
通用型承压设备焊接工艺评定系统设计
2021-09-10 07:22蒲炯苑兴楠魏艳红刘仁培
电焊机 2021年4期
蒲炯 苑兴楠 魏艳红 刘仁培
摘要:结合NB/T 47014标准,针对以往相关系统开发周期长、成本高的问题和承压设备焊接工艺评定的需求,在基本的工艺文件(预焊接工艺规程、焊接工艺评定报告和焊接工艺规程)管理基础上,设计开发了通用型承压设备焊接工艺评定系统,实现了焊接工艺评定项目的辅助提出、焊接工艺评定的必要性智能判定以及焊接工艺规程的自动生成,辅助焊接工程师进行工艺评定,提高工作效率。与以往定制焊接工艺评定系统相比,通用型系统可满足大部分承压设备企业的使用需求,避免重复开发,缩短开发周期,降低开发成本。
关键词:NB/T 47014-2011;承压设备;通用型系统;焊接工艺评定
中图分类号:TG409 文献标志码:A 文章編号:1001-2003(2021)04-0031-05
DOI:10.7512/j.issn.1001-2303.2021.04.06
0 前言
随着承压设备的蓬勃发展,焊接质量要求越来越严格,焊接工艺合理与否直接影响产品最终质量[1]。生产企业应按相应标准对受压或承载的焊接接头编制焊接工艺规程(Welding Procedure Specification,WPS),并通过焊接工艺评定验证WPS的合理性。以往国内压力容器、锅炉等承压设备遵循不同的标准,很多内容不同,部分条款甚至相互矛盾,这已成为制约承压设备焊接发展的重要因素。随着NB/T 47014-2011的执行[2],承压设备工艺评定标准逐步统一。承压设备的各项焊接工艺评定都要求按照NB/T 47014-2011标准进行。
国内外研究机构长期以来按各种标准开发了相应的焊接工艺评定系统[3-8]。英国焊接研究所的WeldSpecTM 4.3集成了ASMEⅨ,EN 288,AWS D1.1标准,实现焊材选择;美国WPSAmerica集成ASMEⅨ,AWS D1.1,D1.2,D1.3,D1.5,D1.6,D9.1,D17.1,实现焊接文件的管理及编制。国内南京航空航天大学与南京维尔德智能科技公司合作开发了基于AWSD1.1,NB/T47014,EN287的系统,实现焊接工艺评定必要性判定和焊接工艺文件审核及会签,在青岛四方、振华港机等企业发挥了重要作用。
