
齿轮加工在线智能检测装置的设计
2021-09-10 07:22:44娄赛
内燃机与配件 2021年3期
娄赛



摘要:许多机械传动部件如齿轮在加工的过程中需要严格的保证其加工精度,传统的检测齿轮精度的设备只能在齿轮加工完成后才能对齿轮的精度进行测量,无法在齿轮加工的过程中对齿轮的加工精度进行测量。本文设计了一种齿轮加工在线智能检测装置,能在齿轮加工的过程中对齿轮的轮廓数据进行采集,将机床工作台旋转坐标反馈数据与在线智能检测装置测量的数据进行同步,将检测获得的数据在极坐标下表示即为被加工齿轮齿面检测点的坐标,当被加工工件旋转一周,在线智能检测装置能够测得工件完整的横截面点云坐标。本装置可以有效地实现对加工过程中的齿轮进行测量,具有结构简单、操作快捷、安装方便等优点。
关键词:齿轮加工;在线智能检测;线性模组
Abstract: Many mechanical transmission parts like gears need to be guaranteed their machining precision when they are in the process of machining.Traditional gear precision detection devices can only measurement the precision of gears after gear cutting is finished, and it is not possible to measure the machining precision of the gear in the process of gear machining.This paper designs a kind of on-line intelligent detection device for gear machining which can collect the profile data of gear when the gear is in the process of processing.and then the feedback data of rotation coordinate of machine tool workbench is synchronized with the data measured by on-line intelligent detection device, and the detected data is represented in polar coordinates as the coordinates of the detection point of the processed gear tooth surface .When the workpiece rotates once, the on-line intelligent detection device can measure the complete