三辊弯板机卷圆快速定位装置的研究
2021-09-10 09:14:34袁理智
内燃机与配件 2021年10期
袁理智
摘要:三辊弯板机卷圆快速定位装置,具有结构简单,使用方便,采用在现有的三轴弯板机上安装压弯标尺,将激光线光源与三轴弯板机的压辊中心固定在同一水平线 利用激光线光源照射压弯标尺,通过压弯标尺上的刻度读数,知道板材成型的具体位置,保证板材压弯精度高,无需多次调整,一次压弯成型,大大提高了加工效率。
关键词:弯板机;卷圆;标尺;压辊
中图分类号:TU973 文献标识码:A 文章编号:1674-957X(2021)10-0064-02
0 引言
近年来,三辊卷板机在很多钢结构厂家、铆焊结构、构件等厂家使用非常广泛。其特点具有操作简单,运行比较平稳,安全可靠性高,使用寿命长等特点。但在实际生产实践中,有相当多数生产厂家都缺乏一定的理论技术指导,使用卷板机卷圆完全是靠日常积累的经验,并且使用还是比较简单粗犷。在实际钢板卷圆生产过程中,大多数都还是使用一个图形样板和实际卷圆钢板反复的比对,同时也在一次又一次地调整上辊使其下压到一定的深度,直到钢板卷出的圆弧正好与样板的尺寸相近为止。这样就需要反复的去调整,不断地去尝试,导致生产效率低下,并且卷板精度也不高。为了扭转这种现状,结合实践以及一定的专业技能知识,对三辊弯板机卷圆快速定位装置进行探讨和研究,以便大大节省上辊调整时间,从而提高生产效率。
1 三辊卷板机卷圆工作原理
三辊卷板机由三个圆辊组成,其中上辊是移动辊,安装在两个对称下辊中央上方位置,只能作垂直上下升降移动,三辊卷板机的动力来源,通过电机带动主减速器并逐级传动到末级齿轮,由末级齿轮带动两个对称下辊齿轮啮合并随着作旋转运动,同时也为板材的卷制提供扭距。待卷不同规格的平整塑性金属板需要经过卷板机的一个上辊和二个下辊之间,此时需借助下辊的旋转运动以及上辊的下压力,使金属板产生一定的塑性变形,出现连续弯曲,从而一块完整的金属板就卷制成设定需要的圆筒,或者卷制成一段圆弧板。
2 三辊卷板机卷圆快速定位原理及理論计算