现有工艺评定系统一般针对特定企业设计,在符合标准条件下,文件格式、术语和工作流程可最大程度地满足特定企业的需求,但是这种定制型系统开发成本高、周期长。随着承压设备标准的统一及软件技术的发展,通用型系统成为可能。文中调研部分承压设备生产企业,研究通用性功能,设计通用型承压设备焊接工艺评定系统。
1 系统设计
系统定位为通用型承压设备焊接工艺评定系统,集焊接数据、焊接标准、经验知识于一身,并结合企业流程化管理思维,打造通用的企业焊接工艺评定与管理系统,实现WPS及预焊接工艺规程(Preliminary Welding Procedure Specification,pWPS)设计与管理,焊接工艺评定报告(Welding procedure qualification record,PQR)管理,焊接工艺评定必要性判断,坡口图库、工艺文件的日常审批流程等。
系统采用模块化管理,根据需求分析将系统分为用户管理、流程管理、我的工作、工艺管理和系统设置5个模块,各模块间既相互独立又相互关联。系统通过用户管理和系统设置模块明确各个用户的权责范围,通过流程管理、我的工作和工艺管理模块之间的相互配合完成焊接工艺评定任务。
1.1 数据库设计
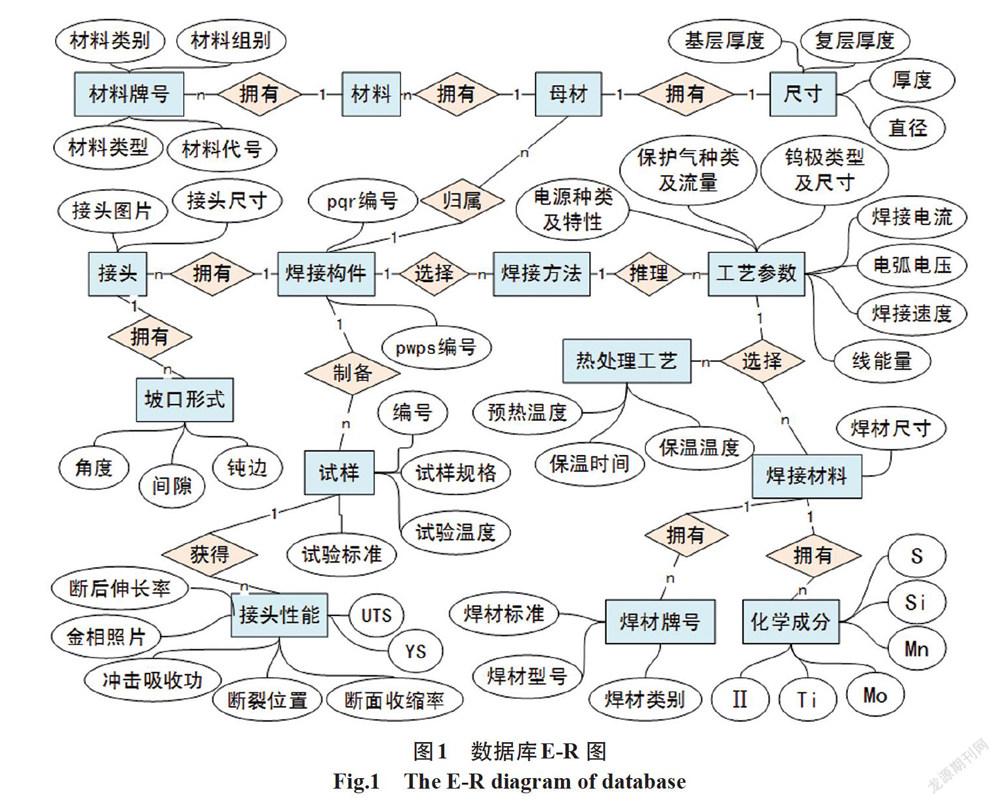
数据库是整个系统最基础的部分,为系统所有功能提供数据支持。数据库的质量将直接影响系统的质量,同时数据库应具有动态适应性,适应未来系统功能的扩充。本系统结合NB/T 47014-2011标准和需求分析完成平台数据库设计,包括母材数据库、焊材数据库、接头数据库、pWPS数据库、PQR数据库和工艺卡数据库。常用实体-联系(Entity Relationship Diagram,E-R)图表示数据库设计过程,系统E-R如图1所示。其中矩形框为数据实体,椭圆形框为属性,菱形框为对应关系。
1.2 知识库和推理机设计
知识库是系统的核心,知识库中知识的数量和质量决定了系统的质量和系统代替专家工作的能力。系统知识分为母材信息、焊材信息、焊接标准等清晰的显性知识和专家经验、焊接工艺评定覆盖规则等难以直接表示的隐性知识。其中显性知识通常以人工方式或半自动方式获取并用逻辑表示法和语义网络表示法表示,隐性知识常用半自动方式和自动方式获取并用规则表示法表示,即if A,then B的形式表示。
