汽车零部件气密性检测技术国内发展现状综述
2021-09-10 08:14周锡文
内燃机与配件 2021年6期
周锡文

摘要:近年来,随着科学技术的发展,汽车制造技术也越发精密。汽车零部件气密性检测技术关系到汽车内部零件密闭性是否良好,关系到汽车的安全性能。因此,对汽车零部件气密性进行检测是测试汽车零部件是否合格的重要手段。本文就原先传统的汽车零部件气密性检测方法简述、差压法汽车零部件气密性检测及发展现状、差压法汽车零部件气密性检测领域中存有的问题及措施等三个方面展开探析。
关键词:汽车零部件气密性检测;国内技术发展;现状综述
中图分类号:U467.3 文献标识码:A 文章编号:1674-957X(2021)06-0116-02
1 原先传统的汽车零部件气密性检测方法简述
汽车零部件气密性检测方法的严密性是保证汽车零部件不渗油、不透气的重要手段。目前,我国原先传统的汽车零部件气密性检测方法主要指的是气泡检测法和涂抹检测法。气泡检测法主要指的是将汽车零部件完全沉至于水中,静置一段时间后,观察汽车零部件周围是否有气泡冒出。如果汽车零部件周围有气泡冒出,则说明汽车零部件的气密性较差,导致车辆运转过程中,可能出现漏油、漏水的情况,对汽车的安全性能造成影响。如果汽车零部件周围始终没有气泡冒出,则说明汽车零部件的气密性完好,可以在长时间内保证汽车的安全性能。涂抹检测法主要指的是将足量的肥皂水涂抹在待检测汽车零部件的表层,如果汽车零部件表层有气泡产生,说明汽车零部件的气密性较差,反之,则说明汽车零部件的气密性良好。
气泡检测法和涂抹检测法都是常用的汽车零部件气密性检测方法。此类检测方法的效果十分可靠,但气泡检测法和涂抹检测法需要足够的人工和检验材料、场地支撑。因此,原先传统的汽车零部件气密性检测方法已不能满足现代化的汽车零部件气密性检测需求,其需要更加先进、更加高级的汽车零部件气密性检验技术为其进行检测。由此可见,原先传统的汽车零部件静密性检测方法具有一定的限制性,其无法进行大规模扩展应用,需要人们引进自动化程度较高的差压法对汽车零部件气密性进行检测。
2 差压法汽车零部件气密性检测及发展现状
2.1 差压法汽车零部件气密性检测方法
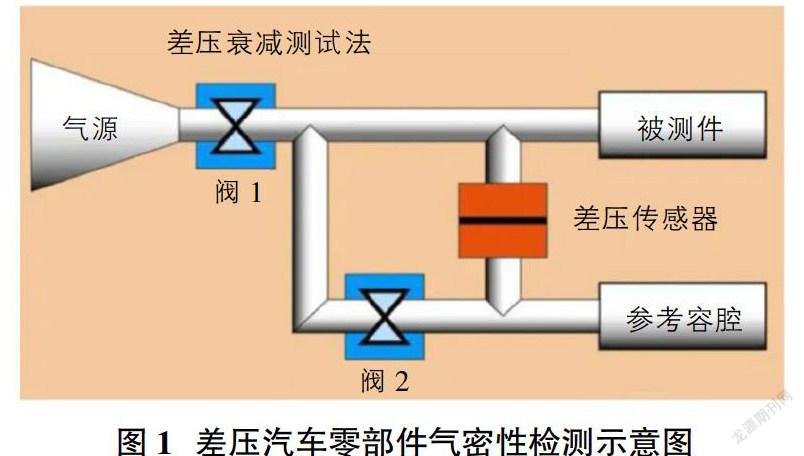
差压法汽车零部件气密性检测方法主要指的是通过特定结构对标准体和被测体进行气压比较,如果标准体和被测体的气压均衡,说明被测体处于气密性良好状态,如果标准体和被测体之间出现压差,说明被测体气密性较差,有部分压力传送至被测体,导致特定结构内出现气压不平衡的现象。差压法汽车零部件气密性检测方法的主要构成分为三个部分(如图1所示):一是压力输入阀门;二是标准体和被测体及其连接构造;三是压力显示器。压差法汽车零部件气密性检测仪器的原理主要是通过是否存在压力差进行气密性是否良好,如果被测体气密性较差,当通过压力输入阀门对标准体和被测体同时施压时,被测体会阴气密性较差,吸收一定的压力,导致整个压力系统出现气压不平衡的现象,最终压力显示器会显示数据,相关技术人员通过数据显示可以判断汽车零部件的气密性较差。因此,压差法汽车零部件气密性检测技术,可以通过直观的目测进行数据结果检测,十分便捷,其可以广泛应用于汽车零部件气密性检测。但压差法汽车零部件气密性检测技术也存在漏洞,它不能检测出被测体是哪个部位气密性泄漏,需要相关技术人员进行改进。