三辊卷板机是通过上辊及两个下辊与工件接触的三个点实现工件成型,从而将板卷出需要的圆筒或其一部分,卷板机的两个下辊中心在同一水平面内,两个下辊中心距根据生产需要,确定后其位置一般就固定不动了,这样就可以由以上三个点及上辊,两个下辊确定圆弧的半径。不难看出,卷圆半径的大小与卷板机上辊下压深度有很大的关系,因此在已知道加工工件半径的情况下,结合一定的几何知识及机械工作原理,计算出上辊下压深度,这样就不难确定这一个点的工作位置,也就确定了金属板卷圆的半径。在生产实践中,结合规格不同厚度的钢板及两个下辊的中心距,将上辊下压的每一个深度刻在一个标尺上作指示,这样操作工人师傅就不用像以前那样盲目反复调整上辊下压深度来获得对应的尺寸,而是可以针对不同厚度的钢板及图纸卷圆半径调整上辊下压深度一步到位,从而达到快速定位,将钢板卷出理想的形状,大大提高了生产效率。
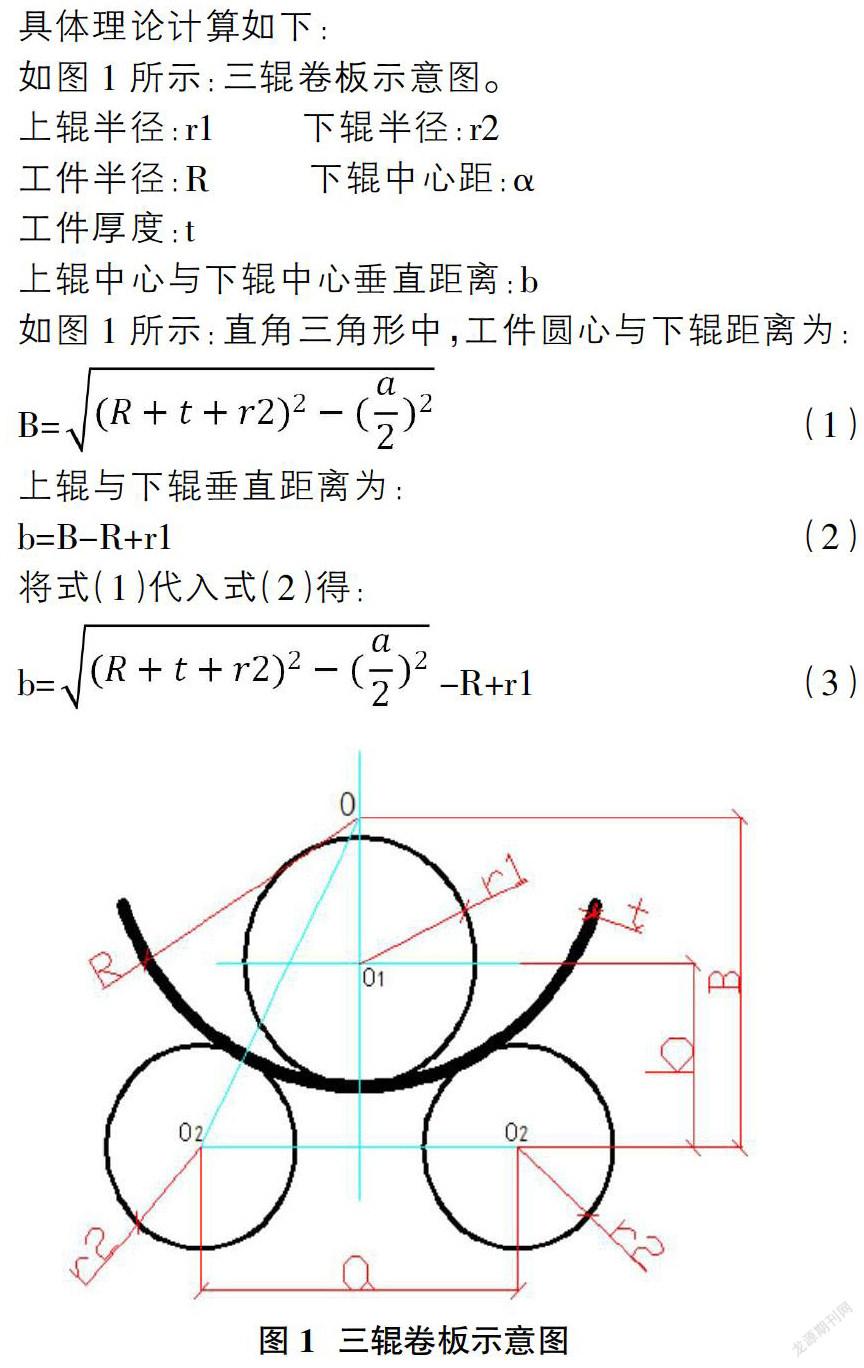
具体理论计算如下:
如图1所示:三辊卷板示意图。
如图1所示:直角三角形中,工件圆心与下辊距离为:
上辊与下辊垂直距离为:
将式(1)代入式(2)得:
以上式(3)只有两个未知数钢板厚度t和上辊中心与下辊中心垂直距离b,将不同厚度的钢板t值带入式(3)就可以轻松计算出相对应的上下辊中心垂直距离b值。例如:当t=6mm、8mm、10mm、12mm、14mm、16mm等不同厚度的钢板时,计算出相对应的不同上辊与下辊垂直距离b值,分别刻到相对应的标尺上,此时工人师傅只要结合弯制钢板的半径R要求,将不同厚度的钢板与标尺上的读数对应,并调节好上下辊中心垂直距离b值就可以一次成型。
3 三辊弯板机卷圆快速定位装置
3.1 装置特点及技术效果
与现有技术相比,其特点及技术效果突出,具有结构简单,使用方便,采用在现有的三轴弯板机上安装压弯标尺,将激光线光源与三轴弯板机的压辊中心固定在同一水平线,利用激光线光源照射压弯标尺,通过压弯标尺上的刻度读数,知道板材成型的具体位置,保证板材压弯精度高,无需多次调整,一次压弯成型,大大提高了加工效率。
3.2 定位装置工作原理及技术方案详细描述
结合以上的理论计算以及目前存在的技术问题,为实现上述目的,其技术方案为一种三辊弯板机卷圆快速定位装置,包括三轴弯板机,所述三轴弯板机的压辊上安装有水平固定尺,所述水平固定尺的中心与三轴弯板机的压辊中心在同一水平线上,所述水平固定尺的两侧分别安装有激光线光源,所述三轴弯板机的支座两侧分别安装有标尺固定板,所述标尺固定板上固定有多个标尺,所述激光线光源发射的激光线用于照射在多个标尺上。
所述水平固定尺的中部设置有通孔,所述三轴弯板机的压辊中轴上设置有固定定位杆,所述定位杆插装在通孔内,所述通孔的两侧还设置有固定孔,所述固定孔内设置有用于固定在三轴弯板机的压辊辊座上的固定螺栓。
