
中俄东线-45 ℃低温环境用X80 钢级Φ1 422 mm×33.8 mm 感应加热弯管研发*
2021-09-02 05:52:26付彦宏杨玮玮李国鹏侯树林
焊管 2021年8期
赵 波, 王 旭, 王 瑾, 付彦宏,杨玮玮, 李国鹏, 侯树林
(1. 中国石油集团渤海石油装备制造有限公司, 河北 青县 062658;2. 中国石油技术开发有限公司, 北京 100009)
0 前 言
我国长输油气管道由西向东穿越高海拔极端低温区域, 长期以来, 由于受高钢级直缝埋弧焊焊接接头和高钢级感应加热弯管热煨技术的限制, 仅能生产服役温度不低于-20 ℃的焊管产品, 对于-30 ℃或更恶劣工况环境下工作的弯管, 为了防止低温脆断恶性事故的发生, 只能对裸露弯管采取伴热保温措施。 但是中俄东线天然气管道工程设计要求站场内直缝埋弧焊管、 弯管、 管件等均为裸露状态使用, 因此必须研制出该工程所需的-45 ℃低温环境用直缝埋弧焊管、 弯管、 管件等相关产品。 本研究针对中俄东线-45 ℃低温环境用X80 钢级Φ1 422 mm×33.8 mm 感应加热弯管的研制进行了介绍。
1 试验材料
1.1 板材
试制弯管母管用钢板为控轧控冷技术生产的X80 钢级、 壁厚33.8 mm 弯管母管专用钢板。 由于弯管制造过程要经历煨制淬火和消应力回火热处理工艺过程, 所以按照钢种的分类, 弯管用管线钢属于低碳调质钢大类, 其主要化学成分见表1。 为了提高钢材的抗冷裂性和低温韧性, 采用超低C 及超低S、 P 是很有效的措施, 但降低C 含量会牺牲钢材的强度,为了弥补这一损失, 通过增加较高含量的Mn、Mo、 Ni、 Cu、 Cr 等多种微量元素, 特别是像B 这种能对淬透性有强烈影响的元素, 来保证钢材具有足够的淬透性和抗回火性。 