数控加工中心维护典型实例
2021-09-04 01:48:22魏敏
设备管理与维修 2021年15期
魏 敏
(安徽合力股份有限公司,安徽合肥 230601)
0 引言
数控卧式加工中心是集高新技术于一体的机械加工设备,是现代机床发展的主流方向,公司上百台套加工中心广泛应用于产品制造、加工中。结合卧式加工中心日本新泻HN63C/D、SPN63/501、HN80D/W,大宇ACE-HM630,马扎克FMSHCN6800 柔性制造系统、FH8800,普什宁江THMC6350,海天HTM-63H 等设备的维修经验,针对托盘包括B 轴,APC(Automatic Pallet Change,托盘自动交换装置),主轴,刀库包括ATC(AUTO TOOL CHANGE,自动换刀装置)三大部位故障,根据维修经验从故障现象、原因及排除方法进行深入分析,找出故障排除方法。
1 托盘交换APC 典型故障及排除
1.1 托架上升不执行
(1)原因分析:MDI 方式或自动方式问题分析。MDI 方式没有进入手动测试状态,下降及旋转感应开关灯未亮,开关松动。托架感应开关如图1 所示。
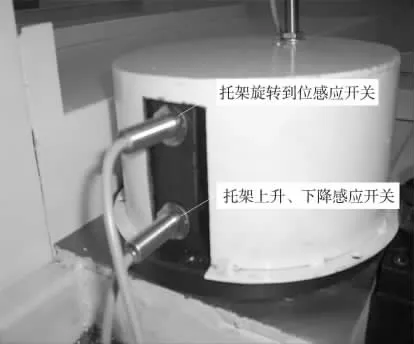
图1 托架上升和下降感应开关
(2)排除方法:在MDI 方式下,执行单段托架升。执行M40进入手动测试方式,再执行M41(托盘放松),M43(托架上升)。重新将感应开关支架调整位置并固定紧,并将感应灯调亮。
1.2 当托盘架升起不旋转
(1)原因分析:托架旋转感应开关如图2 所示。

图2 托架旋转感应开关
(2)排除方法:检查升降到位和旋转到位两组感应开关是否各有一个开关灯亮,如不亮调整感应开关距离使其亮起即可恢复正常,按应答开关复位即可正常工作。
1.3 托架旋转到位后不下降
(1)原因分析:①上升及旋转感应开关未亮(图1 和图2);②旋转电磁阀执行未到位。
(2)排除方法:先手动旋转电磁阀换向到位(图3),重新将感应开关支架调整位置并固定紧,直到将感应灯调亮。

图3 托架旋转电磁阀
1.4 托架下降到位时不能进行下一步
(1)原因分析:下降感应开关有松动,或感应开关位置没有调到下降到位的感应区,没有感应到信号。
(2)排除方法:①按下紧急停止按钮,用登高梯看托板旋转到位下降开关感应灯是否都亮。如果已下降到位,将其旋转感应开关灯调亮(图1);②灯亮,人严禁进入机床。上述完成后松开紧急停止按钮,按[RESET]复位键和应答开关即可正常工作。
1.5 注意事项
注意事项1:托盘交换时托盘定位销必须到位(感应开关灯灭),托盘定位销感应开关如图4 所示。

