超级马氏体不锈钢04Cr13Ni5Mo焊接性能研究
2021-09-03 00:36:10曹阳
四川水利 2021年4期
曹阳
(中国水利水电第十工程局有限公司机电安装分局,四川都江堰,611830)
引言
马氏体不锈钢是一种通过热处理可以调整其力学性能的不锈钢,是一类可硬化的超级不锈钢,其硬度、耐磨性都优于奥氏体不锈钢,但是由于其焊接性能大大低于奥氏体不锈钢,极易出现焊接裂纹,所以在工程实际应用中受到诸多限制。超级马氏体不锈钢是指通过各项控制技术,降低C、N含量,将碳含量控制在0.02%以下的马氏体不锈钢,具有良好的强度、韧性、可焊性及耐磨耐腐蚀性能。而04Cr13Ni5Mo材料是特别针对水电站施工而研制的一种水电用钢,一般用作水轮机的原材料。
目前,在国内水电站闸门中金属结构的门槽轨道材料大多采用的是奥氏体不锈钢。奥氏体不锈钢无磁性而且具有高韧性和塑性,但强度较低,不可能通过相变使之强化,仅能通过冷加工进行强化。但是随着工程质量标准的提升,对材料的强度要求也越来越高,奥氏体不锈钢在一些工程项目中已经不能满足使用要求。越来越多的水电站项目都采用超级马氏体不锈钢04Cr13Ni5Mo材料来代替奥氏体不锈钢作为闸门的门槽导轨材料使用,所以对超级马氏体不锈钢板04Cr13Ni5Mo的焊接性能研究有非常重要的现实意义。
1 04Cr13Ni5Mo板材组织性能
04Cr13Ni5Mo钢板生产制造工艺为EAF+AOD两步法冶炼及后续连铸+热轧工艺,最终热处理状态为正火加回火,正火温度(1000±20)℃,回火温度(600±20)℃。材料显微组织为回火马氏体加少量逆变奥氏体。
04Cr13Ni5Mo是一种在常规马氏体不锈钢基础上降低了C、N、S含量而同时加入一定量的Ni、Mo合金元素的超级马氏体不锈钢。常规马氏体不锈钢可焊性很差,而由于在04Cr13Ni5Mo中C、N、S含量的降低,显著改善了母材的塑形、韧性,限制了焊接热影响区的淬硬倾向,提高了材料的焊接性;而加入的Ni主要补偿了材料因C含量降低所导致的力学性能缺陷,以保证热影响区有足够韧性,降低因扩散氢引起的焊接冷裂倾向,对于阻碍碳化物的形成起了一定的作用,缩小扩散层;组织内析出的逆变奥氏体在很大程度上加强了该材料的耐蚀性和耐磨性。04Cr13Ni5Mo材料化学成分及力学性能见表1、表2。

表1 04Cr13Ni5Mo化学成分
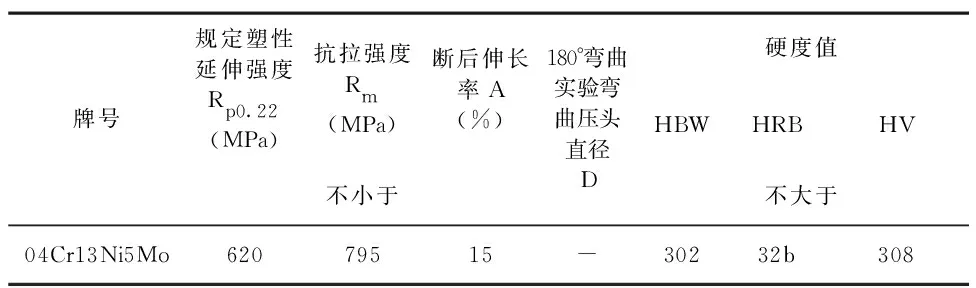
表2 04Cr13Ni5Mo钢板力学性能
2 焊接材料
2.1 焊材
04Cr13Ni5Mo材料拥有优良的焊接性能,按照其材质要求,焊条选用自贡大西洋公司的E410NiMo-16焊条,焊条规格为φ4mm。其熔敷金属典型化学成分和力学性能见表3、表4。焊条在使用前应进行外观检查,并严格按照使用说明书规定进行烘干。烘干后的焊条应保存在100℃~150℃的恒温箱内,随取随用,焊工焊接时应将焊条保存在保温桶内。

表3 熔敷金属化学成分 单位:%

表4 熔敷金属力学性能(试样在595℃~620℃保温1h,然后空冷)
2.2 母材
母材选用板厚为24mm的04Cr13Ni5Mo钢板,尺寸规格为24mm×300mm×300mm。接头形式、焊层数和焊道的顺序见图1。试板坡口位置为平焊,第1道、第2道焊后翻身,用碳弧气刨清根焊接背面。