其中适量的Mn、 Ni 等元素能在固溶强化的同时对韧性有改善作用, 使得该钢调质后具有足够高的强度和韧性。 该钢与同等级的一般高强度低合金钢相比, 具有低C 和低CEpcm 的特点, 使其具有良好的焊接性。

表1 弯管母管化学成分 %
钢板母材的金相组织如图1 所示, 其金相组织主要为粒状贝氏体+多边形铁素体, 晶粒等级达到10 级, 晶粒细小, 壁厚方向组织较为均匀。

图1 X80 钢级Φ1 422 mm×33.8 mm 弯管钢板金相组织
1.2 焊丝
合金元素是影响焊缝组织和性能的重要因素, 随着合金成分和含量的变化, 焊缝的组织和性能将发生相应的改变, 弯管母管应该按照低碳调质钢焊材进行焊缝成分设计。 在高强钢焊缝中, 为了提高强度及改善韧性, 除了加入Mn、Mo、 Ni、 Cr 等主要元素外, 还需要加入微合金元素Nb、 V、 Ti、 B, 这些微量元素可与C 元素形成稳定性高且呈颗粒状均匀分布的碳氮化物,有效阻止弯管煨制过程中奥氏体过度长大, 提高焊缝金属的韧性。
依据合金元素对焊缝组织和性能的影响规律, 在低温弯管试制过程中, 先后设计了一系列不同合金成分组合的焊丝, 通过进行大量的钢板焊接工艺和弯管焊缝热处理工艺试验研究, 对焊丝的成分进行优化, 最终研制出适用于X80 钢级低温弯管专用焊丝。 焊丝化学成分见表2, 最终使用该焊丝完成了中俄东线工程用-45 ℃的X80 钢级感应加热弯管新产品小批量试制。

表2 X80 钢级低温弯管专用焊丝主要化学成分 %
2 单丝多层多道埋弧焊工艺试验
