海洋工程用F460Z高强钢 大热输入埋弧焊接头性能研究
2021-09-10 07:22:44曾鹏易杰周全罗杨沈小淳
电焊机 2021年1期
关键词:海洋工程
曾鹏 易杰 周全 罗杨 沈小淳





摘要:采用CHW-S3AB型焊丝匹配CHF102型烧结焊剂,在50 kJ/cm大热输入下进行埋弧自动焊焊接F460Z钢,研究F460Z钢焊接接头力学性能、金相组织和断口形貌。结果表明:当焊接电流为750 A、焊接电压为39 V、焊接速度为33.3 cm/min、预热温度为180 ℃时,可获得最优焊接接头,其抗拉强度为583 MPa,焊缝、熔合线和热影响区-60 ℃冲击吸收能量分别为55 J、62 J和71 J,焊缝组织主要由针状铁素体组成,焊接接头各项指标均满足标准要求,为大热输入埋弧焊在海洋工程领域的应用提供了理论和试验依据。
关键词:海洋工程;大热输入;F460Z;埋弧焊;低温韧性
中图分类号:TG445 文献标志码:A 文章编号:1001-2003(2021)01-0083-06
DOI:10.7512/j.issn.1001-2303.2021.01.13
0 前言
海洋工程装备主要用于海上油气的钻探及相关配套产品开发,是国家十三五规划的重点布局之一,具有高技术、高投入、高附加值和高风险等特点,对产品的可靠性和安全性要求很高,其所采用的钢种必须具有高强度、高韧性、抗疲劳、抗层状撕裂、良好的焊接性及耐海水腐蚀等特性[1-3]。