知识利用则是利用推理机对焊接工艺评定必要性进行判断并实现工艺文件的编制,系统利用推理机进行焊接工艺评定,生成WPS时需要遵循以下两个规则:
(1)pWPS与 PQR匹配规则。制定新的pWPS时,若无支持的PQR,则需根据pWPS进行焊接工艺评定试验,生成PQR时需根据规则确定pWPS中数据如何在PQR中表示。
(2)PQR与WPS匹配规则。当新工艺无法免除评定时需要进行焊接工艺评定试验并生成PQR报告,此时需根据PQR及制定的匹配规则编制WPS。
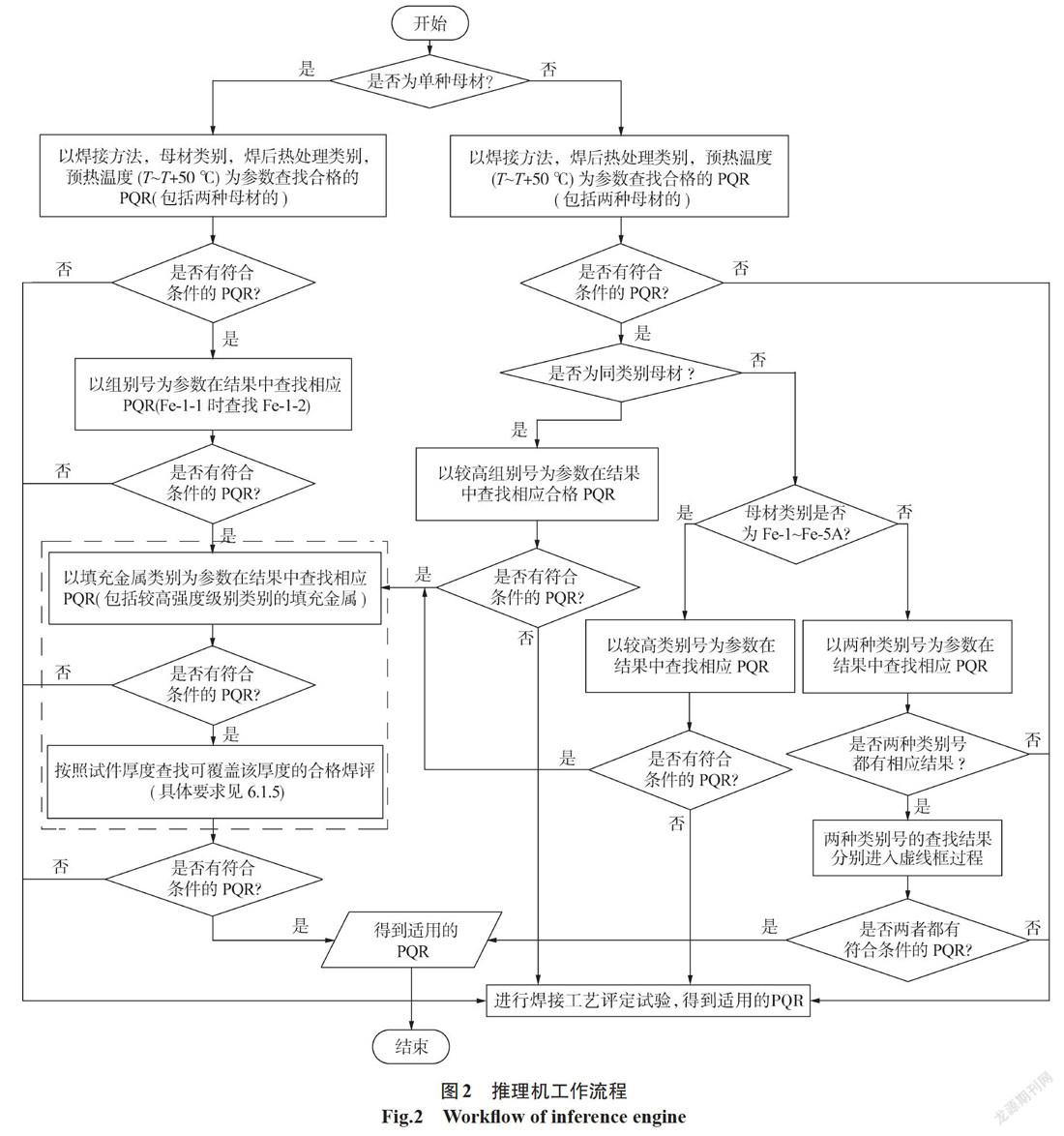
推理机是根据承压设备焊接实际操作设计的,如图2所示。首先判断是同种材料焊接还是异种材料焊接,同种母材则依次按照焊接方法、母材类别、焊后热处理类别、预热温度、母材组别、填充金属类别和试件厚度顺序搜索是否已有相应PQR。异种材料焊接时首先搜索焊接方法、焊后热处理类别、预热温度,然后判断母材是否为同类别材料,若母材是同类别材料或是Fe-1~Fe-5A的非同类别材料,则只需搜索较高母材组别号,然后搜索填充金属类别、母材厚度,得到适用的PQR;否则两种类别下都应有符合条件的PQR。满足上述条件则无需进行新的焊接工艺评定,直接利用推理出的PQR指导生产即可。其他情况则无法免除评定,需根据pWPS进行焊接工艺评定试验,生成PQR和WPS。
1.3 项目流程设计
项目流程的总体设计思路是流程与具体工作相互独立。流程可以自定义,而具体工作则是依据制定流程时的关联项来确定。
在该模块中,用户可制定新流程、编辑流程和删除流程。制定流程时,需要输入流程名称、创建时间、每一步骤的名称、办理时限、预警时间、预警信息和下一步,还需指定每个步骤的办理人和知会人,即可自动生成如图3所示的流程步骤顺序。
创建流程时需遵循以下规则:
(1)流程完整性:流程步骤必须封闭(例如:开始→A;A→B;B→结束);
(2)每个步骤至少指定一个办理人。
