
现代数控编程技术的应用分析
2021-09-10 07:22:44刘江飞
内燃机与配件 2021年3期
刘江飞
摘要:现代数控编程技术是数控加工中的重要环节,也是CAD和CAPP等系统能够发挥效益的主要环节,实现了设计加工的自动化、加工精确化,并且提高了加工质量,降低了产品研发周期等。数控机床技术在机械制造业中的广泛应用使其关键技术也就是现代数控加工技术也得到了广泛重视,能够对复杂的零件加工进行高效化处理,对零件加工理论与方法的研究也发挥着重要作用。数控编程技术作为数控加工技术中的关键环节,在汽车制造、航空、机械制造等方面发挥着重要作用。本文主要针对现代数控编程技术展开论述,对其技术与应用进行分析。
关键词:现代数控编程技术;数控加工技术;应用分析
0 引言
作为一种新型技术手段,现代数控编程技术在现代制造业中得到了广泛应用,并且为制造领域的发展与革新带来了全新的动力,可以说现代数控编程技术的产生和发展为国际制造领域的长远发展提供了强有力的推助。现代数控编程技术对于现代制造企业来说,其地位以及带来的推动力并不仅仅是某一种技术的革新与发展,而是包括计算机技术、互联网技术、现代通信技术、光电技术、现代控制技术等多种技术,运用技术性手段集结于现代数控编程技术于一身,因此现代数控编程技术是一项具有综合性特征的技术手段。
1 现代数控编程技术分析
现代数控编程技术的运用通常需要对加工要求进行分析,完成有关的工艺设计,并确定产品加工的最终方案。其中包含了加工机床、刀具、夹具等设备的选择。同时还要确立科学的走刀路线与切削用量等,建立工件的几何模型,对产品加工期间刀具相对工件运动的轨迹、机床运动轨迹等进行计算。根据数控系统可以接受并运行的程序格式建立科学的零件加工工序,最后通过对工序的调整与优化最终得出合理的产品加工程序。针对一些加工难度不一的工件而言,可以通过手工编程、自动化变成等途径获取最终的产品加工程序,其中手工程序与编制数控加工程序的过程都要通过人力的方式实现,包含了零件的图样分析、工艺分析、加工路线的确定、工艺参数设定、数控机床数据计算等,通常在一些较为简单、程序较短、计算难度较低的零件加工中应用较为广泛。但手工编程的缺点也很明显,效率不足、容易出现偏差等,并且各个坐标的计算工作量较大,对于编程人员具有较高的专业技术要求。而自动编程便是通过计算机以及有关的计算机软件来完成数控加工程序,加工期间除去部分零件土样设计及工艺的设计会通过手工的方式完成之外,其他部分都会利用计算机软件实现。和手工编程模式对比,自动编程明显效率更高、容错率较高且出错率更低,能够适应各种复杂的工件加工要求[1]。
2 现代数控编程技术的应用
2.1 零件几何建模
零件的几何建模指的是曲线曲面生成、编辑裁剪、拼接、过度等,曲面造型通过曲面来展现出零件的形状造型,和线框造型方法对比,可以展现出边信息、表面特点、棱边连接向等信息。和实物造型对比,曲面造型的管控更加容易也更加灵活。当前广泛应用的现代数控编程软件都具有几何建模的功能,但功能性的侧重点并不相同,不过都可以保存成通用的应用格式,运用多个软件实现软件造型功能的相互补充。
2.2 确立加工方案及参数
结合需要加工零件的几何模型来确定数控加工的工艺路线、加工参数等。刀具和刀轴的控制,以及走刀路线、进给速度的自动化优化及自适应控制是近些年现代数控编程技术研究中的热点,主旨在于尽量满足实际加工要求,保障机床能够顺利运行,提高刀具寿命等,从而改善零件加工效率。