F460Z是南京钢铁有限公司为海洋工程用钢开发和生产的重要产品,该钢种通过微合金化、提高纯净度和控扎控冷技术(TMCP),获得了强度高、低温韧性好等综合性能,在海洋平台建造中得到了大量使用[4]。
由于海洋平台大量使用中厚板钢结构,采用埋弧焊接方法,尤其是大热输入埋弧焊能极大地提高工作效率,降低劳动强度。然而大热输入焊接时,传统低合金高强钢焊缝和热影响区粗晶区低温韧性较差,主要原因是原奥氏体晶粒的严重长大[5-10]。解决途径为添加Ni元素促进针状铁素体的形成,以及利用钢中微量元素Ti、B等形成的夹杂物抑制高温下奥氏体的迅速粗化,促进晶内针状铁素体的形成来分割原奥氏体晶粒[10-15]。
文中采用与F460Z母材匹配的焊丝进行大热输入(50 kJ/cm)埋弧焊接,采取低碳及氧化物冶金技术改善焊缝组织以提高焊缝金属的性能。焊后分析接头组织和力学性能特点,以期为海洋工程用F460Z高强钢大热输入埋弧焊的广泛应用提供理论和试验依据。
1 试验材料与方法
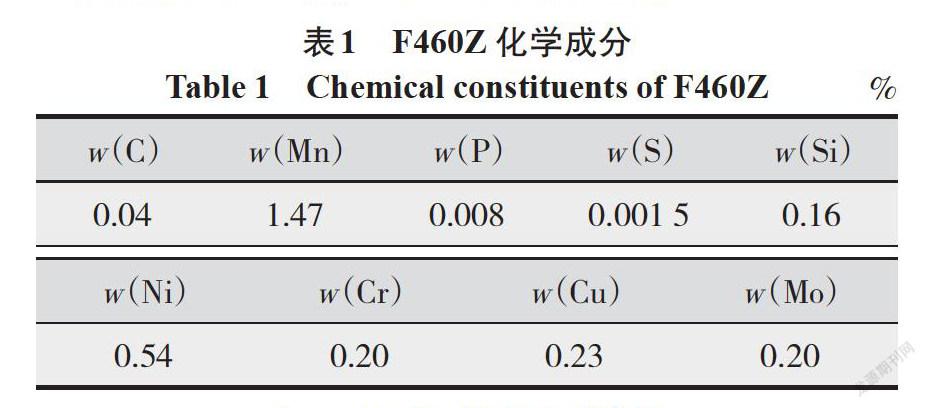
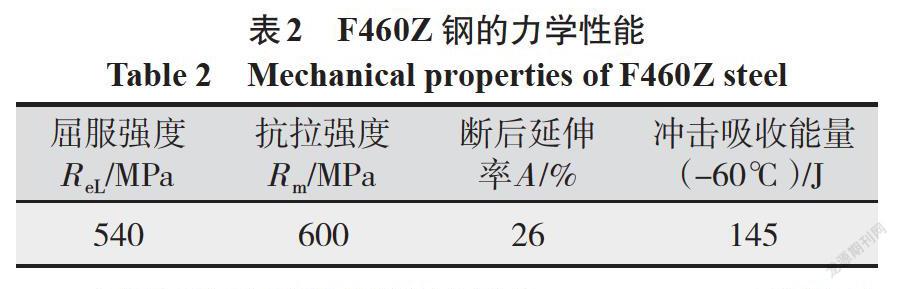
试验所采用的F460Z母材板厚为31.8 mm,化学成分和力学性能分别如表1、表2所示。
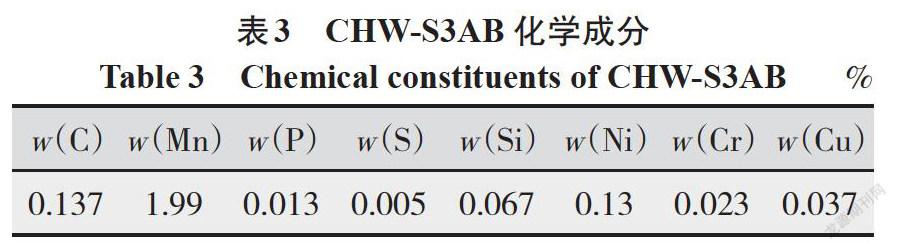
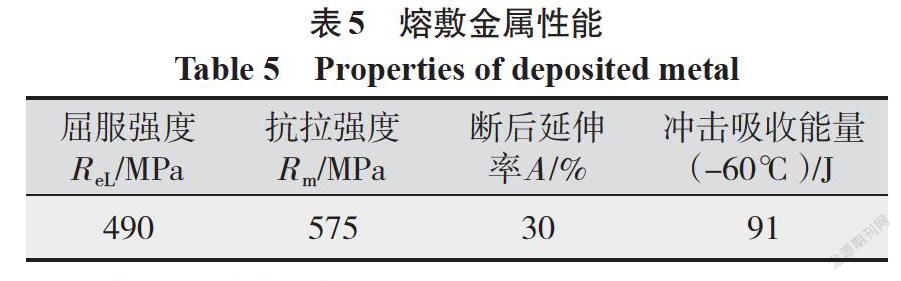
