实训用产线控制系统设计与实现
2021-09-10 11:14林谊陈丙南胡伟伟
内燃机与配件 2021年14期
林谊 陈丙南 胡伟伟


摘要:随着社会经济发展转型的不断推进和深入,高等职业院校需要契合当前中国制造2025及工业4.0背景为智能制造的发展需求制定应用型人才培养计划,应用型人才培养重在实践教学。本文针对智能制造产线的教学以及实践的需求进行探索,对如何搭建产线的控制系统进行探讨,利用MES管控技术、西门子PLC、触摸屏、视觉检测、数控系统、电气元件、工业机器人技术等设备的技术原理,来说明一种教学型智能制造产线控制系统。该套控制系统包含了PLC技术、机器人技术、气动控制技术、传感器技术、数控技术、上位机控制技术等,符合智能制造产线教学的通用性要求。
关键词:工业机器人;行业应用;研究
中图分类号:TP242.6 文獻标识码:A 文章编号:1674-957X(2021)14-0218-02
0 引言
当前,企业用人成本越来越高,特别是劳动密集型的企业,都不断地在寻求新的更先进的生产方式,智能制造生产线已经成为取代传统劳动密集型生产方式的主要趋势。智能制造生产线可以有效节约原材料、提高生产效率与质量,并且大大的改善了生产企业的环境,使得企业降低生产成本,提高了公司利润,增加员工福利。智能制造生产线已经广泛应用于汽车制造、食品加工等行业中,因此企业对智能制造生产的研发与维护人才的需求也不断的在增加。在生产制造企业中,不会有机会让新手来调试或者设计智能制造生产设备,这就对各应用型高校的人才输入提出了更高的要求。智能制造生产线是一个综合性很强的系统,不仅需要扎实的理论基础,而且更重要的是要实践,在实践过程中可以检验并巩固理论知识,也可以发掘学生的创新能力。本文设计了一条以旋转笔筒生产为工艺的教学型智能制造产线,构建了一个集工业机器人、AGV、3D打印、雕刻、数控铣床、数控车床、自动装配、自动打包为一体的智能制造生产线,来满足教学实践。
1 总体结构
当前智能制造生产线应有的行业十分广泛,我们选取了一些常用的典型应用模块来创新的组合成了一套智能制造系统。目前制造制造生产线主要还是应用在机械加工、组装、包装等方面,并结合了当前比较热门的激光雕刻、3D打印技术,其主要组成部分如图1所示。
2 控制系统的设计
智能制造生产线控制系统设计的主要目的是实现不同设备之间的互联互通,通过对相关数据信息的高速、准确传输与分析,实时监控自动线的运行状态,根据需要发出指令来协调或改善产线的运行,使其运行效率更高,产品质量更稳定。控制结构如图2所示。
2.1 控制系统设计思路