焊接线能量直接影响焊缝的组织和焊接接头的力学性能, 焊接线能量大, 焊缝及热影响区晶粒长大倾向增大, 不利于获得细化的焊缝和热影响区组织, 导致焊接接头冲击韧性恶化。为此, 采用低温钢焊接常用的线能量更低的单丝多层多道焊接工艺进行弯管母管的焊接。 焊接坡口采用对称X 形坡口, 钝边为6 mm, 内外坡口角度均为60°, 采用气保焊丝进行外焊缝预焊。先进行内焊多层多道埋弧焊接, 焊接层间温度均控制在150 ℃以下, 完成整个内焊缝焊接后,采用自动碳弧气刨工艺将气保焊预焊缝和钝边金属清除, 同时露出内焊根焊缝金属, 使用手工角磨机将外焊坡口气刨焊渣、 氧化膜打磨干净露出金属本色, 然后依次进行外焊缝的根焊、 填充焊和盖面焊接。 弯管母管单丝多层多道焊接工艺参数见表3。

表3 Φ1 422 mm×33.8 mm 弯管母管单丝多层多道焊接工艺参数
焊后分别从弯管母管壁厚内、 中、 外3 处各取3 个焊缝夏比V 形缺口冲击试样, 试样规格为10 mm×10 mm×55 mm。 弯管母管焊缝焊态-45 ℃低温冲击试验结果见表4, 焊态焊缝壁厚内、中、 外处-45 ℃低温冲击值最低为117 J、 最高为140 J、 均值约为130 J, 整体焊态焊缝截面冲击韧性非常均匀、 优良。 焊态焊接接头抗拉强度为758 MPa。
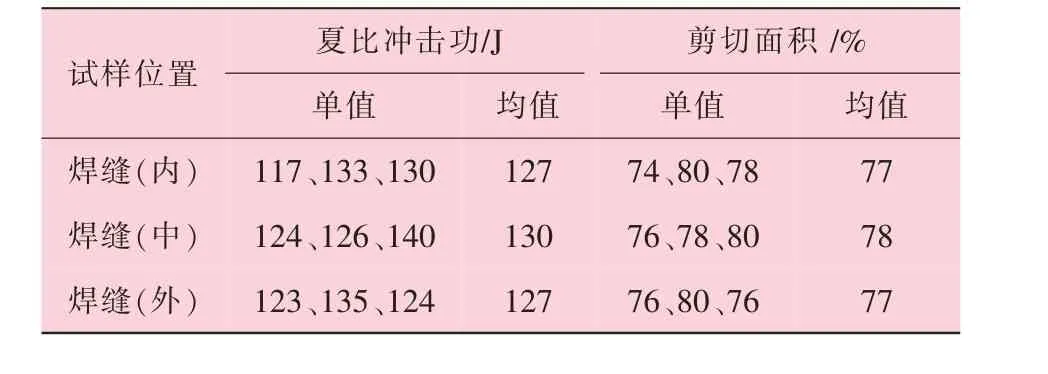
表4 Φ1 422 mm×33.8 mm 弯管母管多层多道焊缝冲击试验结果(焊态)
3 弯管煨制及性能检测
3.1 弯管煨制