试验所采用的焊接材料为CHW-S3AB型焊丝(规格φ4.0 mm)和CHF102型烧结焊剂,焊丝和焊剂的化学成分及熔敷金属性能如表3~表5所示。
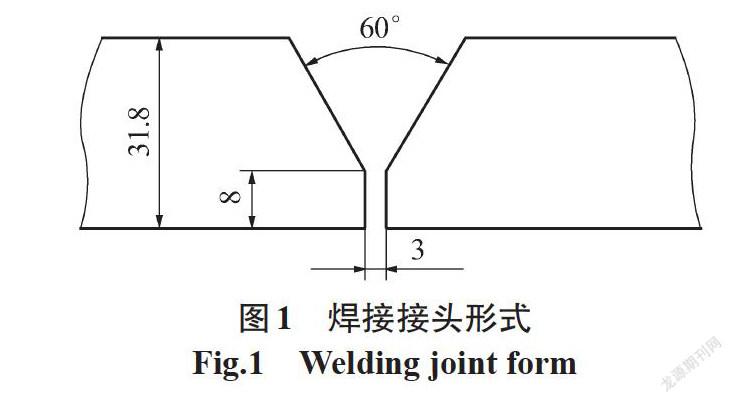
焊接试板尺寸为31.8 mm×150 mm×350 mm,接头形式如图1所示。在保证焊接热输入为50 kJ/cm的前提下,适当调整焊接电流、焊接速度和预热温度,焊接试验工艺参数如表6所示。
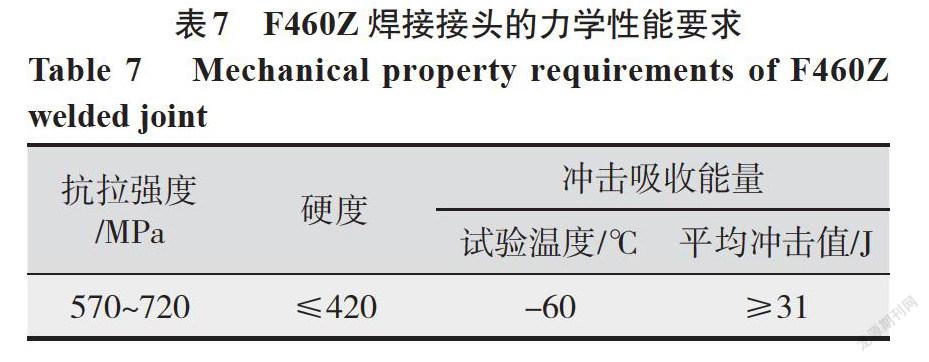
按中国船级社《材料与焊接规范2017》对焊后的试板进行取样,试验。焊接接头力学性能要求如表7所示。
2 试验结果与分析
2.1 F460Z钢焊接接头力学性能
6种不同焊接工艺条件下焊接接头抗拉强度如图2所示。
由图2可知,在50 kJ/cm热输入下,F460Z钢埋弧焊焊接接头的抗拉强度为580~593 MPa,达到母材的96%以上,且全部断于母材,6种工艺条件下得到的抗拉强度均能满足中国船级社《材料与焊接规范2017》的要求。
隨着预热温度由120 ℃升至180 ℃,相同焊接电流下接头的抗拉强度均有小幅下降。这是因为预热温度的升高使得焊缝高温停留时间长,冷却速度变慢。预热温度相同时,随着焊接电流的增大,焊接接头抗拉强度也呈现出轻微的下降趋势。
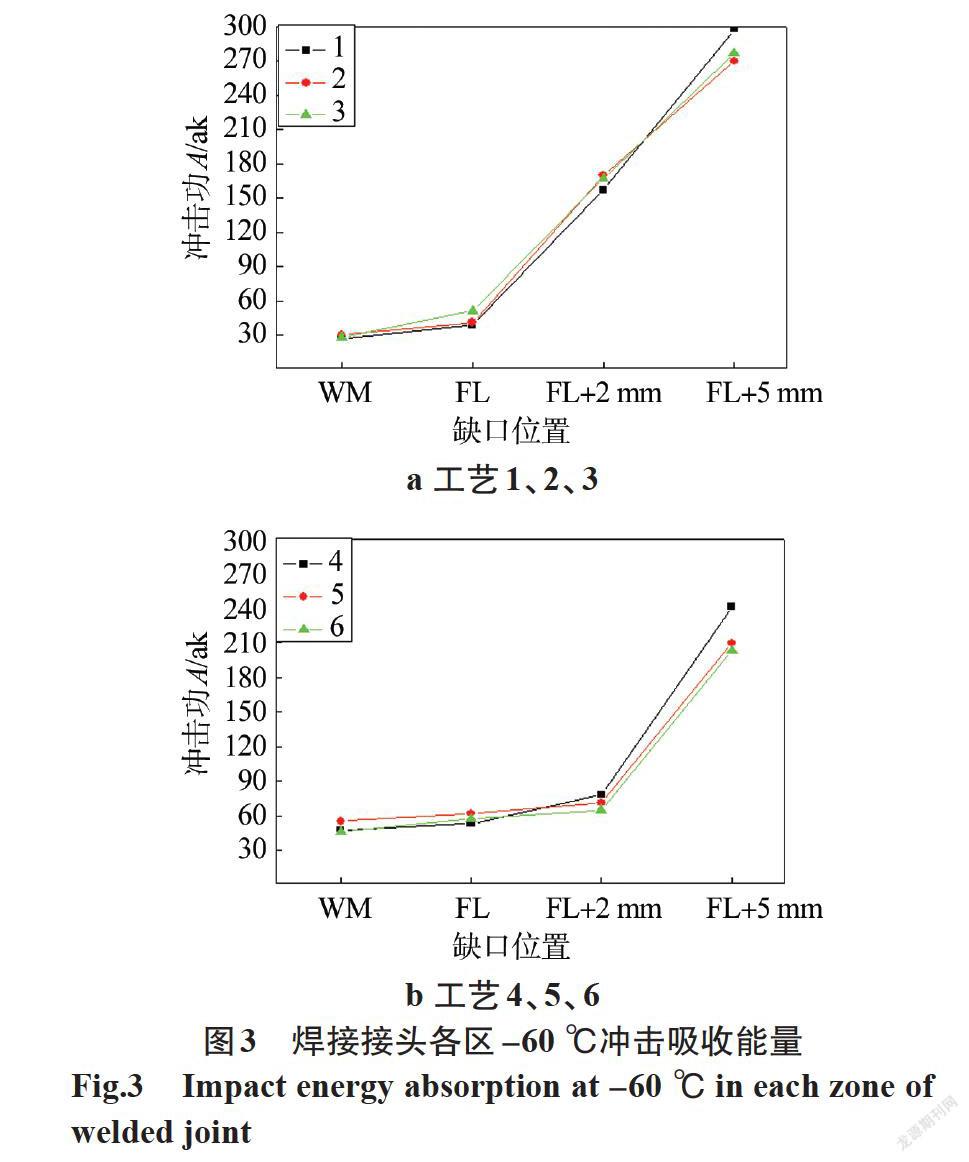
不同焊接工艺条件下焊接接头-60 ℃冲击吸收能量如图3所示。