cross section point cloud coordinates of the workpiece .This device can effectively measure the machining precision of the gear in the process of gear machining,and has the advantages of simple structure and quick and convenient operation.
Key words: gear machining;on-line intelligent detection;linear module
0 引言
许多机械传动部件如齿轮在加工的过程中需要严格的保证其加工精度,传统的检测齿轮精度的设备如三坐标测量机、单啮仪、万能渐开线仪、齿圈径跳仪等只能在齿轮加工完成后才能对齿轮的精度进行测量,无法在齿轮加工的过程中对齿轮的加工精度进行测量,此外这些设备价格高昂、操作繁琐、技术要求高,而在线检测装置能够在零件加工过程中对其进行在线检测,无需卸载零件,避免了零件卸載后不好重新定位的问题,同时使用在线检测装置对加工零件进行在线检测也可以有效地减少被加工两件的误差映射问题[1-5]。因此急需开发一种价格低廉对操作技术要求不高而且能够在零件加工过程中就能对其精度进行在线测量的数控加工在线检测装置。
1 检测装置的功能需求
设计一个智能在线检测装置,要求智能在线检测装置可以进行多方位移动,测量装置需选择非接触式,考虑到数控车床在加工零件时会喷射出大量的润滑液,工件上会沾有油渍、润滑液等液体会对其测量精度产生一定的影响,要求检测装置的测量端设有可以避免润滑液溅入激光位移传感器内以及能够清除附着在被测件的油渍的装置,考虑到在线检测装置安装在机床工作台上的便捷性以减少检测装置安装在工作台上的时间,要选择灵活的安装方式。
基于以上的要求本文选择以立式十字模组作为在线检测装置的移动部分,测量装置选择激光位移传感器,通过伺服电机控制立式十字模组进行上下左右移动,安装在线性模组一端的激光位移传感器随着线性模组进行上下左右移动,因此在测量工件时可以实现对被检测件进行多方位检测,在立式十字模组的内部设有磁致伸缩传感器,磁致伸缩传感器可以提高立式十字模组直线运动的精度,在立式十字模组的一端设有传感器保护罩,并在传感器保护罩的测量端设有喇叭形防油孔防止液体的渐入,同时在传感器保护罩的上端设有能够与高压吹气装置的吹气端相连的连接孔,在测量时高压吹气装置将会吹去附着在加工零件上的液体,喇叭形防油孔和高压吹气孔的设置将会提高检测装置的检测精度和激光位移传感器的使用寿命,在立式十字模组的底部设有底座并在底座上设有磁力表座,使用时打开磁力表座的开关,通过磁力表座将底座的机床工作台固定在一起,测量完成后断开磁力表座开关取下装置,在底座上设有磁力表座将会使检测装置的安装更为方便,安装位置更加灵活。
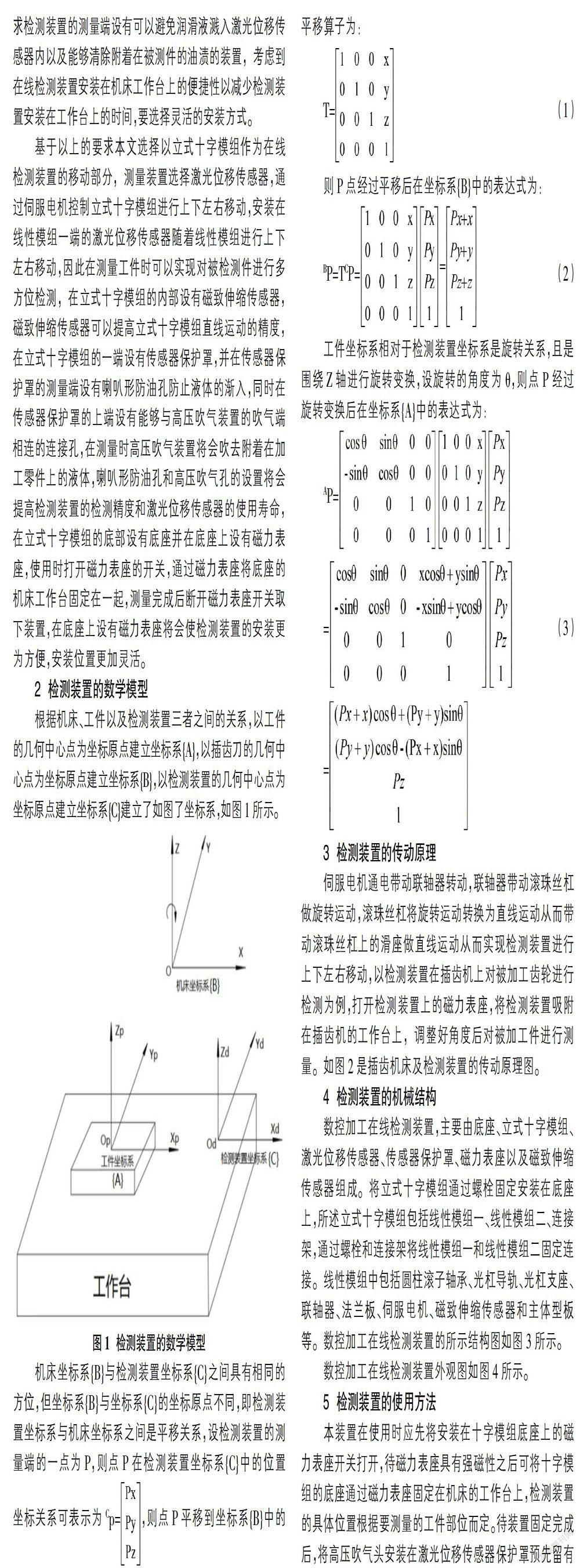
2 检测装置的数学模型