感应加热弯管热煨制成型的生产方式可分为整体加热和局部加热。 前者是在弯管热煨制成型时, 直管段和弯曲段材料均需要加热到Ac3+(50~100)℃使材料在奥氏体状态塑性成型; 后者弯管的直管段部分则不需要加热, 保持原钢板的轧制状态, 对于X70 和X80 钢级高强度感应加热弯管, 最终产品考虑强韧性匹配和残余应力控制等因素, 往往以回火态交货。 因此, 采用弯曲段感应加热煨制、 直管段感应加热950~1 050 ℃淬火, 煨制结束后弯管整体进行550~650 ℃保温、 60~120 min 回火热处理。
3.2 弯管拉伸试验
从热处理后的弯管直管段、 左过渡区、 右过渡区、 弯曲段的管体及焊接接头处分别取样, 取样位置如图2 所示, 试样为圆棒状拉伸试样, 试样中心线位于对应部位的壁厚中心,试样规格为标距内直径为12.7 mm, 标距段长度为50 mm, 依据ASTM A370 标准进行拉伸试验, 试验结果见表5。 由表5 可以看出, 感应加热弯管各个取样位置的拉伸性能均满足标准要求。
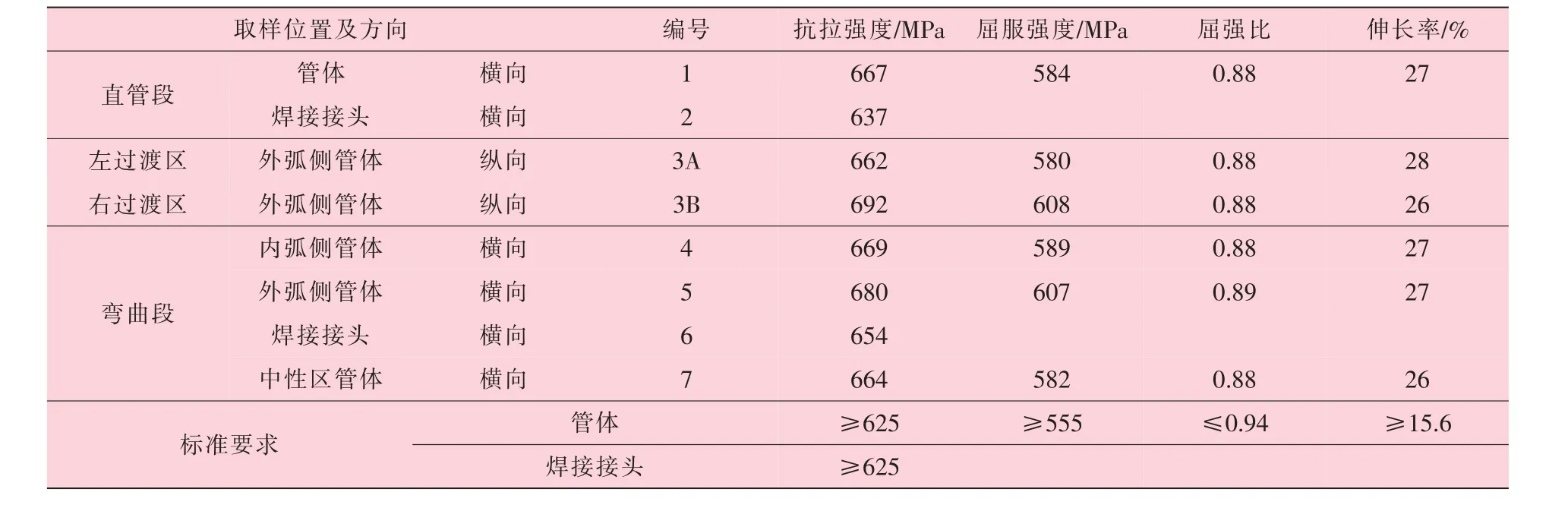
表5 弯管拉伸性能数据
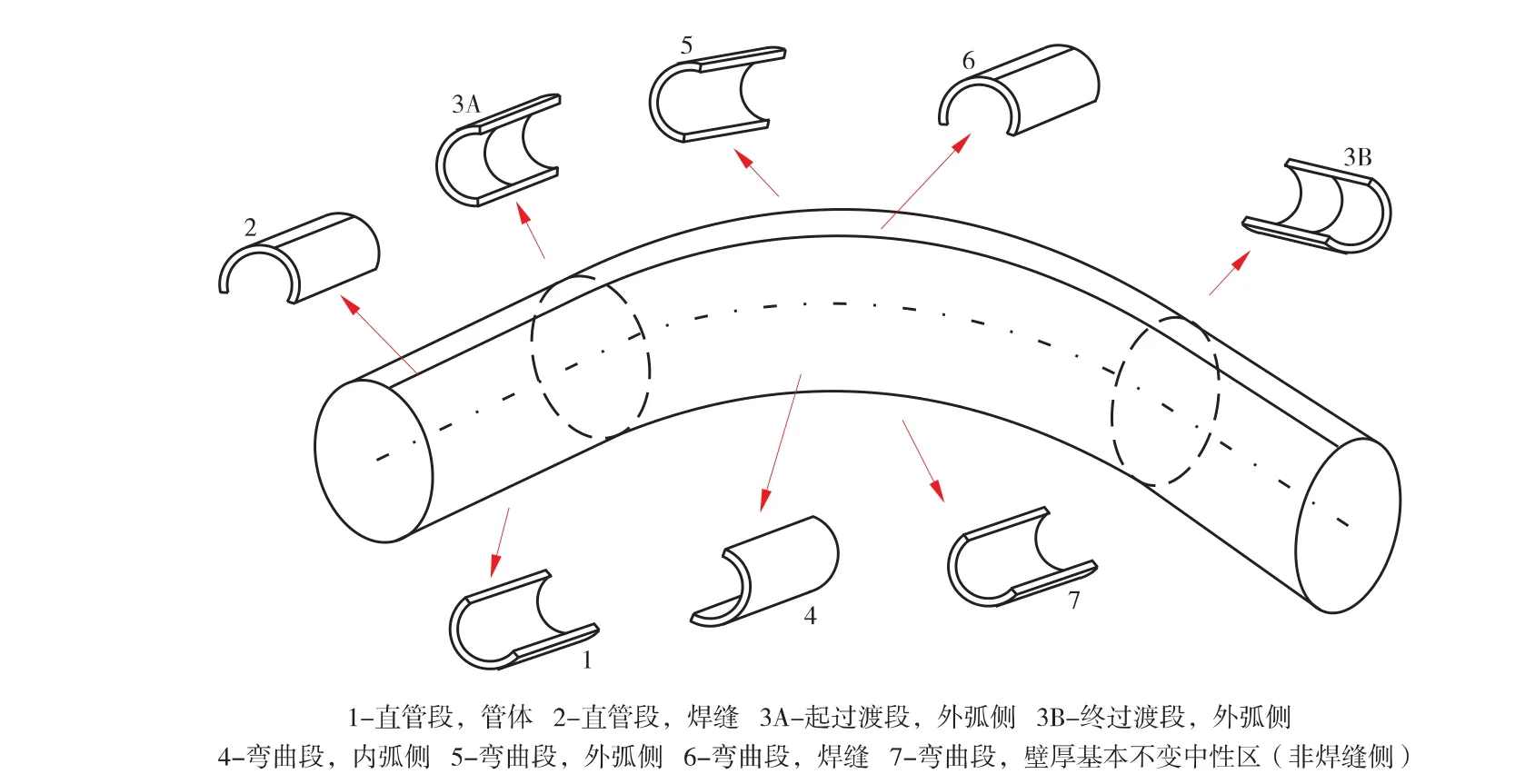
图2 弯管试样取样位置
3.3 冲击试验
按照图2 所示取样位置, 分别在弯管直管段、左过渡区、 右过渡区、 弯曲段的管体及焊接接头处, 以壁厚中心为试样中心线, 加工夏比V 形缺口冲击试样, 试样尺寸为10 mm×10 mm×55 mm。在ZBC2752-B 型夏比冲击试验机上, 按照ASTM A370 试验标准进行冲击试验, 试验结果见表6。
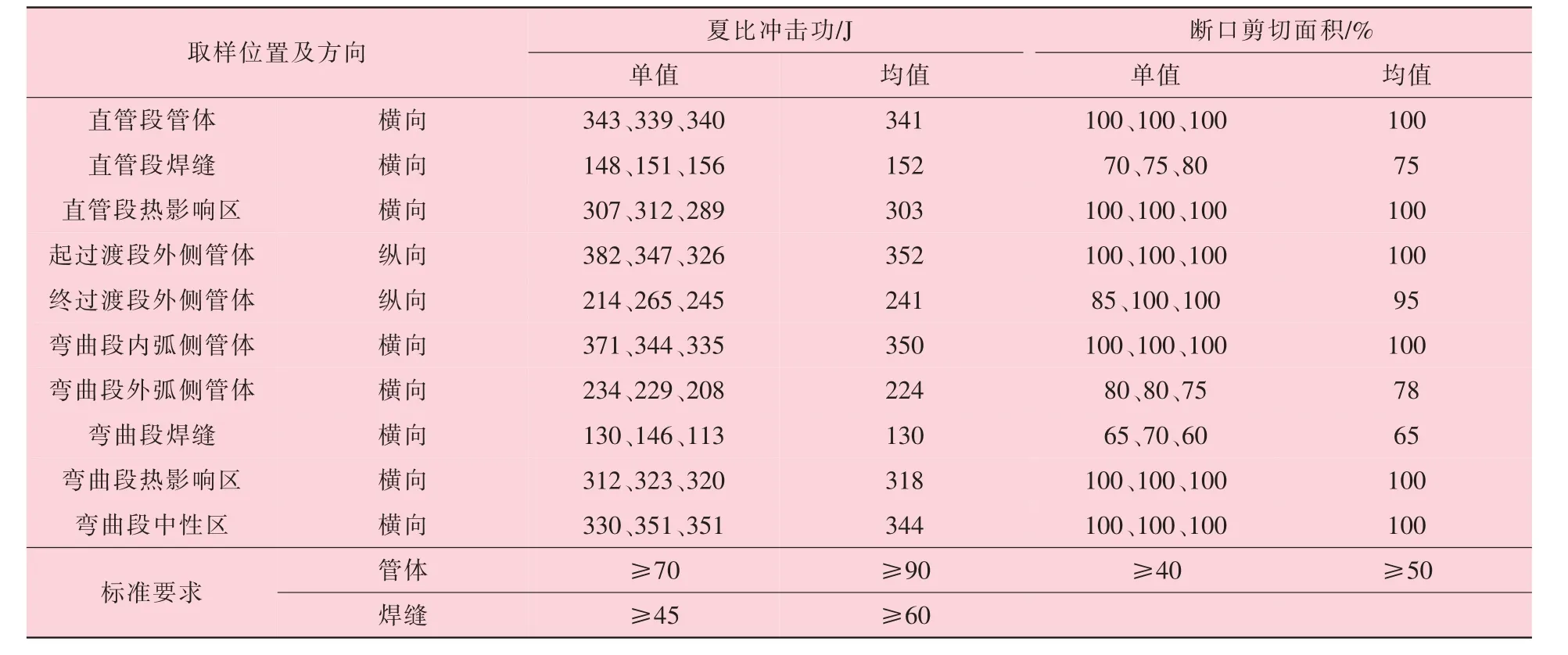
表6 弯管冲击试验结果(试验温度-45 ℃)