系统采用用户-角色-权限模型,系统一般默认一个超级管理员,为普通用户分配角色和指定权限,使其只能在职责范围内工作,也可避免无权限人员使用系统,确保系统安全性的同時保证不同用户之间协同高效工作。
在项目流程中共有6种工作流程,即我可以发起的、我发起的、我的经办、我的待办、知会我的和已结束的。工作流程即用户具体的工作,主要包括pWPS、PQR和工艺卡管理。根据用户角色、权限不同,可以操作的工作流程也各不相同,例如有的用户只有编制pWPS的权限而无审批权限,有的用户只有查看文件的权限而无删除权限。
2 系统实现
2.1 系统开发技术
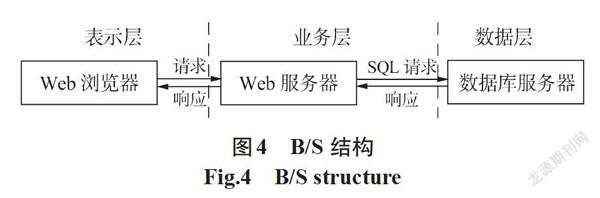
系统采用浏览器/服务器(Browser/Server,B/S)结构,如图4所示。其中表示层是人机交互界面;业务层存储业务和数据运算规则;数据层存储数据并定义数据标准及访问规则。B/S结构在服务器中运行,没有客户端,只要有操作系统和浏览器即可使用系统,维护和升级简单。
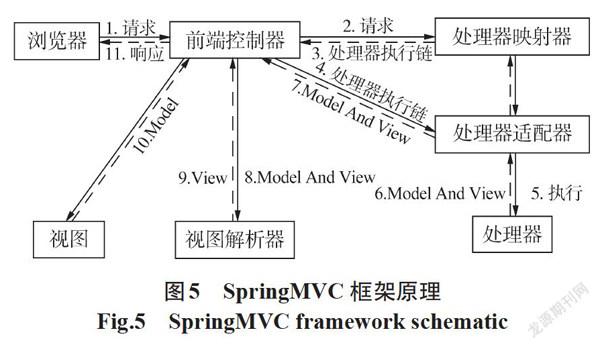
系统采用开源的web框架SpringMVC+mybatis框架,mysql数据库、java编程语言和面向对象技术。利用mybatis实现系统后端与mysql数据库的交互,简化代码,提高运行效率,便于修改SQL及获取SQL执行结果并将其转化为java对象。MVC(即Model模型,View视图和Controller控制器)将复杂的系统分成简单清晰的界面、业务逻辑和数据三个部分,简化开发步骤,提高开发效率,降低系统出错可能。
SpringMVC框架架构如图5所示。首先用户发起请求,系统前端接收请求后根据url找到 Controller文件中的相应方法并执行该方法,若与系统后端无交互则直接返回ModelAndView至前端,否则逐步执行service,map和dao中的方法直到从数据库中取出数据,此时返回Model数据至前端并对其进行渲染。最后,将结果返回给用户并在前端界面显示。
2.2 系统功能实现
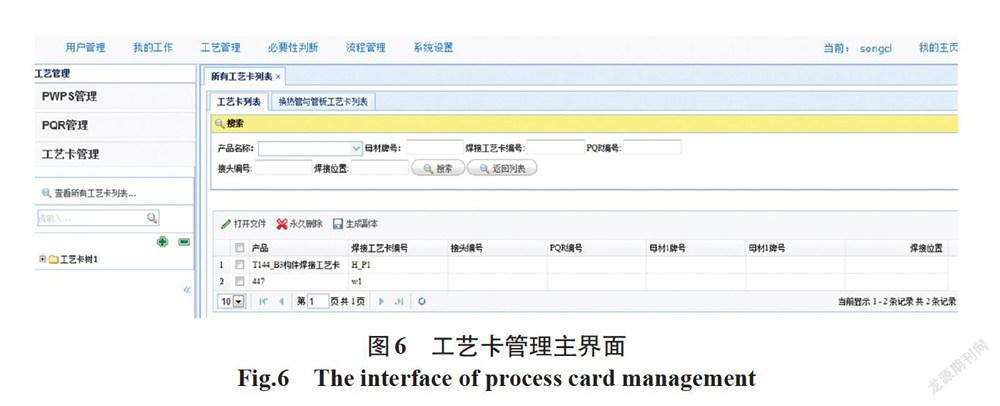
系统主要实现流程管理,pWPS、PQR、WPS和工艺卡等工艺文件的管理和焊接工艺评定必要性判断等功能。其中工艺卡包含封面、接头列表、焊材列表、附件列表和工艺卡片等多种信息,因此以工艺卡树形式存储于系统中。