图4 托盘定位销感应开关
注意事项2:托盘交换时附加工作台必须放在正确位置,并使托盘在位感应开关亮起。托盘到位感应开关如图5 所示。

图5 托盘到位感应开关
1.6 在MDI 方式下单段执行程序
在MDI 方式下按下列步骤执行单段托架升降、旋转,看是否正常。按以下步骤顺序执行指令:
M40(进入手动测试状态)
M41(工作台放松)
M43(交换架升起)
M45(交换架旋转)
M44(工作台下降)
M42(工作台夹紧)
M46(退出手动测试状态)
2 机械手ATC 常见换刀故障及排除
2.1 机械手换刀时,刀柄插入后机械手臂不能松开
NO:6938——X 轴换刀位置范围上限
NO:6939——Y 轴换刀位置范围上限
NO:6958——X 轴换刀位置范围下限
NO:6959——Y 轴换刀位置范围下限
检查主轴松刀电磁阀是否动作,主轴松刀检测开关是否正常;检查拉钉长度、型号是否符合要求及松动。
(2)排除方法:①先按紧急停止后再松开紧急停止,目的在于消除当前换刀程序(此时严禁按[RESET]复位键和[]应答开关)同时将倍率拨至0%。防止误动作;②拆开机械手电机罩壳,拨动电机制动器手柄,将电机制动器打开(图6);③用17 mm 的套筒扳手或活动扳手顺时针摇动电机后端螺母,同时另外一人将操作面板上的[]主轴手动开关按下灯亮,再将[]主轴松刀开关一直按住。(目的是让主轴拉爪松开)另一人同时顺时针摇动机械手慢慢松开刀柄,先将一木板垫于主轴下,防止刀柄落下,以免砸坏防护罩或砸伤脚,严禁人站在主轴正前方及跨在刀库门上。当机械手完全脱开刀柄时,松开[]主轴松刀开关,此时主轴拉爪拉紧刀柄,再继续顺时针摇动电机轴。直至机械手臂摇到零位后,即3 个感应开关中处于两侧的两个开关灯亮后,再摇半圈感觉轻松后,同时机械手不再动作后,即表示机械手恢复到位;④此时人离开刀库,按[]主轴手动开关退出主轴手动方式;⑤在点动方式下将主轴移动到机床操作站附近,取下刀柄(按主轴手动,取下刀柄后一手抓住刀柄,另一手按松刀按钮,防止刀掉下来,然后将按钮恢复关闭并检查刀柄拉钉有否松动及长度型号不符;⑥看主轴松刀夹紧感应开关是否感应正常,应只有一个感应灯亮。动作完成后,人必须离开机床内,再按[RESET]复位键和[]应答开关。换刀机械装置如图6 所示。
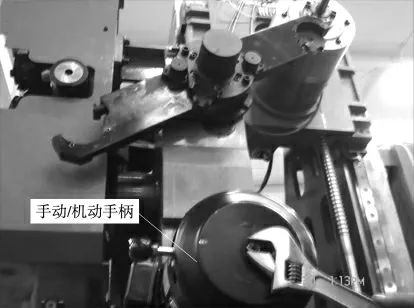
图6 换刀机械装置
2.2 当机械手换刀不能拔刀时
(1)原因分析:MDI 方式或自动方式下问题分析。①检查刀柄槽宽与机械手槽宽是否一致。②检查主轴松刀电磁阀是否动作,主轴松刀检测开关是否正常。
(2)排除方法:①先按急停后再松开急停,目的在于消除当前换刀程序(此时严禁按[RESET]复位键和[]应答开关)同时将倍率拨至0%,防止误动作;②撤开机械手电机罩壳,拨动电机制动器手柄,将电机制动器打开见(图6);③用17 mm的套筒扳手逆时针摇动电机后端螺母让机械手空刀原路返回,先将一木板垫于主轴下,防止刀柄落下,以免砸坏防护罩或砸伤脚,严禁人站在主轴正前方及跨在刀库门上,当机械手完全脱开刀柄时,此时主轴拉爪拉紧刀柄,再继续顺时针摇动电机轴。直至机械手摇到零位后,即3 个感应开关中处于两侧的两个开关灯亮后,再摇半圈感觉轻松后,同时机械手不在动作后,即表示机械手恢复到位;④此时人离开刀库;⑤在点动方式下将主轴移动到机床操作站附近,取下刀柄(按主轴手动,取下刀柄后一手抓住刀柄,另一手按主轴松刀开关,防止刀掉下来,然后将该开关关闭,并检查刀柄拉钉有否松动及长度型号不符;⑥看主轴松刀,夹紧感应开关是否感应正常,应只有一个感应灯亮。动作完成后,人必须离开机床内,再按[RESET]复位键和[]应答开关。
设计意图: 通过小结,完善知识体系、巩固所学知识,也为后续知识的学习埋下伏笔;并通过问题“是不是所有生物的细胞都要通过内环境发生物质交换呢?”,明确单细胞动物与多细胞动物进行物质交换的区别。
2.3 当机械手换刀掉刀
(1)原因分析:MDI 方式或自动方式下问题分析。①检查刀柄槽宽与机械手槽宽是否一致,主轴刀柄拉钉有否没有旋紧或规格不对;②检查主轴松刀电磁阀是否动作,主轴松刀检测开关是否正常;③检查换刀位置是否正确。
(2)排除方法:①单独试刀柄与拉钉能否拉紧;②主轴松刀与拉紧是否动作;③重新校验换刀点位置是否正确,并修改参数号:NO:1241 里设定的换刀点位置,修改NO:1241 参数之后,应相应修改以下参数:
NO:6938——X 轴换刀位置范围上限
NO:6939——Y 轴换刀位置范围上限
NO:6958——X 轴换刀位置范围下限
NO:6959——Y 轴换刀位置范围下限
当机械手将刀柄安全拔出后,在机械手水平状态时用扳手按住机械手插销同时用力将刀柄取下。
3 转台常见故障及排除
3.1 端齿盘工作台不能上升
(1)故障状态:MDI 方式或自动方式下问题分析。
M91——端齿盘夹紧(或端齿盘下降)
M92——端齿盘放松(或端齿盘上升)
托盘交换手动测试未退出;端齿盘下降感应开关未亮,感应开关支架有松动现象,或感应距离不对,端齿盘下降感应开关如图7 所示。