从表6 可以看到, 采用多层多道低线能量焊接工艺, 焊缝壁厚中部低温冲击韧性比较均匀,单值均达到了110 J 以上, 远远优于标准要求,解决了X80 弯管焊缝中心位置低温冲击韧性均匀性的难题。
按照图2 所示取样位置, 分别在弯管直管段、 弯曲段的焊接接头处, 取焊缝内、 外近表层横向夏比V 形缺口冲击试样, 试样尺寸为10 mm×10 mm×55 mm。 在ZBC2752-B 型夏比冲击试验机上, 按照ASTM A370 试验标准进行冲击试验, 试验结果见表7。 由表7 可以看出, 焊缝内、 外表层处低温冲击值也比较均匀, 单值均达到了127 J 以上, 焊缝热影响区均值在300 J左右, 远远优于标准要求值, 很好的解决了X80 弯管焊缝全壁厚截面低温冲击韧性均匀性差的难题。

表7 焊缝近表层夏比冲击试验结果(试验温度-45 ℃)
3.4 硬度试验
在弯管直管段、 左过渡区、 右过渡区、 弯曲段的管体及焊接接头处分别取样, 按照ASTM A370标准要求, 进行10 kg 载荷维氏硬度测试, 硬度测试点分布如图3 所示, 测试结果见表8。 表8 测试结果显示, 弯管管体母材硬度基本分布在201HV10~283HV10, 弯管焊缝硬度分布213HV10~228 HV10,硬度检测结果符合标准要求(≤300HV10)。

图3 维氏硬度测试点分布图

表8 弯管焊接接头硬度测试结果
3.5 导向弯曲试验
在弯管直管段和弯曲段焊接接头处取面弯、背弯试样, 按ASTM A370 标准进行导向弯曲试验, 试验设备WZW-1000, 弯轴直径145 mm, 弯曲角度180°, 弯管直管段和弯曲段焊接接头面弯、背弯均合格, 未出现裂纹, 试验结果见表9。

