闪爆稻秆纤维/聚乙烯醇制品热压成型及性能研究∗
2021-08-31 00:45冯彦洪张丁山周喜灵黄卫东
林产工业 2021年8期
冯彦洪 张丁山 王 端 周喜灵 黄卫东
(1. 广东省高分子先进制造技术及装备重点实验室;聚合物成型加工工程教育部重点实验室,华南理工大学,广东 广州 510640;2. 东莞市正新包装制品有限公司,广东 东莞 523119)
稻秆是我国广泛存在的农业废弃物,主要由纤维素、半纤维素和木质素组成[1]。目前,大多数稻秆以丢弃或焚烧的方式处理,不仅浪费资源,还造成了严重的环境污染[2]。将稻秆制备成板材或者型材是一种有效的资源高值化利用途径[3-5]。然而,稻秆外表面二氧化硅含量高,且覆盖有疏水性的蜡质层,对稻秆与胶黏剂之间的粘结具有负面影响[6-7]。因此,需要对稻秆进行预处理,以改善其与胶黏剂的界面结合性能。
植物纤维模压制品的性能与所使用的胶黏剂种类密切相关[8-10]。聚乙烯醇(PVA)是一种可生物降解的水溶性胶黏剂[11-12],分子上存在许多羟基,易与植物纤维表面的羟基形成氢键,粘合效果良好。与含醛类胶黏剂相比,由PVA制造的植物纤维制品在使用过程中无甲醛等有害物质释放[13-15]。但是传统PVA胶黏剂的使用方法是先将其配制成溶液,再与植物纤维混合[16-17]。因此需要溶液制备和后序的干燥过程,模压制品的制备效率较低,且大大增加了能量消耗和成本。
针对稻秆纤维的结构特点与PVA溶液湿法复合的不足,本文提出稻秆纤维与PVA干粉热压成型的方法。首先利用实验室自制的连续式螺杆闪爆设备对稻秆进行预处理,制得闪爆稻秆纤维(SERS)。预处理破坏了稻秆表面蜡质层,同时离解出大长径比的稻秆纤维,增加了材料比表面积[18]。然后将具有一定含水率的SERS与PVA粉末混合均匀后热压,制备SERS/PVA复合材料。探究了PVA干粉热压方法制备SERS/PVA复合制品的可行性,分析了原料(SERS与PVA)和成型温度对SERS/PVA复合板材性能的影响,优化了成型工艺,制备出机械性能优良的SERS/PVA复合容器。
1 材料与方法
1.1 材料
稻秆长度为1~3 cm,取自广州华南农业大学试验田。4 种牌号的聚乙烯醇粉末:PVA0588,PVA0599,PVA2488,PVA2499,其 中,05 和24 分 别 表 示PVA的聚合度为500 和2 400;88 和99 分别表示PVA的醇解度为88%和99%;粒径约为100~200 目,购于上海佳影实业有限公司。
1.2 设备
连续式螺杆闪爆设备,华南理工大学;平板硫化机(KS100HR),东莞市科盛实业有限公司;塑料混色机(WSQ-B),广州市文穗塑料机械有限公司;水分测定仪(MB 25),奥豪斯仪器(上海)有限公司;差示扫描量热仪(Netzsch 204c),德国 NETZSCH 公司;场发射扫描电子显微镜(Quanta FEG 250),美国 FEI 公司;万能材料试验机(ETM104B),深圳万测试验设备有限公司。
1.3 试验方法
1.3.1 稻秆纤维预处理