图7 端齿盘下降感应开关
(2)排除方法:MDI 方式下执行M46(退出托盘架交换手动测试);按下机床“紧急停止按钮”将端齿盘下降感应开关调亮然后再按[RESET]复位键和[]应答开关。
注:此时端齿盘上升感应开关不能同时亮。
3.2 端齿盘工作台上升后不旋转
(1)原因分析:MDI 方式或自动方式下问题分析。端齿盘上升感应开关未亮,感应开关支架有松动现象,或感应距离不对,端齿牙盘各信号开关如图8 所示。
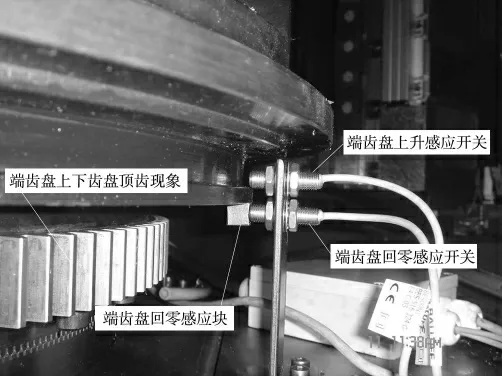
图8 端齿牙盘各信号开关
(2)排除方法:按下机床“紧急停止按钮”将端齿盘上升感应开关调亮,然后再按[RESET]复位键和[]应答开关。
注:此时端齿盘下降感应开关不能同时亮。
3.3 端齿盘工作台旋转后下降不到位
(1)故障状态:MDI 方式或自动方式下问题分析。①端齿盘旋转位置不对,出现上下齿盘顶齿现象;②回零感应开关出现松动,零位位置已出现偏移。
(2)排除方法:手动接通端齿盘上升电磁阀(要拔掉电磁阀上的线圈否侧不能换向),让端齿盘上升,上升感应开关灯亮后,重新执行B 轴回零,看回零位置上下齿盘是否对齐,不顶齿,否侧用参数“1850”号进行B 轴位置偏移。
4 主轴拉爪常见故障及排除
主轴换刀后不执行下一步动作。
(1)故障状态:MDI 方式或自动方式问题下分析。机械手换刀不正常出现[]应答开关灯亮,拉刀感应开关感应不正常(同时亮,或同时灭),主轴换刀感应开关如图9 所示。
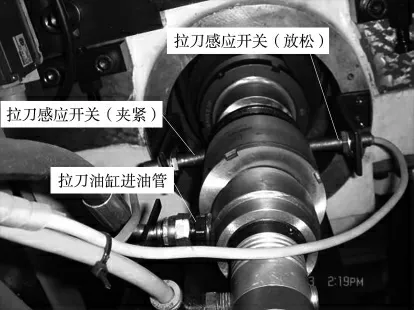
图9 主轴换刀感应开关
注:正常情况下为一个感应开关亮,拉刀电磁阀不换向。
(2)排除方法:①按下机床[紧急停止]按钮,然后将拉刀感应开关其中一个调亮、另一个应调灭,再按[]应答开关;②观察拉刀电磁阀是否换向或阀芯卡住,清洗阀芯,主轴换刀液压装置如图10 所示。

图10 主轴换刀液压装置
5 结束语
数控卧式加工中心是集高新技术于一体的机械加工设备,是现代机床发展的主流方向,公司上百台套加工中心广泛应用于产品制造、加工中。其突出优点是:工序集中,对加工对象的适应性强,加工精度高,加工生产率高,操作者的劳动强度减轻,经济效益高,有利于MES(Manufacturing Execution System,制造企业生产过程执行管理系统)介入生产管理。但维修难度大,通过典型、常见卧加故障分析锻炼培训高技能维修人员。
猜你喜欢
冶金设备(2021年1期)2021-06-09 09:35:32
装备制造技术(2021年1期)2021-05-21 07:54:50
汽车维修与保养(2021年8期)2021-02-16 00:28:22
金属加工(冷加工)(2018年3期)2018-03-26 09:37:07
计算机测量与控制(2017年6期)2017-07-01 16:24:03
专用汽车(2016年8期)2016-03-01 04:16:43
汽车实用技术(2015年8期)2015-12-26 09:01:06
医疗装备(2014年12期)2014-08-11 14:48:47
汽车维修与保养(2014年7期)2014-04-18 11:08:44
组合机床与自动化加工技术(2014年10期)2014-03-01 02:22:17