表9 导向弯曲试验结果
3.6 金相分析
直管段、 弯曲段焊接接头宏观形貌如图4 所示, 弯管显微金相照片如图5 所示。 弯管管体经过调质热处理后, 组织均为粒状贝氏体+多边形铁素体, 但是能够看出弯管管体不同部位的金相组织粗细程度是不同的, 比较明显的是图5 (d)中弯曲段内弧侧的组织明显比图5 (e) 中弯曲段外弧侧的组织细化, 这一点和两个区域的-45 ℃低温冲击韧性值大小是对应的, 弯曲段内弧侧管体母材冲击功平均值350 J, 弯曲段外弧侧管体母材冲击功平均值为224 J, 可能与弯曲段内弧侧母材受到煨制挤压变形产生的晶粒细化有关。
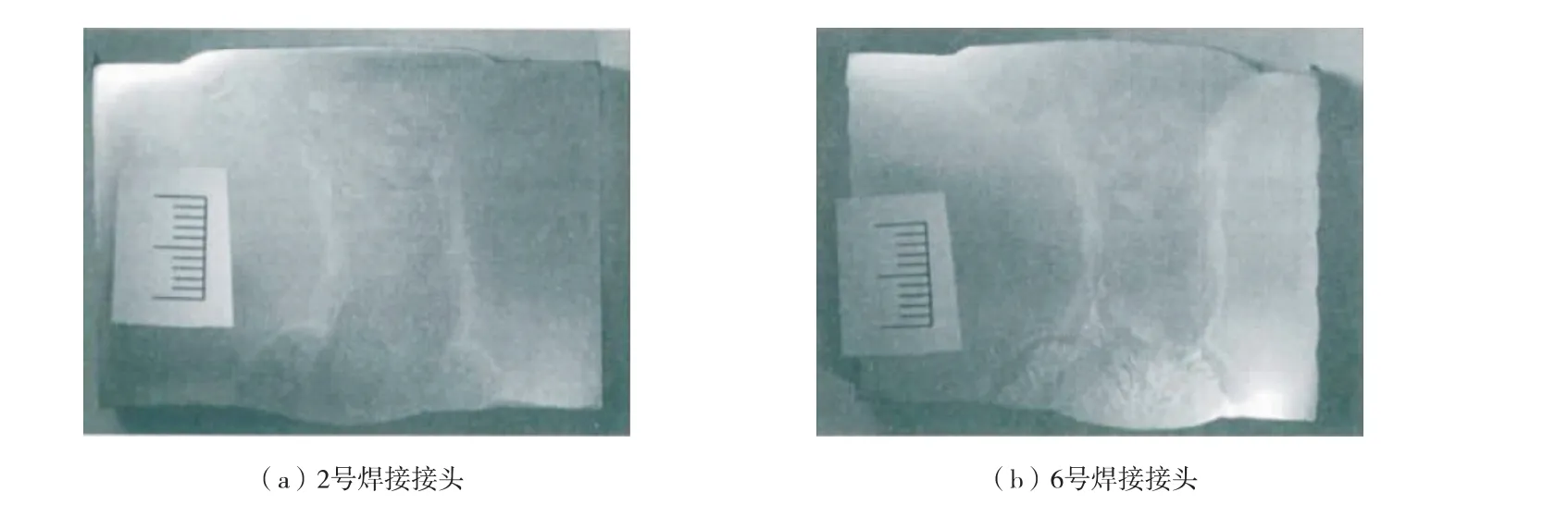
图4 弯管焊接接头宏观形貌

图5 弯管管体显微组织形貌
直管段、 弯曲段焊缝及热影响区的金相照片如图6 所示, 调质处理后弯管焊缝组织均为针状铁素体+粒状贝氏体+多边形铁素体, 焊缝-45 ℃低温冲击值均值在130~275 J; 调质处理后弯管焊缝热影响区组织主要为粒状贝氏体+多边形铁素体,组织均匀细小, 因此热影响区均具有-45 ℃低温300 J 的冲击韧性。 弯管焊接接头良好的金相组织, 使得弯管焊缝获得了良好的强韧性匹配。

图6 弯管焊缝及热影响区显微组织形貌
4 结 论
(1) 对于需要经过淬火+回火热处理工艺过程的X80 高钢级、 大壁厚低温弯管母管来说, 为了保证弯管焊缝内、 中、 外全壁厚截面的综合强韧性, 首先需要进行合理的焊丝化学成分设计。一方面需要适当提高焊丝的合金含量、 碳当量来提高弯管焊缝淬透性, 以保证焊接接头抗拉强度;另一方面还需要通过合理的成分匹配, 细化原始焊缝组织, 抑制二次加热过程中奥氏体的异常长大, 保证调质处理后能够获得综合强韧性优良的针状铁素体或者粒状贝氏体等目标组织, 最终保证试制出性能合格的低温弯管产品。