由此可见,压差法汽车零部件气密性检测方法与原先传统的汽车零部件气密性检测方法相比具有较强的灵敏性、可靠性、自动化程度高。压差法汽车零部件气密性检测方法可以应用于任何汽车零部件气密性检测,具有非常广泛的应用领域。只要找出汽车零部件的标准体,就可以与任意被测体进行气密性差压比较。差压法汽車零部件气密性检测的自动化程度是汽车气密性检测发展的主要方向。
2.2 差压法汽车零部件气密性检测发展现状
差压法汽车零部件气密性检测技术在我国汽车零部件气密性检测领域起步较晚,原先传统的汽车零部件气密性检测技术在我国气密性检测领域所占用的时间和空间较大,直接造成差压法汽车零部件的发展空间被压缩。差压法汽车零部件气密性检测技术直到上世纪90年代末才在我国气密性检测领域逐步发展起来,从刚开始到现在也就30多年的发展历史。虽然差压法汽车零部件气密性检测技术在我国发展的时间较短,但我们国家对自动化技术发展十分重视,差压法汽车零部件气密性检测技术的发展也十分迅猛。随着自动化技术的飞速发展,差压法汽车零部件气密性检测技术也逐步成熟,比如,在广州、重庆等地区有着诸多汽车零部件自动化企业和工厂,这为汽车零部件气密性检测技术的发展提供了强有力的技术和基础支撑。通常情况下,相关企业会对油嘴、活塞、压力传感器等汽车零部件进行气密性检测。原先差压法汽车零部件气密性检测技术仅能提供2MPa的压力,随着自动化工艺的增强和精进,现在差压法汽车零部件气密性检测技术最高可以提供5MPa的压力。(如表1)在自动化领域,我国汽车零部件制造企业也作出了很大进步,比如,将差压法汽车零部件气密性检测的仪器加入电子集成技术,可以更为直观的通过数据变化判断汽车零部件气密性具体变化了多少差压。
由此可见,差压法汽车零部件气密性检测技术在我国相关地域的发展十分迅速,尤其是在自动化集成方面。较高的自动化集成技术应用于差压法汽车零部件气密性检测让人们更为直观的观测出汽车零部件中存有的问题。相关企业应进一步加强自动化集成技术,才能将差压法汽车零部件气密性检测技术升级化。
3 差压法汽车零部件气密性检测领域存有的问题及改进措施
差压法汽车零部件气密性检测是近年来较为先进的气密性检测方式,但其领域也存有诸多问题,需要相关技术人员对其进行改进。以下就从差压法汽车零部件气密性检测和改进措施两方面展开分析。
3.1 差压法汽车零部件气密性检测领域中存有的问题
差压法汽车零部件气密性检测技术与原先传统的汽车零部件气密性检测技术相比,具有较强的自动化检测性能,而且差压法汽车零部件气密性检测技术的操作要求较为简单,非常适用于对设备要求简单的检测环境。差压法汽车零部件气密性检测技术也存在着诸多问题。比如,自动化集成技术不够精确、无法测量大体积零部件的气密性、无法测量气密性不良的具体部位。