根据机床、工件以及检测装置三者之间的关系,以工件的几何中心点为坐标原点建立坐标系{A},以插齿刀的几何中心点为坐标原点建立坐标系{B},以检测装置的几何中心点为坐标原点建立坐标系{C}建立了如图了坐标系,如图1所示。
3 检测装置的传动原理
伺服电机通电带动联轴器转动,联轴器带动滚珠丝杠做旋转运动,滚珠丝杠将旋转运动转换为直线运动从而带动滚珠丝杠上的滑座做直线运动从而实现检测装置进行上下左右移动,以检测装置在插齿机上对被加工齿轮进行检测为例,打开检测装置上的磁力表座,将检测装置吸附在插齿机的工作台上,调整好角度后对被加工件进行测量。如图2是插齿机床及检测装置的传动原理图。
4 检测装置的机械结构
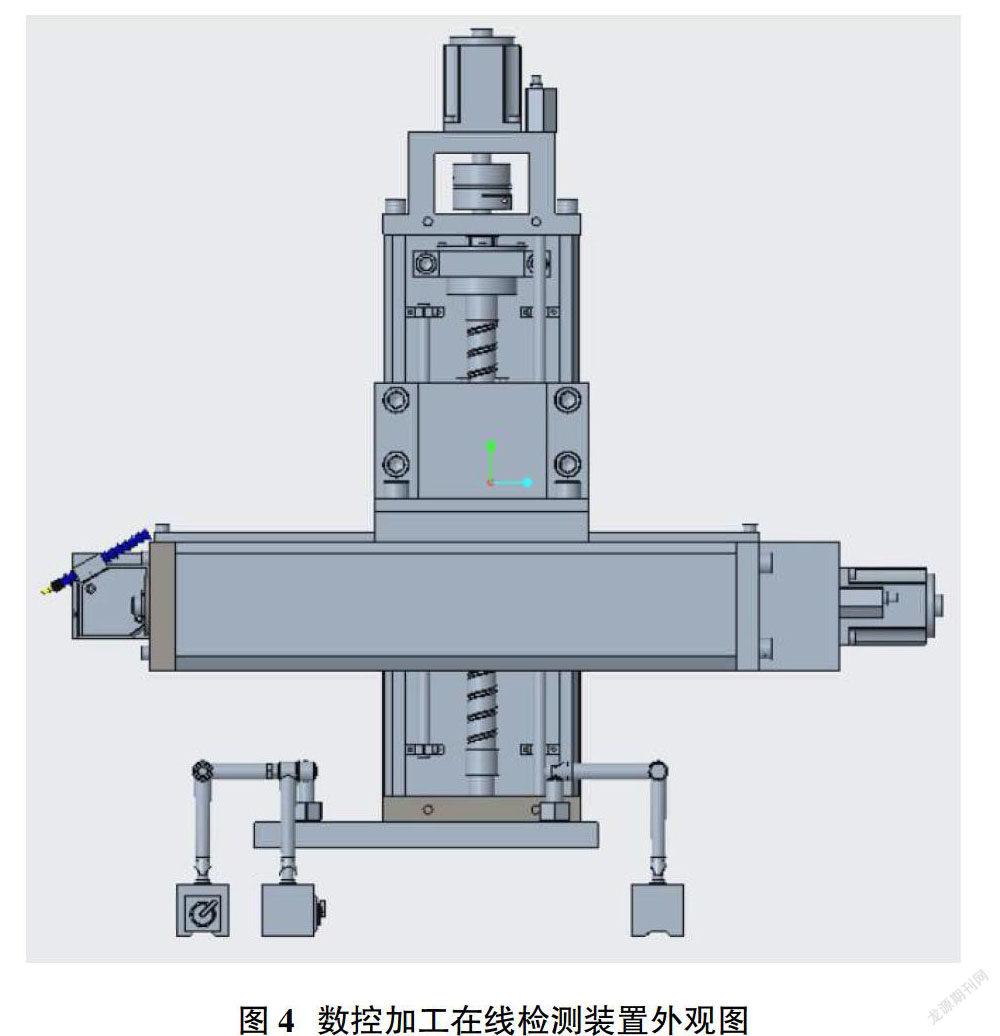
数控加工在线检测装置,主要由底座、立式十字模组、激光位移传感器、传感器保护罩、磁力表座以及磁致伸缩传感器组成。将立式十字模组通过螺栓固定安装在底座上,所述立式十字模组包括线性模组一、线性模组二、连接架,通过螺栓和连接架将线性模组一和线性模组二固定连接。线性模组中包括圆柱滚子轴承、光杠导轨、光杠支座、联轴器、法兰板、伺服电机、磁致伸缩传感器和主体型板等。数控加工在线检测装置的所示结构图如图3所示。
数控加工在线检测装置外观图如图4所示。
5 检测装置的使用方法
本装置在使用时应先将安装在十字模组底座上的磁力表座开关打开,待磁力表座具有强磁性之后可将十字模组的底座通过磁力表座固定在机床的工作台上,检测装置的具体位置根据要测量的工件部位而定。待装置固定完成后,将高压吹气头安装在激光位移传感器保護罩预先留有的孔内,打开伺服电机的开关控制十字模组进行上下左右移动,待装置移动到被检测零件的理想位置时,打开高压吹气装置,待高压吹气装置吹去被检测零件部位的润滑油等液体后,开启激光位移传感器对零件进行测量。
6 结论
通过采用全新的技术方案,在传统的线性模组上增加了能够保证其精度的磁致伸缩传感器,极大地提高了线性模组的运动精度,在线性模组的一端安装了激光位移传感器,实现了在线检测,在传感器保护罩上设有喇叭形防油孔以及吹气孔,防止测量时润滑液等液体的渐入,提高了传感器的测量精度同时也保证了传感器的使用寿命,最后在检测装置的底部设有磁力表座使得检测装置的固定方式极为方便,检测装置的安装位置灵活可变。
参考文献:
[1]罗海宏.CAD/CAM在模具设计与制造中的应用[J].现代制造技术与装备,2019(07):77-78.
[2]张涛,蒋鑫强,廖焕.基于传感器的冲压件在线检测系统研究[J].锻造与冲压,2020(10):26-29.
[3]杨隆庆,何丽,孙文磊,等.基于FBG的行星齿轮箱内齿圈齿根应变动态检测方法研究[J].机械工程与自动化,2020(01):141-142,145.
[4]方瑞.数控机床在线检测与误差补偿技术研究[D].广西科技大学,2019.
[5]毛文亮,杨小平.精密复杂零件数控加工在线检测与误差补偿技术研究[J].机械研究与应用,2018,31(01):12-14.