在流程中的工艺文件可以进行附加到流程(选择)、查看、添加、编辑、移至垃圾箱、永久删除、生成副本等操作。其中,查看、添加和编辑操作都链接到工艺管理模块进行。只有定版的工艺文件可以生成副本,未在流程中并且未定版的WPS文件可以发送或共享给其他用户。此外,用户还可以自定义模板并将模板共享给其他用户使用。还可对工艺文件导出、打印等操作,使系统中的工艺文件不断更新。以工艺卡管理为例,其主界面如图6所示。
在长期的生产中,企业积累了大量的工艺文件,针对一份新的pWPS,应先判断系统中是否有相应的PQR或标准可以支撑这条pWPS,若有则无需进行新的焊接工艺评定试验,可直接生成正式的WPS用于指导生产,可免除不必要的焊接工艺评定试验,大大减少了人力、物力和时间,节省成本并增加企业的核心竞争力。
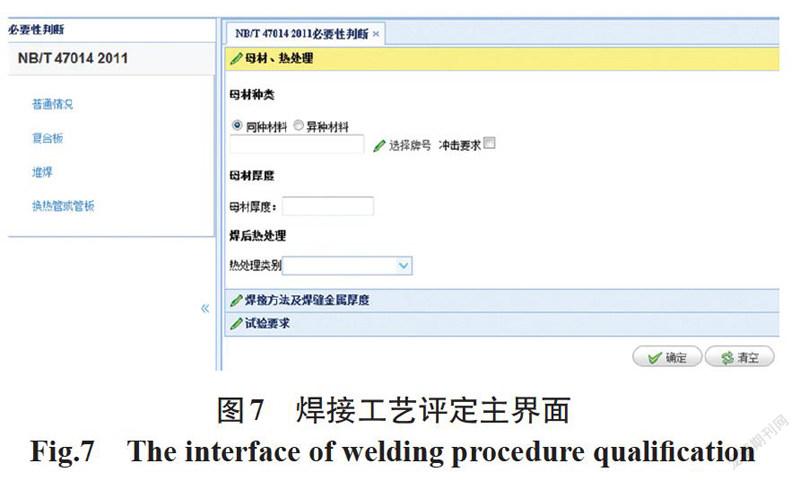
而作为通用型承压设备焊接工艺评定系统,遵循的标准为NB/T47014,参与判断的元素包括:焊接方法、母材、试件厚度(包括板、管,其中管焊接只判断管厚,无需判断直径)、焊缝金属厚度、焊后热处理制度、焊接位置(对接)、冲击试验的冲击功和温度。母材不同进行焊接工艺评定必要性判断的步骤略有不同,主要分为普通情况、复合板、堆焊和换热管或管板4种情况,下面以普通情况为例介绍系统如何进行焊接工艺评定必要性判断,其主界面如图7所示。
用户根据提示依次输入母材牌号、母材厚度等信息后点击“ 确定 ”按钮,系统将把参数和已有PQR进行对比分析,判断是否有可覆盖该条记录的PQR,若有则将结果显示在界面右侧供用户参考,若有多种焊接方法时,将会在界面右下方显示推荐焊评;若无PQR可覆盖该条记录,将建议用户针对该pWPS进行焊接工艺评定试验。
3 结论
(1)为弥补定制的焊接工艺评定系统开发周期长、成本高的不足,在统一的承压设备焊接工艺评定标准NB/T47014-2011的基础上,设计了通用型承压设备焊接工艺评定系统。
(2)通过用户管理和角色管理,系统可为企业中的不同人员分配与其职责相对应的权限,同时还可按需要修改用户角色及其相应权限,使系统更加安全、灵活、高效。