所述标尺固定板的背部设置有水平连接板,所述三轴弯板机的机座上安装有C型连接架,所述C型连接架之间安装有升降丝杆和导向杆,所述水平连接板上安装有丝母和导向套,所述升降丝杆和导向杆分别安装在丝母和导向套内,所述升降丝杆的顶部还固定有操作手轮,所述升降丝杆为细牙螺杆。
所述标尺主要由透明盒及安装在透明盒内的LED灯条构成,所述透明盒固定在标尺固定板上,所述透明盒的表面设置有刻度线,所述透明盒上还安装有用于控制LED灯条的开关,所述LED灯条与电源相连接。
3.3 定位装置附图说明
图1:三辊卷板示意图。
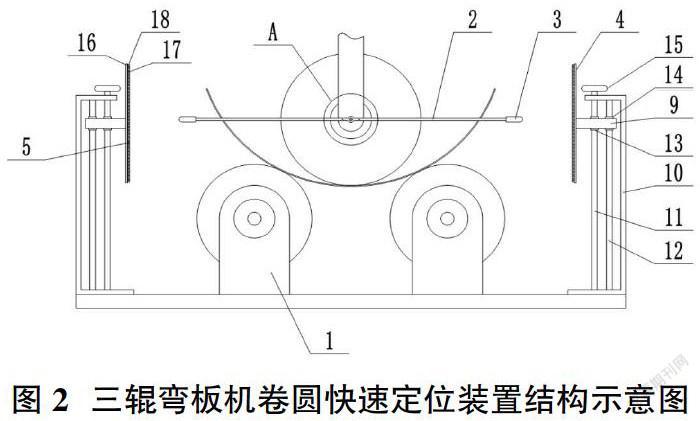
图2:三辊弯板机卷圆快速定位装置结构示意图。
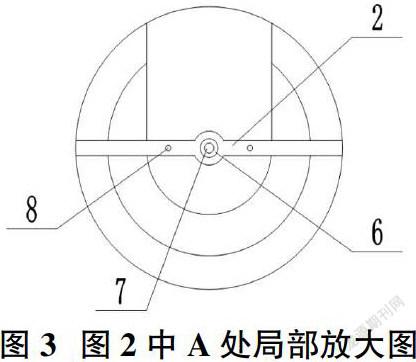
图3:图2中A处局部放大图。
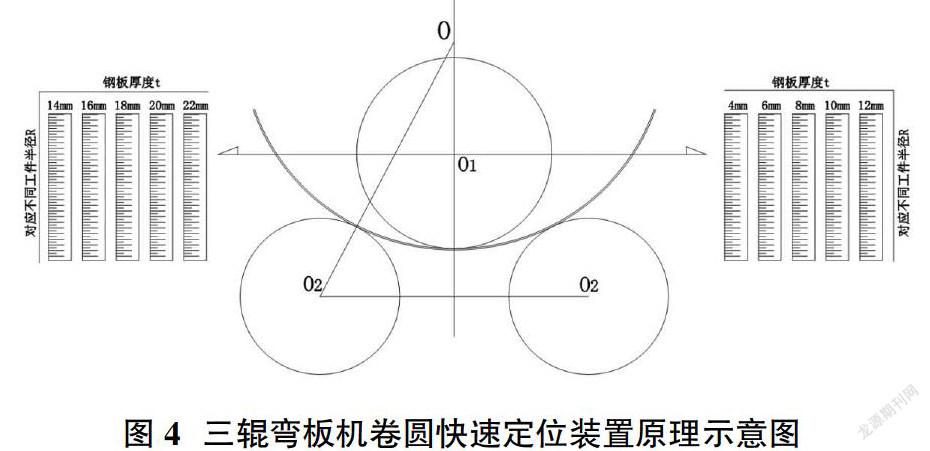
图4:三辊弯板机卷圆快速定位装置原理示意图。
3.4 定位装置具体实施方式
为了使本实用三辊弯板机卷圆快速定位装置所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用定位装置进行进一步详细说明。
如图2至图4所示,一种三辊弯板机卷圆快速定位器,包括三轴弯板机1,三轴弯板机1的压辊上安装有水平固定尺2,水平固定尺2的中心与三轴弯板机1的压辊中心在同一水平線上,水平固定尺2的两侧分别安装有激光线光源3,三轴弯板机1的支座两侧分别安装有标尺固定板4,标尺固定板4上固定有多个标尺5,激光线光源3发射的激光线用于照射在多个标尺5上。
本实用定位装置采用在三轴弯板机1的压辊轴上安装水平固定尺2,水平固定尺2的中心与三轴弯板机1的压辊中心在同一水平线上,且能够随三轴弯板机1的压辊上下移动。水平固定尺的两端安装标尺固定板4,标尺固定板4上固定有多个标尺5,不同的标尺用于代表不同厚度的钢板。当压辊向下压弯钢板时,水平固定尺的两端激光线光源3发出激光线,并投射在标尺上。通过观察标尺的刻度,能够准确控制板材的成型尺寸及精度。水平固定尺2的中部设置有通孔6,三轴弯板机1的压辊中轴上设置有固定定位杆7,定位杆7插装在通孔6内,通孔6的两侧还设置有固定孔8,固定孔8内设置有用于固定在三轴弯板机的压辊辊座上的固定螺栓。