由表5、表6和图3可知:(1)当预热温度相同时,焊接接头各区的冲击吸收能量变化趋势相近,工艺1、2、3预热温度为120 ℃,工艺4、5、6预热温度为180 ℃;(2)焊接接头-60 ℃冲击韧性最薄弱区域为焊缝区,其冲击吸收能量为各区最小值,预热温度为180 ℃时,焊缝区冲击吸收能量为46~55 J,均满足标准要求。当预热温度降至120 ℃,焊缝区冲击吸收能量迅速下降,仅为27~30 J,未达到标准要求;(3)熔合线区域的冲击吸收能量均合格,随着预热温度的升高而增大。熔合线外2 mm区域冲击吸收能量均合格,预热温度为120 ℃条件下的数值远高于180 ℃。熔合线外5 mm区域冲击韧性良好,冲击吸收能量均大于200 J。
综上分析可知,预热温度是影响焊接接头低温韧性的关键因素。随着预热温度从180 ℃降至120 ℃,焊缝与熔合线区域的低温韧性均下降。
这是因为:热输入相同时,预热温度的高低影响冷却时间t8/5,而冷却时间的长短直接影响焊缝金属及过热区的韧性。按照理论公式计算出预热温度为120 ℃和180 ℃时的冷却时间,t8/5分别为38 s和45 s,随着冷却时间的变长,焊缝低温韧性得到了改善,但使得热影响区过热区范围增大,所以在熔合线外2 mm区域的,1、2、3号工艺冲击吸收能量(120 ℃预热温度)远大于4、5、6号工艺(180 ℃预热温度)。这是因为预热温度为120 ℃时,熔合线外2 mm区域已经为性能优良的热影响区正火区,而预热温度为180 ℃时,该区域还处于热影响区过热区。
