
一种翻孔拉伸复合模结构设计改进
2021-09-14 00:27:38闫海
模具制造 2021年7期
闫 海
(济宁市恒松工程机械有限责任公司,山东济宁272000)
1 引言
液压挖掘机基本结构可以分为3大部分,分别为车体部分、工作装置部分和底盘部分,每个主体部分都由不同板厚的钢板焊接组装而成。其中集油盘是底盘部分上密封黄油的圆盘形的薄板件,该部件为实现其储存、密封功能,结构设计中有翻孔和浅锥体复合造型。本文通过对某厂家集油盘成形工艺分析,同时借助Autoform软件对模具成形过程进行模拟,优化并改进复合模结构,为后续生产出合格、质量稳定的制件提供有力的保障。
2 制件冲压工艺分析
2.1 制件分析
图1所示为我公司某种型号的集油盘,材质为SPHC,板厚为2.5mm。此制件的结构可分为内孔翻边和浅锥体成形两种造型组合而成,是一种典型的回转类圆盘制件,这类制件坯料的变形,呈轴对称且沿坯料的周边均匀分布:此制件内部圆孔翻边时对孔缘的状态反应最为敏感,对于冷轧低碳钢板,冲裁边缘的伸长变形能力比切削边缘减少30%~80%;孔缘在单向拉应力作用下,切向伸长变形引起的厚度减薄最大,最易开裂;外侧浅锥体成形时,由于外法兰边宽度相对较宽,锥体成形深度深,成形时容易产生翘曲、瓢偏。在模具设计时,需要注意这两个潜在危险点。
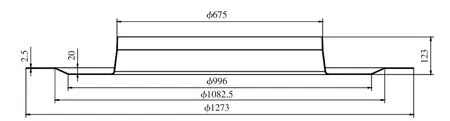
图1 集油盘
2.2 坯料的确定
坯料尺寸的确定有两种方法:①利用Autoform软件对该制件进行模拟计算,并结合现场试验,最终确定毛坯料的尺寸;②利用中性层长度不变的原则进行计算,然后结合现场试验进行确定坯料尺寸。此制件内孔尺寸较大,采用冲孔的工艺,会增加一个工序,模具投入也相对增加;同时考虑到冲裁边缘产生的加工硬化层、表面凸凹不平乃至微小裂纹的存在等原因,使其伸长变形能力相对于母材大大下降,因而翻孔时容易开裂。如果条件允许,可以采用激光下料。采用激光下料,孔外缘切割口一致,不会存在微小裂纹和加工硬化层;同时内孔的落料还可以进行套料,排版其它工件,提高了材料利用率,节约成本。在我司内部采用的是激光下料获取坯料。
2.3 现状分析
通常此类制件成形可通过图2所示复合模结构进行成形。此模具结构简单,加工方便,不需要使用复杂结构或者双动压力机,模具生产成本低。成形时,把坯料放于托料板之上,凹模随着油压机的上滑块不断下移,与托料板上的坯料接触夹紧。凹模不断下移,先进行内孔翻边,后进行浅锥形成形。最后凸凹模相互闭合,对制件进行整形。此模具结构的不足之处在于:外侧法兰面与模具不接触,出现了悬空,悬空部分抗失稳能力差,会出现翘曲,严重时会出现起皱。
通过实验发现:当制件满足法兰宽度小于25mm或锥体成形深度小于10mm时,采用图2所示模具结构进行冲压成形,所得制件能够满足质量要求。对于图1所示制件,法兰边宽度为接近100mm,锥体成形深度为20mm,制件外法兰平面度的要求为3mm。如果采用图2所示模具结构进行冲压成形,通过Autoform模拟分析可得,平面度达到了8.81mm,远大于平面度为3mm的质量要求,制件判定为不合格,最终会影响装配效果,如图3所示。
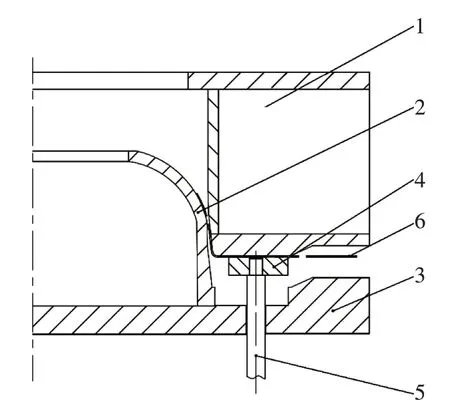
图2 改进前复合模结构
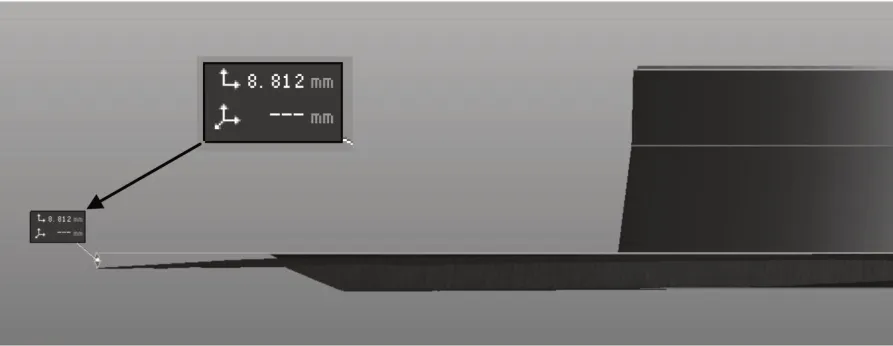
图3 改进前复合模成形结果对比
2.4 模具结构改进