水平固定尺采用这种固定方式,固定更加简单、方便。其中,标尺固定板4的背部设置有水平连接板9,三轴弯板机1的机座上安装有C型连接架10,C型连接架10之间安装有升降丝杆11和导向杆12,水平连接板9上安装有丝母13和导向套14,升降丝杆11和导向杆12分别安装在丝母13和导向套14内,升降丝杆11的顶部还固定有操作手轮15。考虑到O刻线与激光线对准的问题,将标尺固定板通过丝母安装在升降丝杆上,利用升降丝杆控制标尺固定板上下移动进行校准。升降丝杆为细牙螺杆,能提高校准精度。此外,标尺5主要由透明盒16及安装在透明盒内的LED灯条17构成,透明盒16固定在标尺固定板4上,透明盒16的表面设置有刻度线,透明盒16上还安装有用于控制LED灯条的开关18,LED灯条17与电源相连接。标尺采用透明盒设计,利用LED灯条点亮,能够保证刻度线清晰。使用时,压弯不同厚度的钢板,点亮不同的LED灯条,也便于观察。
4 结语
综上所述,通过对三辊弯板机卷圆快速定位装置和实施技术方案的理论研究以及提供具体的实施过程方案,其克服了本行业现有技术的不足。其研究成果结构简单,使用方便,保证板材压弯精度高,无需多次调整,一次压弯成型,大大提高了加工效率,为企业创造了经济效益。
参考文献:
[1]机械设计手册编委会.机械设计手册[M].机械工业出版社,2007.
[2]技术科编.机械三辊卷板机说明书[M].南通创图重型机械有限公司.
[3]栾学钢,等编.机械基础[M].高等教育出版社,2010.
猜你喜欢
橡塑技术与装备(2023年12期)2023-12-05 06:29:18
橡塑技术与装备(2022年5期)2022-05-17 08:48:38
都市(2022年12期)2022-03-04 09:12:08
今日农业(2021年11期)2021-11-27 10:47:17
公民与法治(2020年3期)2020-05-30 12:29:42
当代陕西(2019年5期)2019-03-21 05:12:30
橡塑技术与装备(2018年21期)2018-11-13 01:35:58
收藏界(2018年1期)2018-10-10 05:23:18
橡胶工业(2016年11期)2016-02-24 00:22:16
中国卫生(2015年9期)2015-11-10 03:11:30