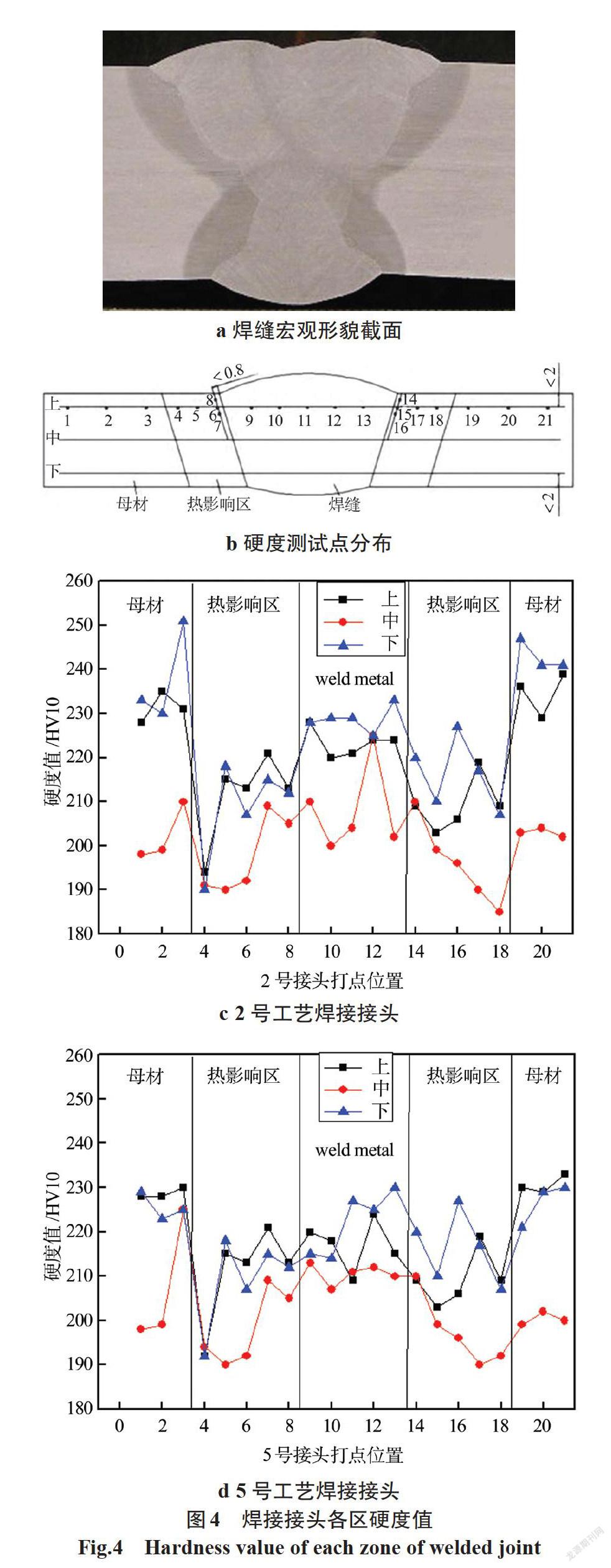
对F460Z焊接接头取样进行180°侧弯试验,弯曲完成后表面未出现裂纹和其他焊接缺陷,试验结果全部合格。对F460Z焊接接头取样进行硬度试验,焊缝宏观形貌和硬度测试点分布如图4a、4b所示,各区硬度值呈无规则分布,2号接头和5号接头的硬度值分别如图4c、4d所示,均在170~260 HV10之间,满足标准要求,未发现马氏体等淬硬组织。
2.2 F460Z钢焊接接头金相组织
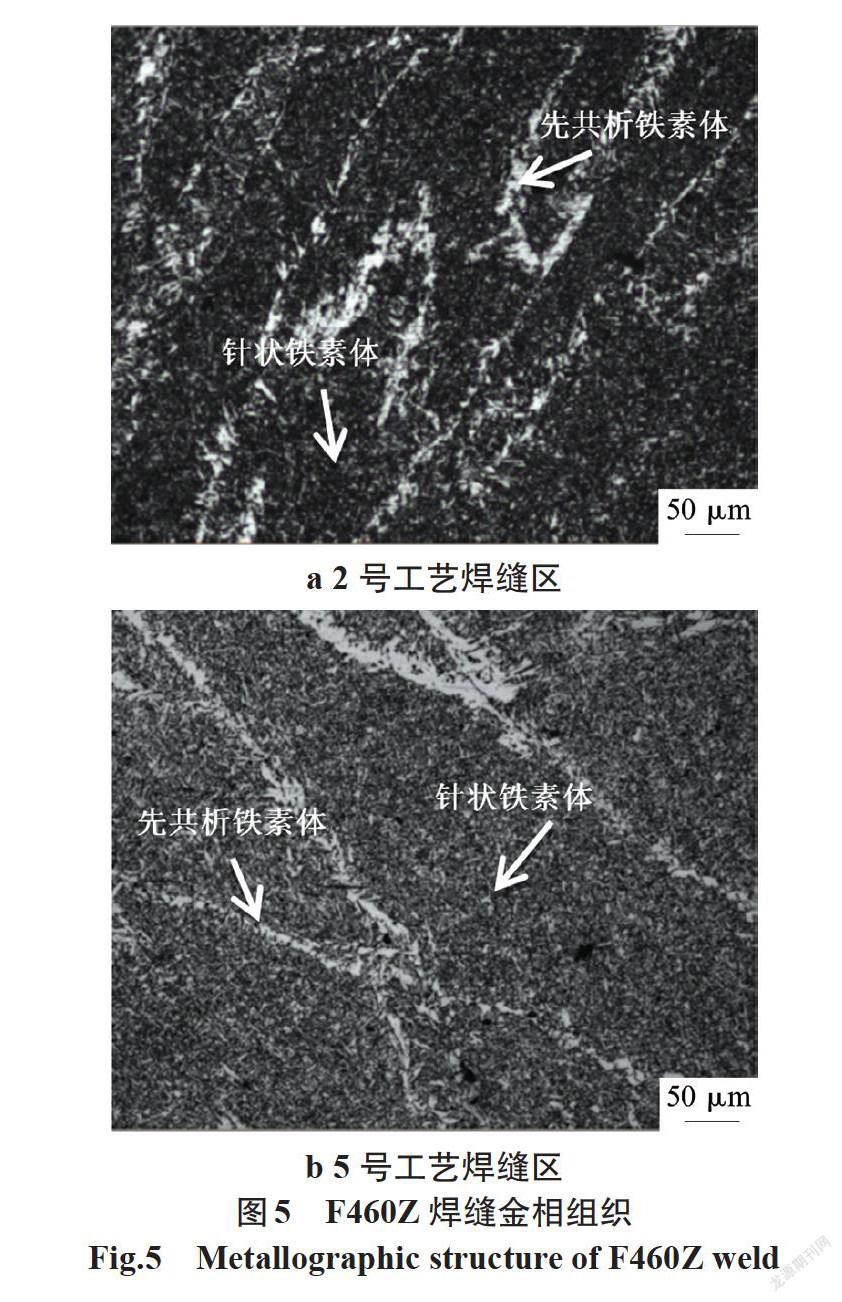
焊缝金属的韧性好坏,主要取决于显微组织。由接头强度和低温韧性数据分析可知,在相同热输入条件下,电流和焊接速度的不同匹配对接头性能影响不明显,而预热温度是影响接头低温韧性的关键因素。文中选取不同预热温度条件下的2号和5号工艺参数焊接接头,通过光学显微镜观察其焊缝金相组织,如图5所示。
可以看出,F460Z焊缝金相组织为白色先共析铁素体沿原奥氏体晶界析出,并沿柱状晶界分布,少量侧板条铁素体沿先共析铁素体向晶内延伸,晶内为细小致密的针状铁素体组织。影响低温韧性的因素主要有两个:一是组织类型,二是晶粒尺寸。图5a中,先共析铁素体和侧板条铁素体所占比例为30%~40%,其余为针状铁素体。图5b中,先共析铁素体和侧板条铁素体的数量较少,仅为薄薄的一层,晶内针状铁素体数量增多,占80%左右。
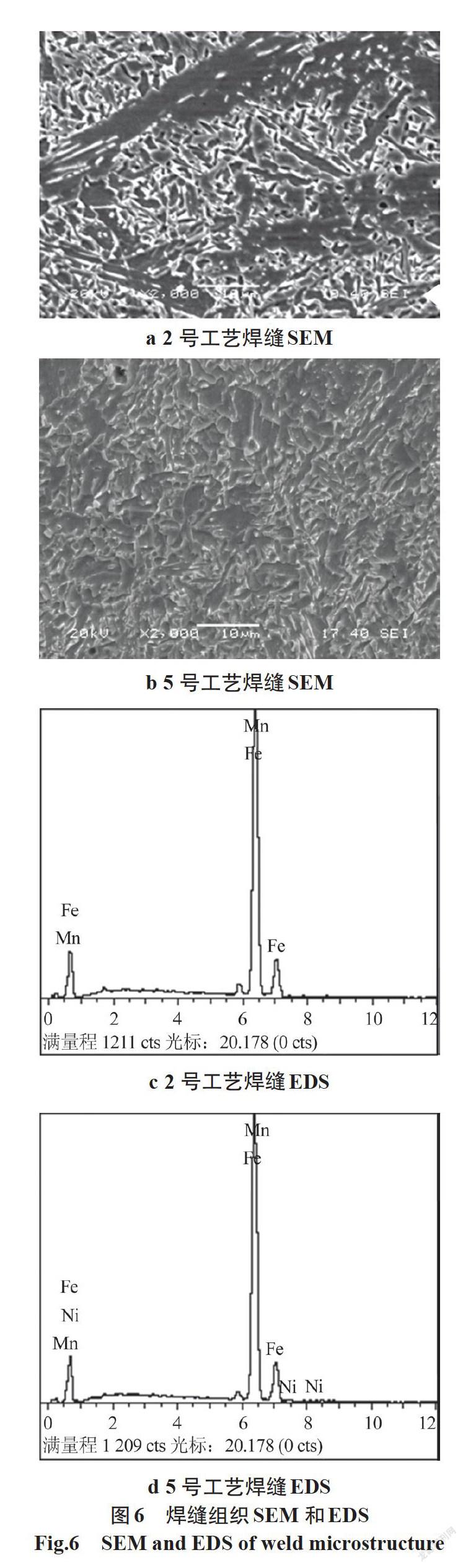