(2) X80 钢级焊管的焊接接头组织存在二次加热脆化的特性, 厚壁感应加热弯管选用低线能量的单丝多层多道埋弧焊工艺, 可以获得细化的原始焊缝组织; 焊缝感应加热奥氏体化过程中,可以遗传焊态焊缝细化的原始组织形态, 抑制二次加热焊缝组织粗化的现象。
(3) 本研究试制的X80 钢级Φ1 422 mm×33.8 mm 感应加热弯管母管, 采用单丝多层多道埋弧焊接工艺, 经整体淬火+回火热处理后, 不仅抗拉强度满足标准要求, 同时在-45 ℃低温条件下的焊缝和热影响区内、 中、 外位置的夏比冲击韧性远优于管道工程设计标准要求。
猜你喜欢
电力设备管理(2024年6期)2024-05-22 07:24:52
钢管(2023年4期)2023-10-16 12:12:04
钢管(2023年2期)2023-08-06 05:33:48
核科学与工程(2021年4期)2022-01-12 06:29:32
中国特种设备安全(2021年5期)2021-11-06 05:09:42
橡塑技术与装备(2021年7期)2021-04-22 15:55:06
四川冶金(2020年3期)2020-02-19 22:14:17
制造技术与机床(2019年10期)2019-10-26 02:47:34
中国新通信(2016年13期)2016-08-12 02:15:34
科技资讯(2016年9期)2016-05-14 00:55:35
