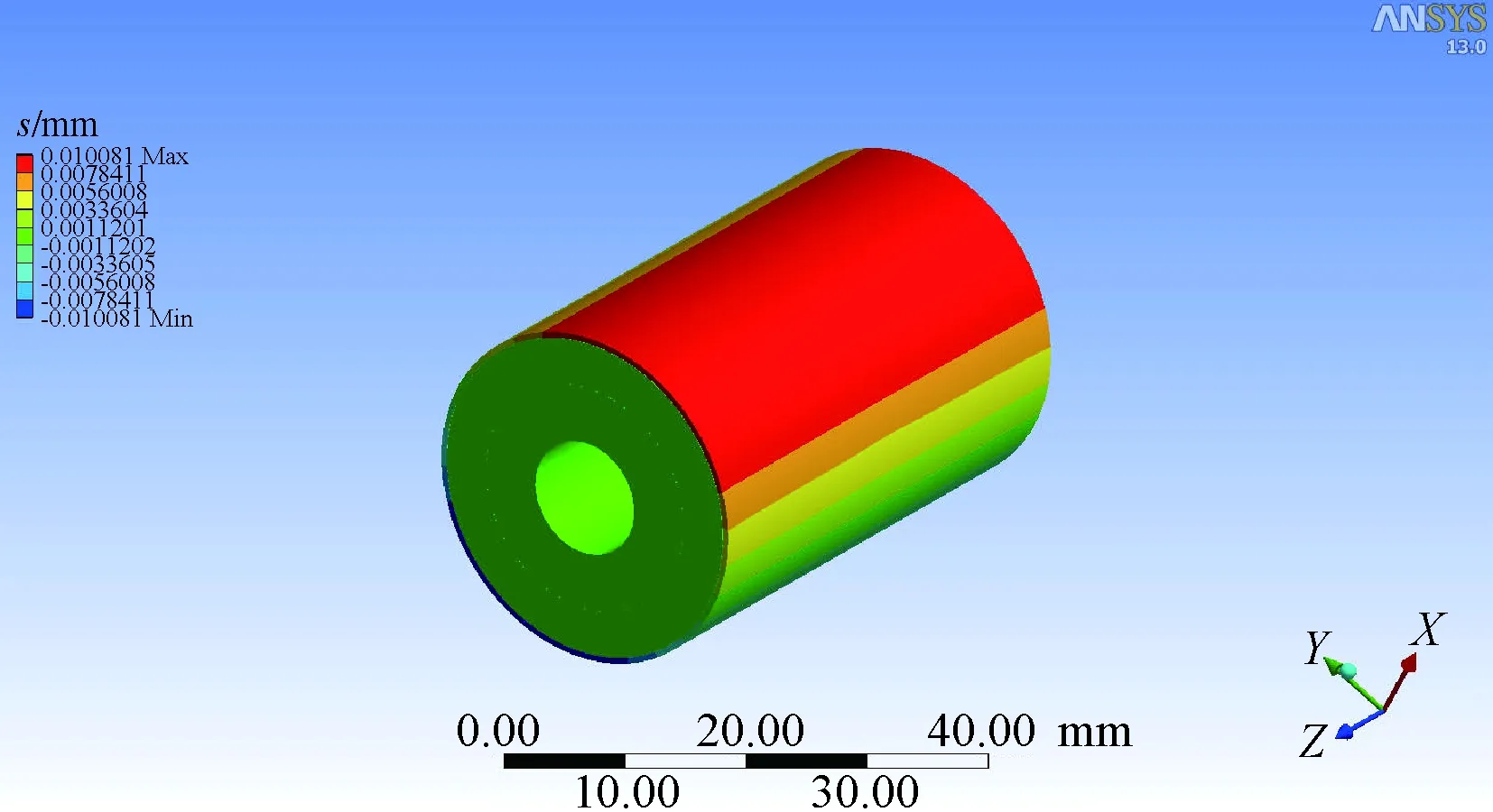
图8 转子的径向位移
取护套的安全系数为1.5,其许用应力为553 MPa>99.38 MPa,满足强度要求。在不同过盈量下磁钢的最大等效应力为2.54 MPa, 取护套的安全系数为2,其许用应力为40 MPa>2.54 MPa,满足强度要求。在不同过盈量下转子的最大径向位移为0.01 mm,不超过定转子气隙值,满足其要求。由此说明,在此过盈量下,转子护套和磁钢都满足强度及位移要求。
依据以上仿真结果,此加工方法生产的0.5 mm厚度的钛合金转子保护套,其强度和加工精度均满足产品要求。
5 结 语
通过对无刷伺服电动机转子薄壁保护套的加工工艺技术的研究,提出工艺流程及加工中采取的措施,能有效解决实际问题,满足现阶段对无刷伺服电动机转子薄壁保护套强度及加工精度的要求。
猜你喜欢
科学技术创新(2021年13期)2021-05-16 10:33:28
防爆电机(2020年4期)2020-12-14 03:11:08
中国计算机报(2020年9期)2020-03-25 15:10:34
设计(2020年24期)2020-01-25 11:18:37
微特电机(2019年1期)2019-02-25 02:09:44
石油管材与仪器(2018年1期)2018-03-26 05:06:07
科技视界(2017年1期)2017-04-20 00:48:12
发明与创新·中学生(2017年2期)2017-04-08 13:08:01
中国新技术新产品(2017年7期)2017-03-18 21:14:47
山东工业技术(2015年14期)2015-07-16 18:16:08