
基于OpenCV的液晶显示面板切割对位技术研究
2021-09-08 07:28徐江潮李玉刚曹力宁
机械管理开发 2021年7期
徐江潮,李玉刚,曹力宁
(中电科风华信息装备股份有限公司,山西 太原 030024)
引言
视觉对位是液晶显示面板切割过程中的一项重要环节,传统的人工对位无法适应现代工业对劳动生产率和生产过程自动化水平的需求,将机器视觉对位技术和显示面板切割平台相结合,使得显示面板的生产具有更高的效率和良率。本文基于开源计算机视觉库(Open Source Computer Vision Library)中算法对显示面板上的MARK 标进行精确识别和定位,使用相机获取MARK 标的图像并进行预处理,采用多阈值模板匹配算法完成MARK 标的匹配,实现了对目标MARK的检测和识别,最后利用切割平台实现切割刀和液晶显示面板的精确对位和切割。
1 液晶面板MARK 标视觉对位系统
本视觉对位系统的实物图如图1,主要由X 向直线电机系统、Y 向伺服电机系统、DD 马达控制系统、Z 向伺服电机系统以及视觉对位系统组成。其中,视觉对位系统采用海康威视MV-CE013-50GM型工业相机(130 万像素,最大帧率90 fps)明亚达MY-110-16TC 镜头、光源和光源控制器组成,相机安装在X 向直线电机的上方。利用相机拍摄液晶显示面板的MARK 标并发送至控制系统,控制系统计算MARK 标的坐标,实时控制X 向、Y 向、DD 电机运动并完成抓取和定位动作[1]。

图1 液晶面板MARK 标视觉对位系统
2 相机标定
由于相机与X 向、Y 向、DD 电机不是在同一个坐标系,所以需要确定图像像素坐标系、相机坐标系和世界坐标系的对应关系。本文相机标定的模型是基于小孔成像模型,以相机坐标系为桥梁建立世界坐标系与计算机的图像像素坐标系之间的对应关系。其中:X 轴为刀头左右运动轴;Y 轴为切割台前后运动轴;Z 轴为刀头上下运动轴;CCDL 轴为左相机轴;CCDR 轴为右相机轴;θ 轴为切割台DD 马达旋转轴。
对于Y 轴的标定:在切割平台上放置一块带有MARK 点的玻璃,通过移动CCD1 轴和Y 轴电机,找出MARK 标的Y 向坐标CCDY1,然后旋转切割平台180°,移动CCD1 轴和Y 轴电机,找到此时MARK标的Y 向坐标CCDY2,从而计算出Y 轴原点相对于θ 轴旋转中心的偏差Y[2]:

同理,可以得出左相机轴和右相机轴原点相对于θ 轴旋转中心的偏差L 和R:
3 液晶面板MARK 标的精准识别和对位
建立了相机和切割平台的相对对应关系后,就可通过采集MARK 标来得到放置在切割平台上的液晶显示面板与切割平台的坐标关系。采集MARK 标时,首先需要通过视觉对位系统来实现MAKR 标的图像提取和识别。这里,通过采集MARK 标的图像边缘来实现。
由于MARK 标的图象边缘是视觉对位系统采集区域中,亮度变化显著的部分,该区域的灰度剖面可以看作是一个阶跃,即从一个灰度值在很小的缓冲区域内急剧变化到另一个灰度相差较大的灰度值。图象的边缘部分集中了MARK 标的大部分信息,图象边缘的确定与提取对于视觉对位系统是非常重要的。通常,图像的边缘检测主要是图象的灰度变化的度量、检测和定位,本文使用而OpenCV的Canny 检测算法的实现了MARK 标的边缘检测。
3.1 液晶面板MARK 标的精准识别
实现液晶面板上MARK 标的识别,就是要用离散化梯度逼近函数根据二维灰度矩阵梯度向量来寻找MARK 标上灰度矩阵的灰度跃变位置,然后在图像中将这些位置的点连起来,从而构成MARK 标的图像边缘,程序界面如图2、图3 所示。