图1 母材坡口
2.3 电焊机
电焊机为成都熊谷加世电器有限公司出产的NB-500星逆变半自动焊机,采取直流反接。
3 焊接方法
3.1 焊接前准备工作
焊接期间,应做好施工现场焊接环境的监测工作,控制焊接现场的风速小于8m/s、相对湿度大于90%。不得在环境温度低于-10℃时进行焊接。
焊接电源必须具有参数稳定,调节灵活和安全可靠的性能,并能满足焊接规范要求。焊接设备上的电流表、电压表及规范参数调节装置应计量准确。焊接设备应放置于干燥通风的地方,绝缘良好。
3.2 焊接技术规程
焊前坡口面及坡口两侧各10mm~20mm范围内的毛刺锈蚀物,油污、水渍等必须清理干净。正式焊前必须彻底清除定位焊点,施焊时严禁在坡口区外试焊、引弧等。
多层(多道)焊时应将每道的熔渣、飞溅物清理干净。自检合格后再进行下道焊接。层间接头应错开300mm以上,层间温度不能超过150℃。采用碳弧气刨清根。清根前,非清根侧焊缝的焊接量不宜少于3层,碳弧气刨清根后应修磨刨槽,除去渗碳层。焊缝一经正式施焊,应连续焊接完成,不允许中途长时停顿。在焊接过程中,焊工应对焊接电流与速度进行严格控制。根据焊条的推荐焊接参数以及对焊接过程中的能量控制,制定了焊接工艺参数,见表5。焊接过程中,须控制焊道的宽度,尽量以窄焊道来操作。焊接完成后,将焊缝药皮及附近飞溅物等清理干净。

表5 焊接采用的工艺参数
3.3 焊接线能量控制
式中:Q——焊接线能量,kJ/cm;
U——电弧电压,V;
I——焊接电流,A;
V——焊接速度,cm/min。
根据上述公式,焊接线能量为7.6kJ/cm~13.8kJ/cm,在控制范围内。
4 焊接接头性能检测结果
焊接完成后,对焊缝进行外观检查。为防止延迟裂纹出现,焊接完成24h后再对焊缝进行UT探伤。探伤合格后将试板送到西南交大力学实验室对接头进行各项力学性能检测。
检测环境:温度28℃,相对湿度65%。
检测设备:液压式万能试验机(型号WE-2000A)、游标卡尺(125型)、显微硬度计(MH-5L)。
4.1 弯曲试验
利用液压式万能试验机对试样进行弯曲试验。试验数据见表6。

表6 弯曲试验
弯曲试验结果合格,无裂纹。
4.2 拉伸试验
利用液压式万能试验机对试样进行拉伸试验。试验数据见表7。
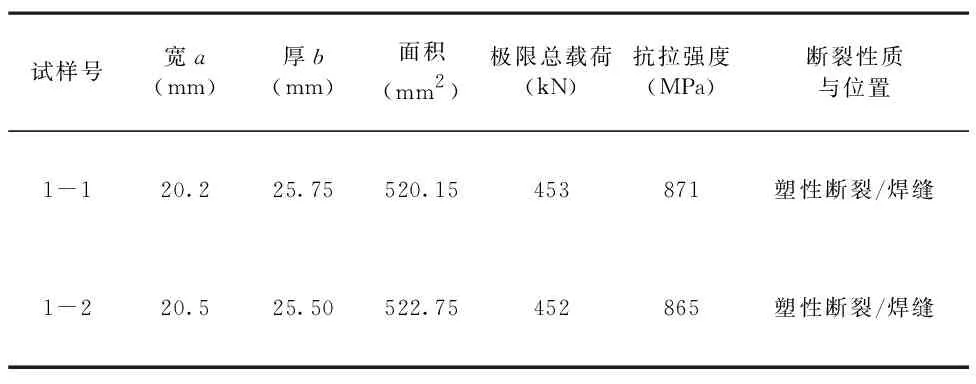
表7 拉伸试验
拉伸试验结果合格。
4.3 硬度试验
利用显微硬度计对试样进行硬度试验。试验结果见表8。
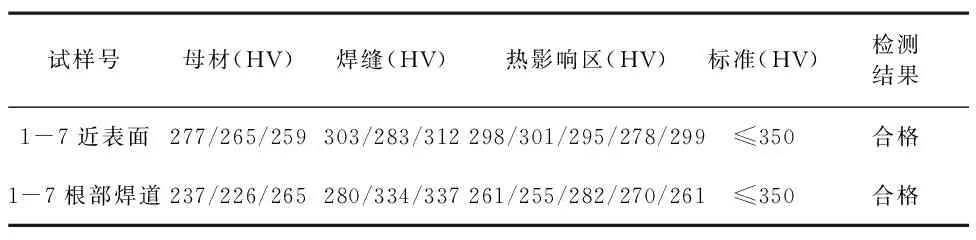
表8 硬度试验
硬度试验结果合格。
以上各项检测结果表明,采用此种焊接工艺规程焊接的04Cr13Ni5Mo焊接接头性能优良,满足使用要求。
5 结论
(1)E410NiMo-16焊条用于04Cr13Ni5Mo钢板焊接,焊缝金属的强度和韧性良好,满足材料使用要求。
(2)本文中针对04Cr13Ni5Mo材料制定的焊条电弧焊焊接工艺规程能够获得优良的焊接接头。
猜你喜欢
中国金属通报(2022年1期)2022-06-02 02:09:56
山东冶金(2022年1期)2022-04-19 13:40:20
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
装备制造技术(2020年1期)2020-12-25 05:18:00
上海金属(2016年1期)2016-11-23 05:17:24
设备管理与维修(2016年7期)2016-04-23 06:51:38
焊接(2016年10期)2016-02-27 13:05:34
焊接(2016年8期)2016-02-27 13:05:11
大型铸锻件(2015年4期)2016-01-12 06:35:27
应用科技(2015年5期)2015-12-09 07:10:09