2.3 刀具轨迹的生成
刀具轨迹的生成会对加工的质量带来影响,而刀具轨迹生成的主要方向便是保证生成刀具能够满足以下要求:无碰撞无干涉、轨迹光滑、切削符合能够达到需求、代码质量满足要求等。刀具轨迹的生成还要具有较强的稳定性与适用性,稳定性强代码量小都是较为理想的条件。数控编程技术的重点便是生成刀具轨迹,之后将刀具轨迹离散为刀位点,再通过后置处理形成数控加工程序[2]。
2.4 数控加工仿真技术
随着数控编程技术不断地应用和研究,目前已经在工艺设计以及刀具轨迹生成等方面具有了显著的技术突破。但零件的形状多种多样,并且加工环境也可能存在变化,因此零件加工工作也难保不会出现一些影响因素。这些影响因素通常指的是零件加工期间的过切、欠切、机床部位干涉碰撞等,数控加工仿真技术便是利用计算机软件实现加工环境、刀具轨迹、加工流程的模拟,从而改进零件的加工工序,替代原本生产中的工件试切环节,相比之下与传统的工件试切对比成本投入更少、效率更高、更加安全等,也是提升数控编程质量的有效途径。当前数控仿真技术在试切下的模型化以及仿真计算等方面已经有了突破,正在向提高模型精度、提高仿真计算实时性、优化图形真实度等方向进行优化和改进。
根据试切环境模型特征进行分析,NC切削期间的仿真划分为几何仿真和力学仿真两种。其中几何仿真并不需要结合切削参数和切削力等因素进行设计操作,只需要结合仿真刀具到工件几何体的运动过程,驗证NC程序的合理性即可。几何仿真能够有效规避由程序错误而引发的机床受损、刀具这段、零件损伤等现象,而且还能进一步降低产品设计到制造的周期,提高加工效率的同时控制成本投入。力学仿真属于物理仿真的范围,利用仿真切削期间的动态力学进行刀具损坏、刀具振动的预测,并对切削参数进行调节,实现切削的最优化。
仿真期间的数据驱动通常应用CL数据或NC代码,而根据这两种应用模式则可以将数控加工仿真分为后置处理前数据和后置处理过程的仿真。前者是基于CL数据的数控加工仿真,后者则是基于NC程序的过程仿真。基于CL数据的仿真同样不需要考虑切削力和切削参数等因素,只需要对刀具运作过程进行仿真即可,主旨在于检验刀位轨迹的合理性,确保零件加工的质量,这种仿真技术发展历程较久,直至当前已经形成了一些较为完善的商品软件。而基于NC程序仿真在作用上可以划分为以下几种:①NC程序的正确性检验;②操作人员培训;③进行碰撞检测。因为驱动数控机床运动的为NC指令,所以这一加工过程仿真与CL数据对比更加贴近加工的实际过程,但因为在仿真器件考虑了环境因素,所以仿真的难度也有所提高。
现代数控加工过程的动态仿真验证手段可以分为两类:①只显示刀具模型与零件模型的加工过程仿真。如U GII CAD/CAM集成系统中的Vericut动态仿真工具;②同时动态显示刀具模型及零件模型、夹具模型、机床模型的仿真系统,如U GII CAD/CAM集成系统中的Unisim机床仿真工具[3]。
2.5 后置处理技术
后置处理技术也是数控编程技术中的重要构成,决定了数控软件对于机床的控制效果。后置处理便是将数控机床控制源文件转变为NC代码,时效内数控机床的识别。这一环节至关重要,甚至决定了數控加工能否顺利开展,所以程序员需要不断进行技术改进。通常CAD/CAM系统能够提供系统中可以预编程的软件,将其转变为NC代码让数控设备能够识别,再提供一些识别软件,根据CAD/CAM后置处理技术功能模块的软件设计,保证设备能够运行后处理程序。除此之外,还可以结合用户对于数控机床三轴运动的结构及功能的分析,在编程语言和后处理技术作为基础的多程序中生成到源文件,包括指令转换为设备能够识别的NC代码文件,通过数控机床进行零件的定制加工。