图2 视觉对位系统MARK标采集界面
图3 视觉对位系统MARK标标定界面
本文主要通过滤波、增强和检测三个步骤实现了MARK 边缘的提取。
1)滤波:边缘检测的算法对图像中的噪声难以处理,因此通过采用滤波器来改善与噪声有关的边缘特性。本文基于高斯二维函数对图像灰度矩阵的每个点的权重进行了计算,公式如下:
边缘的最重要的特征是灰度值剧烈变化,本文中,通过Canny 算法的四个算子来检测采集到的图像的水平、垂直和对角边缘[3]。
其x 向、y 向的一阶偏导数矩阵、梯度幅值以及梯度方向的数学表达式为:
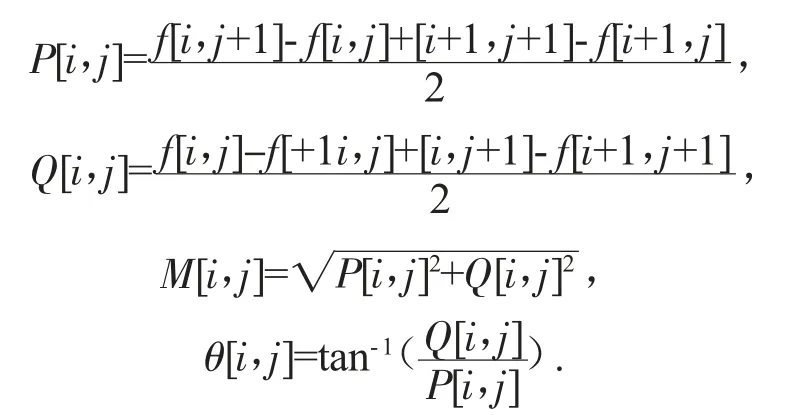
2)增强:增强边缘的基础是确定图像各点邻域强度的变化值。增强算法可以将图像灰度点邻域强度值有显著变化的点凸显出来,在上述算法中,通过计算梯度幅值,实现了对非极大值的去除。
3)检测:经过增强的图像,往往在相邻的区域中有很多点的梯度值比较大,而这些点,并不能发挥实际的作用,需要对这些点进行处理。在本文中,采用双阈值法来减少假边缘的数量(在高阈值图像中把边缘连成轮廓,当到达轮廓的端点时,在断点的邻域点中寻找满足低阈值的点,再根据此点收集新的边缘,直到整个图像边缘闭合)。
3.2 液晶面板MARK 标的定位
通过视觉对位系统识别到显示面板上的MARK标后,需要通过X 向、Y 向、DD 伺服控制系统与视觉系统定位到的坐标进行计算,通过像素尺寸和MARK 标在X 向、Y 向、DD 旋转方向的像素距离,从而得到MARK 标相对于垂直放置的相机的X、Y、θ 方向实际坐标距离。
本视觉对位系统是相机距液晶显示面板上的MARK 标正上方大约11 cm 上进行测量的,相机为垂直显示面板放置[3]。针对实际生产中的各种MARK 标进行处理,选取其中有代表性的进行分析,如图4、图5 所示。
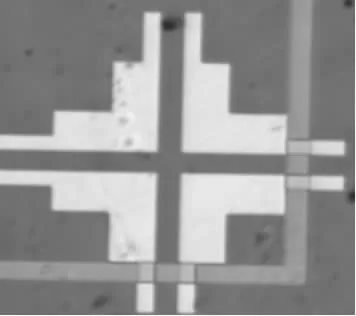
图4 液晶显示面板MARK标

图5 液晶显示面板MARK标
通过实验结果如表1 可以发现,液晶显示面板只要能够在视觉对位系统视野范围内,则可以达到在0.005 mm 以内的对位精度。

表1 视觉对位系统对位精度
4 结论
1)经过大量的验证,基于OpenCV的液晶面板MARK 标的识标算法,可以提取MARK 标的边缘轮廓,而且对各种MARK 标都可以进行标定识别。
2)利用OpenCV 中算法组合,可以对液晶显示面板上的MARK 标进行精准识别,通过计算可以得到液晶显示面板相对于切割机系统的相对位置,定位精度小于0.005 mm。满足了实际生产需要,算法的稳定性得到了生产验证。
猜你喜欢
天津音乐学院学报(2022年2期)2022-07-28
数学年刊A辑(中文版)(2020年1期)2020-05-19
——论传统对位教学两种体系的冲突
艺术探索(2020年1期)2020-05-08
现代电子技术(2018年14期)2018-07-27
证券市场红周刊(2018年41期)2018-05-14
证券市场红周刊(2018年5期)2018-05-14
证券市场红周刊(2018年4期)2018-05-14
通信电源技术(2016年4期)2016-04-04
印制电路信息(2015年6期)2015-12-30
印制电路信息(2014年4期)2014-05-04