(3)通过流程管理、我的工作和工艺管理模块之间的相互配合,实现了焊接工艺评定工作的流程制定、评定项目的提出、焊接工艺评定必要性智能判定和焊接工艺规程的自动生成。
参考文献:
黄涛.基于JB4708-2005的承压设备焊接工艺评定系统[D]. 江苏: 南京航空航天大学,2012.
NB/T47014-2011,承压设备焊接工艺评定[S].
Lucas W. Micro-computer System,Software and Expert System for Welding Engineering[J]. Welding Journal,1987,66(4):19-30.
魏艳红.锅炉及压力容器焊接数据库及专家系统[D]. 黑龙江:哈尔滨工业大学,1993.
肖金枝.基于知识工程的高速机车车辆焊接专家系统研究[D]. 江苏:南京航空航天大学,2013.
滕龙. 基于NB/T47014标准的石油化工行业焊接智能化系统的设计与实现[D]. 江苏:南京航空航天大学,2014.
沈喜庆.基于NB/T47014标准的焊接专家系统设计[D]. 辽宁:沈阳工业大学,2017.
向尚志,魏艳红,苑兴楠.基于轨道交通行业的焊接专家系统设计与实现[J]. 电焊机,2019,49(10):66-71.
收稿日期:2020-10-09
作者简介:蒲 炯(1997—),女,硕士,主要从事焊接数据库、专家系统、力学性能预测等方面的研究。E-mail:pujiong1997@126.com。
通讯作者:刘仁培,硕士生导师,主要从事焊接专家系统、焊接过程数值模拟与仿真等教研工作。E-mail:lrp_msc@nuaa.edu.cn。
猜你喜欢
中华养生保健(2022年10期)2022-05-23
理论与创新(2020年11期)2020-07-26
ViVi美眉(2019年8期)2019-09-10
西部论丛(2018年7期)2018-08-31
高校招生(2017年7期)2017-06-30
财经(2017年2期)2017-03-10
广西教育·D版(2016年12期)2017-01-03
财经(2016年15期)2016-06-03
财经(2016年3期)2016-03-07
财经(2016年6期)2016-02-24