PLC控制技术的应用,实现了工业控制的网络化及智能化。随着PLC技术应用的普及的深入,PLC已经成为自动化应用中的核心技术之一。由各种传感器来完成生产过程中的执行元件的监控,完成物理信息的提取形成控制系统中的信号。工业机器人技术是智能制造方向最热门的技术,工业机器人的功能实现主要依托于其本身内部的控制系统以及传感器系统,按照设定的程序,自动进行工作状态的判断与决策。机器人一般留有的外部通讯方式有I/O通讯以及网络通讯,本套系统选择与机器人进行网络通讯。MES系统以及在各种不同类型的生产线上得到了普遍的使用,其主要功能是进行制造数据管理、计划排程管理、生产调度管理、库存管理、质量管理、人力资源管理、生产过程分析、底层数据集成分析等。
2.2 教学型PLC选型
目前在国内绝大多数院校,其实验室配置的PLC主要来自两大品牌,西门子以及三菱系列。西门子一直主张使用模块化编程,每个子程序负责一个功能,需要的时候再通过主程序调用,便于前期调试及后期查找故障。所以大多数高校都选用了西门子PLC作为其教学和实验内容。因此我们选用西门子S7-1200系列控制器应用于本套智能制造生产线,该系列PLC无论是小型设备还是对速度和准确性要求较高的复杂设备装置,都能适用。
2.3 PLC控制网络
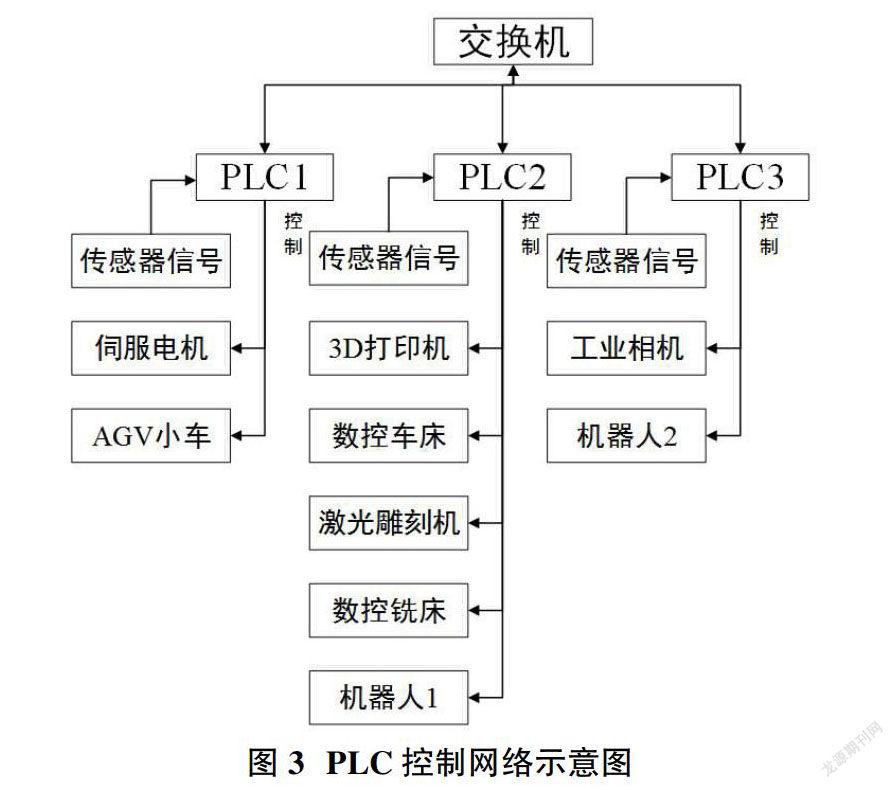
本系统的仓储模块、生产控制模块、视觉检测模块均由PLC作为控制核心,每个模块中的PLC负责收集各类传感器、按钮等信号,控制电磁阀、电机等装置动作,搭配西门子触摸屏,可实现人机交互的便利性,控制系统状态直观性。多个PLC之间,通过以太网交换机采用TCP/IP或MODBUS TCP协议进行通信。PLC控制网络示意图如图3所示。
仓储模块由立体仓库搭配AGV小车组成,其中,立体仓库中的堆垛机由PLC控制伺服电机进行运动,伺服电机可以保证堆垛的精准度和速度,AGV小车与PLC进行无线连接,向PLC实时反馈当前位置等状态,便于操作者控制。
生产控制模块由3D打印机、数控车床、激光雕刻机、数控铣床以及机器人组成,各台加工设备距离较远,所以需将机器人安装在行走轴上,行走轴同样为伺服电机控制运动,保证机器人每次到达加工设备前的位置准确。机器人搭配工具快换装置,适配每种加工设备的工件夹取。运行时,PLC控制伺服电机运动,使机器人移动至指定位置,同时向对应加工设备发送信号,机器人将工件放入加工区域,设备自动完成加工。
当工件完成自动加工、装配等工序后,机器人将工件搬运至视觉检测区,PLC向工业相机发送启动信号,工业相机对工件拍照、识别检测,并将结果反馈给PLC,PLC根据反馈结果决定工件去向,合格品进入打包工序。打包结束的产品以及不合格品均由AGV小车取走,分类入库。
2.4 电气控制系统设计
一般将电气设备二次控制回路叫做电气控制系统,因为系统中不同的设备有不同的控制回路,并且高压电气设备与低压电气设备需分别控制。具体地来说,系统中使用单相、三相交流电和直流电的设备,最终都由PLC进行通断控制,而接触器、继电器则作为通断执行机构。另外,伺服控制器、变频器作为驱动电机的设备,既需交流电作为动力源,又需直流电作为信号传输,在电气控制设计时,要考虑电磁干扰、过载过流保护等情况。
2.5 气动控制系统设计