我司大部分同种类型的制件可通过如图2所示复合模结构冲压成形,生产的制件质量能够符合图纸要求。而图1所示制件相对于其它同种类型的,成形深度相对要深,因而不能采用图2所示的模具结构。针对法兰部分翘曲、起皱的问题,常见的防皱措施有:①加大坯料直径;②加大压边力;③采用拉伸筋。现为了提高制件的质量,对模具结构进行优化:增加压边装置,通过对悬空部分施加压边力,消除翘曲现象。
综合以上分析,在原来模具上进行改进。改进后的复合模结构如图4所示。在凸模上增加外压料板,外压料板上周圈布置模具弹簧,通过导向螺栓进行连接。集油盘的内孔翻边通过凹模、凸模和内压料板相对运动来完成;浅锥形成形采用“锥-锥型”模具结构,即:锥形凹模、锥形凸模组配。通过Autoform软件的模拟可得集油盘的成形力,根据得出的成形力,进行模具弹簧的选型及数量,如图5所示。成形时,首先要通过压力机上滑块带动凹模上升,把模具打开。在把内托料板升起,保证内托料板上表面和凸模地面的定位在同一平面上,把坯料放置在内托料板上,此时凹模随着压力机下滑块下压。制件内孔翻边成形,当凹模下降到一定程度时,外托料板首先与下模座接触,对板料行程一个预压紧力。随着凹模不断下降,内孔翻边和浅锥体同时完成成形,最后在反向操作取出制件。
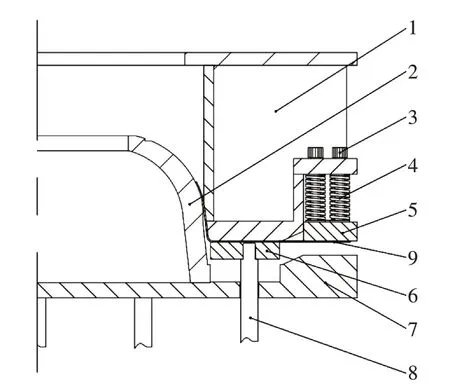
图4 改进后复合模结构
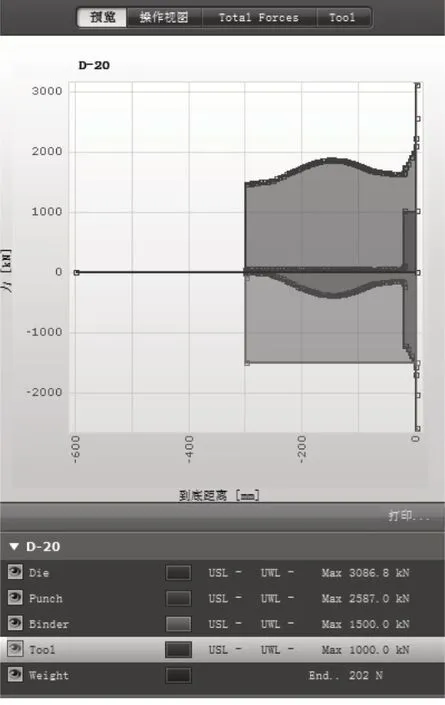
图5 模具成形力
3 改进后效果验证
改进后的模具,在外托料板的预压紧力的作用下,制件外法兰边的翘曲明显改善。经多次生产试验,制件能够满足图纸尺寸要求,平面度控制在3mm以内,如图6所示。现已进行批量生产,改造达到了预期效果。

图6 改进后的模具成形结果
4 模具制造需注意的问题
(1)翻孔内孔缘开裂的预防。
翻孔时,竖壁变形区的材料在拉应力的作用下,切向伸长变形大于径向压缩变形,导致材料厚度减薄,制件易出现开裂。为预防开裂现象的出现,改善翻孔时材料的塑性流动:①在凸模设计时,可采用抛物型凸模或球形凸模,凸模表面进行镀铬处理;②坯料可以采用激光下料或通过增加冲孔工序得到合适的坯料。若采用冲孔落料的方式下料,需要对孔缘的毛刺进行整修,去除毛刺,使其内边缘顺滑;③翻孔时,需将预制孔有毛刺的一侧朝向凸模放置,以减少开裂。
(2)锥形体成形时,外压料板需要高出凹模压料面约1.2t,便于外压料板提前和凹模接触,在弹簧的作用下,形成预压紧力。
5 结束语
本文对集油盘生产过程中出现的问题进行了分析,可以看出这类制件的模具设计并不复杂。但是,在设计时容易犯经验主义错误,造成不必要的损失。因此对于模具设计人员,不仅需要熟练掌握冲压工艺、模具结构设计、弹塑性力学等基础知识并灵活运用,还要在生产实践中多积累,认真总结,从而能更好地为冲压工艺生产提供有力的保障。
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23 06:39:54
模具制造(2022年2期)2022-03-25 11:41:26
模具制造(2021年8期)2021-10-20 06:26:40
中国设备工程(2021年1期)2021-02-01 04:41:18
燃气涡轮试验与研究(2019年4期)2019-09-14 07:25:22
北京航空航天大学学报(2019年8期)2019-09-10 00:50:52
制造技术与机床(2018年11期)2018-11-23 01:07:36
航空发动机(2016年2期)2016-09-23 03:37:45
工业设计(2016年12期)2016-04-16 02:51:58
锻压装备与制造技术(2015年1期)2015-06-07 09:42:10