为进一步观察和测量焊缝组织形貌和尺寸,利用扫描电镜对组织进行2 000倍放大观察,如图6所示。针状铁素体细小致密,约为3~10 μm,且以大角度晶界散杂分布,取向自由度大,能够较好地抑制裂纹扩展,故针状铁素体的韧性较高。而先共析铁素体和侧板条铁素体对裂纹的抵抗力较低,韧性较差。比较图6a、6b可发现,5号工艺参数下,焊缝中针状铁素体的尺寸更为细小。所以5号焊缝的低温冲击韧性也更优。为进一步探究此现象的产生原因,对图6a、6b中针状铁素体的核心进行EDS光谱测量,结果如图6c、6d所示。在图6c中,主要是Fe和Mn元素,而在图6d中除了Fe和Mn元素外发现少量Ni元素。影响晶粒大小的主要因素为形核率和生长温度,预热温度180 ℃下5号焊缝针状铁素体反而更细小,其原因可能为:此时的冷却速度t8/5更利于焊接材料中的Ni和其他微量元素发挥韧化作用,抑制原奥氏体晶界上先析铁素体的生长,从而促进晶内针状铁素体的形核。因此,在宏观上体现出良好的低温韧性,-60 ℃低温冲击吸收能量为55 J,符合CCS 《材料与焊接规范2017》对焊缝冲击性能的要求。
热影响区粗晶区靠近熔合线,原母材组织完全消失,在热循环作用下重新奥氏体化,容易成为焊接接头中的薄弱区域。2号和5号工艺参数焊接接头热影响区粗晶区的金相组织如图7所示。可以看出,组织均由沿晶界析出的先共析铁素体、晶内针状铁素体,以及少量贝氏体组成。2号接头由于预热温度低,原始奥氏体晶粒略小于5号接头,低温冲击韧性更好。