3 数控编程技术的具体应用
3.1 CAD模型的建立
某项目加工一批头盔模具,代加工零件毛坯长宽高为298mm、298mm、210mm,加工项目共分为3个区进行精加工。
3.2 加工方案的确定
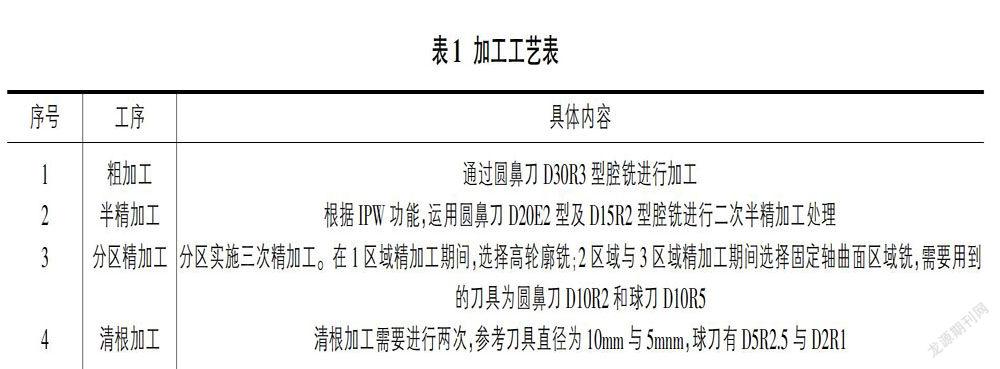
在分析和设计头盔模具加工工艺期间,需要根据产品的加工要求,由粗加工、半精加工、分区精加工、清根加工等多个方面实施,具体内容如表1所示。
3.3 数控加工仿真、检验、优化
工件加工处理通常选择仿真系统VERICUT,仿真系统VERICUT通过ARTCLSF仿真与G代码构成,利用G代码仿真视图与局部视图的分析来进一步了解加工环境情况,系统仿真和实际加工现状较为贴近,能够快速了解工件的一系列加工过程,有利于及时找到问题解决问题,对加工方案进行优化,避免设计误差等因素对工件加工质量带来的不利影响。拱架加工选择恒定体积去除率和恒定切削厚度结合的方式实现多种加工工序,粗加工和半精加工的优化选用恒定体积去除率的方法手段,分区精加工及清根加工则选择恒定切斜厚度及恒定体积去除率结合的方式改善。刀具优化的整体加工时间约为296.24min,经过优化后加工时间得到了有效缩减,缩减到了228.03min,提高了工件加工的效率,也保证了加工质量。优化处理可以保证稳定体积去除率,规避冲击荷载,而且数控机床的应用也能保障刀具的使用寿命,提高刀具的运作稳定性等[4]。
4 结束语
现代数控编程技术具有明显的系统化特征,数控编程技术通过CAD、CAM以及数控加工仿真技术实现了零件加工工序的编程,对其中的影响因素和细节部分进行分析,根据实际加工要求编制合理可行的NC程序。之后利用数控加工仿真软件生成NC代码,实施仿真、检测、优化等,进一步改善零件加工过程的合理性与精确性,提升零件加工质量。
参考文献:
[1]彭湘,杨芳,伍浩.现代数控编程技术的应用浅析[J].科技经济导刊,2018:39.
[2]高明慧.现代数控编程技术的应用分析[J].科技与创新,2015:149,151.
[3]张裕华.现代数控编程技术及应用[J].中国科技博览,2016:343.
[4]裴建军.现代数控编程技术的应用研究[J].科技与创新,2017:146-147.
猜你喜欢
未来英才(2016年19期)2017-01-04 16:59:04
课程教育研究·学法教法研究(2016年21期)2016-10-20 17:55:49
中学课程辅导·教师教育(中)(2016年9期)2016-10-20 15:26:49
中国科技博览(2016年19期)2016-10-19 12:22:05
中国科技博览(2016年18期)2016-10-19 11:24:50
中国科技博览(2016年18期)2016-10-19 11:20:01
科技视界(2016年20期)2016-09-29 12:51:35
考试周刊(2016年71期)2016-09-20 13:42:04
企业文化·中旬刊(2016年5期)2016-05-16 13:11:47
课程教育研究·学法教法研究(2016年2期)2016-03-22 14:05:26