气动技术是利用空气的可压缩性,将压缩空气作为传递动力的介质,并通过气缸、换向阀、电磁阀等元件构成控制回路,使气动元件按照所需逻辑要求工作。
系统自动运行时,3D打印机、数控车床、激光雕刻机、数控铣床需要自动开关门,以及自动夹紧加工件;机器人夹爪需要加紧、松开;另外,自动打包机中需要对打包物体进行固定、对胶带进行切割;以上动作均由气缸完成,控制气缸的电磁阀由系统中PLC控制。从安全角度考虑,选用三位五通中封型电磁阀。
2.6 MES系统设计
MES系統,意为制造企业生产过程执行管理系统,旨在为企业提供制造数据管理、生产管理、库存管理、质量管理、设备管理、工具工装管理、生产过程控制、数据分析等管理功能。本系统主要为教学作用,使用MES系统对整套设备进行统一调控管理,更贴近实际工业生产,使学生能直观感受到智能化生产线的高效性、即时性。
系统自动运行时,由操作人员通过MES系统下发生产订单,工控机与各模块PLC进行通讯,收集各模块设备状态信息,判断是否可运行,若不可运行,会将故障信息反馈给操作者;若可运行,则由PLC按逻辑设定控制各设备自动启动。
3 培训项目
本系统在教学中可实现多种科目、多种设备的培训,包含:工业机器人编程操作,PLC程序设计,电气控制系统电路设计,气动控制系统气路设计,数控机床编程,工业设备网络通讯,MES系统设计,AGV小车设计等。
4 结语
通过对智能制造需求性的分析研究,提出教学型智能制造产线控制系统的思路,分析了智能制造生产线的多种优点,设计了一条以旋转笔筒生产为工艺的教学型智能制造产线,结合工业机器人、PLC、AGV等设备,详细介绍了控制系统的设计过程及系统运行方式。该教学设备在功能和结构方面与实际工业中的智能生产线十分接近,能有效提高学生的实际设计、操作、解决故障等能力,便于学生在走入工作岗位后,更快的融入工作,并能根据实际环境,对工业生产提出建设性改造意见,为企业发展提供更好的动力。
参考文献:
[1]徐娟,禹隆峰.柔性生产线教学设备的控制系统系统设计[J].自动化与仪器仪表,2015(7):137-139.
[2]许怡赦,罗建辉,李铭贵.智能制造单元系统集成应用实训平台的设计与实现[J].实验技术与管理,2020(8):227-232.
[3]沈晓斌,李蕊,李梅红.基于用于型人才培养的智能制造柔性生产线实训室建设[J].2020(1):47-52.
猜你喜欢
证券市场红周刊(2018年17期)2018-05-14
军事文摘·科学少年(2017年4期)2017-06-20
智富时代(2017年4期)2017-04-27
智富时代(2017年4期)2017-04-27
地震研究(2017年1期)2017-04-10
地震研究(2017年1期)2017-04-10
数学学习与研究(2017年2期)2017-03-06
科技创新与应用(2016年34期)2016-12-23
汽车科技(2016年6期)2016-12-19
科技创新导报(2016年21期)2016-12-17