2.3 F460Z钢焊缝断口形貌
在扫描电镜下观察2号和5号工艺参数下的焊缝冲击试样断口,如图8所示。2号焊缝冲击断口放射区占绝大部分,如图8a、8b所示,为准解理花样,河流短而平。5号焊缝冲击断口如如图8c、8d所示,放射区河流长而起伏,在“ 山峰 ”处有小韧窝,宏观上显示出较好的韧性。
3 结论
(1)在50 kJ/cm大热输入条件下,F460Z埋弧焊接头抗拉强度、弯曲性能、硬度性能均能满足要求。当预热温度为180 ℃时,焊接接头各区-60 ℃冲击吸收能量满足要求,当预热温度为120 ℃时,焊缝区-60 ℃冲击吸收能量不合格,其他各区满足要求。
(2)在50 kJ/cm大热输入条件下,焊缝区组织为白色的先共析铁素体沿原奥氏体晶界析出,沿柱状晶界分布,少量侧板条铁素体沿先共析铁素体向晶内延伸,晶内为细小致密的针状铁素体组织。
(3)预热温度会影响焊缝的低温韧性,当预热温度为180℃时,晶内针状铁素体所占比例为80%,且尺寸更细小,体现出良好的低温韧性。
(4)50 kJ/cm大热输入埋弧焊工艺方法可应用于海洋工程用F460Z高强钢厚板对接焊中,需要注意的是将预热温度及道间温度控制在180 ℃左右。推荐焊接工艺参数为:焊接电流750 A,焊接电压39 V,焊接速度33.3 cm/min。
参考文献:
郝文魁,刘智勇,王显宗,等. 海洋平台用高强钢强度及其耐蚀性现状及发展趋势[J]. 装备环境工程,2014(2):50-58,76.