对于差压法汽车零部件气密性检测技术中自动化集成不够精确的问题,自动化集成不够精确主要指的是差压法汽车零部件气密性仪器无法满足现代化的电子集成技术要求,目前,我国大量检测仪器都已实现数据化,但差压法汽车零部件气密性检测仪器的数据化呈现较为落后,导致相关技术人员在观察机密性检测结果时会造成一定程度的误差,因此,相关技术人员应针对差压法汽车零部件气密性检测仪器进行自动化提升,这样才能体现出我国工匠的“与时俱进”精神。对于差压法汽车零部件气密性检测技术中无法测量大体积零部件的气密性问题,大体积零部件的气密性在利用差压法进行气密检测的过程中会向仪器中充入大量的气体压强,这样会使仪器内部的温度升高而无法精准地检测汽车零部件的气密性。因此,差压法汽车零部件气密性检测技术也存在着一定的局限性。对于差压法汽车零部件气密性检测技术中无法测量气密性不良的具体部位问题,由于差压法是利用被测体和标准体的压强差别来判断是否存在气密性泄露问题,压强只能通过仪器仪表进行数据显示,无法判断是零部件的哪一部位存在气密性泄漏。这也是长期困扰人们的一个专业性问题,需要相关技术人员针对气密性泄漏的部位进行更专业的检测研究。
3.2 差压法汽车零部件气密性检测的改进措施
由于差压法汽车零部件气密性检测技术存在着诸多问题,针对存有的问题进行一一改进。从差压法汽车零部件气密性检测技术自动化集成不够精确的角度进行分析,相关技术人员应该针对差压法气体检测仪器的压强感应处设置电子集成程度较高的压力传感器,这样检测仪器内所存有的压差可以直接通过电子传感器进行数据显示,精確的数据显示可以减少或降低压差法测量过程中存在的误差。因此,相关技术人员应针对电子集成化数据传感器进行筛选,将灵敏度高、集成度好的压力传感器安置于差压法气密性检测仪器的内部,这样才能保证差压法汽车零部件气密性检测的精确性。从差压法汽车零部件气密性检测技术无法测量大体积汽车零部件的角度分析,相关技术人员应直接将大体积的标准件进行物质填充,这样在某种程度上可以缩小检测仪器所充入的气体体积,一旦所冲入的气体体积变小,那么气体与仪器的摩擦也会减小,所产生的热量也会大大降低,这样就可以保证差压法汽车零部件气密性检测的精确度较高。从差压法汽车零部件气密性检测技术无法测量气密性不良的具体部位角度进行分析,严格来说,差压法汽车零部件气密性检测仪器的内部已无法安装,其他仪器来对亲密性不良的具体部位进行探究,只有与其他扫描设备相配合,才能检测出汽车零部件气密性不良的具体位置。通常情况下,扫描仪器的主要扫描检测方式包括超声波扫描检测、涡流扫描检测、电磁扫描检测。这三种扫描检测方式与差压法汽车零部件气密性检测仪器互不干扰,两者可以进行搭配使用。
4 结语
综上所述,差压法汽车零部件气密性检测技术在我国的发展呈现非常迅猛的上升趋势,但检测技术领域中也存在着诸多问题,需要相关技术人员进行一一克服。汽车零部件的气密性关系到汽车整体的安全性能,人们应给予足够的重视。
参考文献:
[1]李红丽,张国平,张丽丽.测量新技术在我国电子信息工程测量项目事业应用和发展的风险探究[J].北京教育出版社,2016(12):123-126.
[2]张耀文,陈建军,王明明.知识经济时代我国汽车零部件气密性检测工程项目中监测监控新技术及应用[M].中外管理导报,2014(3):57-69.
[3]谭国富,王丽丽,张翔宇,王青.关注我国汽车零部件气密性检测工程项目多种技术的发展[J].上海:上海人民出版社,2014(8):251-262.