严铿,叶逢雨,刘炜. 焊接热输入对F550Z钢焊接接头低温韧性的影响[J]. 焊接学报,2014(3):93-96.
肖晓明,彭云,娄宇航,等. EH40船板钢大热输入埋弧焊接头韧化机理研究[J].机械工程学报,2013,49(8):97-104.
王爱华. 690 MPa级海洋平台用钢焊缝夹杂物对熔敷金属低温韧性影响的分析[J].焊接,2015(6):47-50,75.
宋峰雨,王平. 大热输入焊缝金属性能研究[J]. 世界有色金属,2017(2):45,47.
肖红军,何长红,彭云,等. 耐候钢焊接接头组织和力学性能研究[A]. 2003中国钢铁年会论文集(4)[C].中国金属学会,2003.
文明月,董文超,庞辉勇,等. 一种Fe-Cr-Ni-mo高强钢焊接热影响区的显微组织与冲击韧性研究[J]. 金属学报,2018,54(4):501-511.
阿荣,乔建设,李建萍,等. Ti对低合金高强钢大热输入焊缝夹杂物的影响[J]. 机械工程学报,2014(8):34-39.
Moeinifar S,Kokabi A H,Hosseini H R,et al. Role of tandem submerged arc welding thermal cycles on properties of the heat affected zone in X80 microalloyed pipe line steel[J]. Journal of Materials Processing Technology,2011(211):368-375.
Kumar S,Shahi A S. Studies on metallurgical and impact toughness behavior of variably sensitized weld metal and heat affected zone of AISI 304L welds[J]. Materials & Design,2016(89):399-412.
魏金山,齐彦昌,彭云,等. 热输入对800 MPa级超厚板窄间隙焊缝金属组织和性能的影响[J]. 焊接学报,2012(6):31-34.
朱宇霆,张克静,蒋勇,等.焊接热输入对低合金高强钢力学性能及组织的影响[J]. 机械制造文摘(焊接分册),2017(3):5-9.
李振团,邢淑清,陆恒昌,等.不同焊接工艺对厚板S620Q接头组织及性能的影响[J].兵器材料科学与工程,2015,38(4):30-34.
邓汉忠,孟祥峰.焊接热输入对AH32高强钢焊接接头组织及性能的影响[J].热加工工艺,2014,43(19):47-50.
陳焕德,张淑娟,刘东升.桥梁钢板Q500qE焊接粗晶区相变及接头性能[J].焊接学报,2017,38(7):123-128,134.
猜你喜欢
海洋工程(2023年5期)2023-11-13 09:52:22
海洋信息技术与应用(2022年3期)2022-11-30 05:54:06
宁波大学学报(理工版)(2020年1期)2020-01-09 10:50:08
科学中国人(2017年36期)2017-06-09 07:58:15
中国海上油气(2016年5期)2016-06-23 13:29:30
海洋工程装备与技术(2016年6期)2016-01-10 05:25:34
海洋工程(2015年1期)2015-10-28 01:36:21
海洋工程(2015年1期)2015-10-28 01:29:14
装备环境工程(2015年4期)2015-02-28 01:20:09
华东师范大学学报(自然科学版)(2014年4期)2014-03-11 16:18:35