利用连续式螺杆闪爆设备对含水率为60%的稻秆进行预处理,得到闪爆稻秆纤维(SERS),螺杆转速为600 r/min,温度为150 ℃[18]。
1.3.2 SERS/PVA复合板材制备
将320 g(干重)SERS与48 g PVA(占SERS干重的15 %)放入高速混合机中混合均匀,然后放于250 mm× 250 mm × 5 mm模具中,利用平板硫化机在10 MPa压力下热压7 min,制备SERS/PVA纤维板。其中SERS的含水率分别设为5 %、10 %、15 %,采用4种牌号PVA:PVA0588、PVA0599、PVA2488和PVA2499,热压温度分别设为180、190、200、210 ℃和220 ℃,试验设计方案见表1。SERS/PVA复合板材制备流程如图1所示。
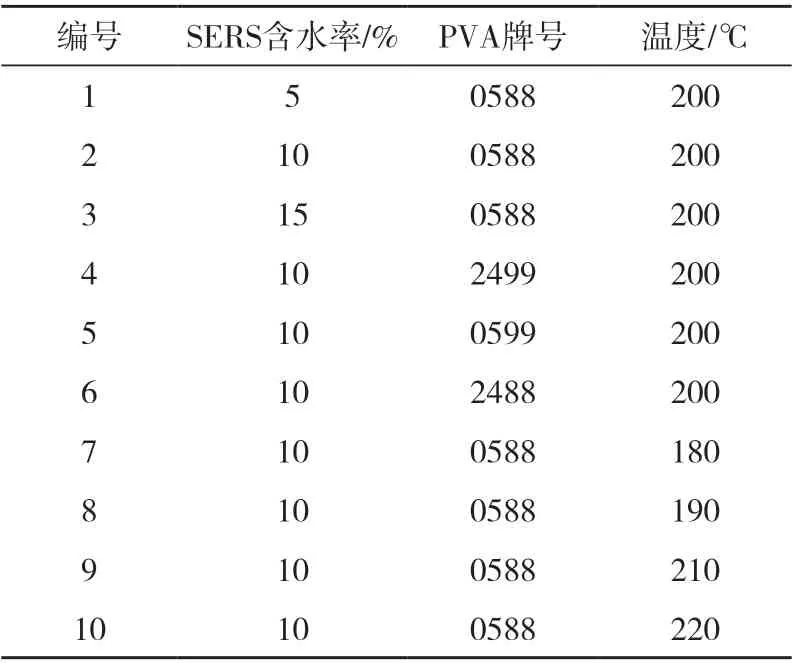
表1 试验设计方案Tab. 1 Experimental design scheme
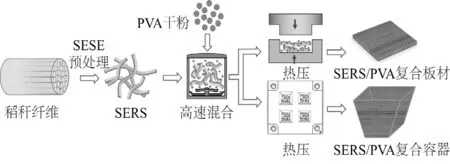
图1 干粉热压成型SERS/PVA复合制品的流程图Fig.1 Schematic of dry powder hot pressing forming of SERS/PVA composite products
1.3.3 SERS/PVA复合容器制备
试验用模压容器模具为实验室自制,设计为一模四腔,4个腔的底面尺寸为50 mm× 50 mm,高度为50 mm,4个腔的锥角从小到大分别为13.0°、15.1°、17.3°和19.3°。将具有一定含水率的SERS与占SERS干重15%的PVA放入高速混合机中混合均匀,然后称取一定量混合均匀的物料放于容器模具中,预热120 s后,在一定温度和16 MPa压力条件下热压成型。成型流程如图1所示。
1.3.4 SEM测试
使用场发射扫描电子显微镜观察板材表面与断面形貌。测试电压为5 kV,在真空下对样品进行喷金处理后观察。
1.3.5 DSC测试
采用DSC测试PVA的热性能。将待测样品在60 ℃下烘干至恒重,称取3 ~ 5 mg样品,采用氮气保护,流速为50 mL/min,温度范围为30 ~ 220 ℃,升温速率为10 ℃ /min。
1.3.6 性能测试
1)参照GB/T 17657—2013《人造板及饰面人造板理化性能试验方法》测试复合板材的弯曲性能与吸水厚度膨胀率。弯曲性能测试选择三点弯曲法,吸水厚度膨胀率的浸泡时间为2 h。
2)采用万能材料试验机对复合材料容器进行压缩试验,压缩速度为10 mm/min。
2 结果与分析
2.1 原料与工艺对SERS/PVA复合板材性能的影响
2.1.1 含水率对SERS/PVA复合板材性能的影响
表2 显示了SERS含水率对SERS/PVA复合板材弯曲性能的影响。选用PVA0588,热压温度设定为200 ℃,当稻秆纤维含水率较低(5%)时,制得SERS/PVA复合板材的弯曲性能较差;而当含水率增至10%时,板材的弯曲性能明显改善,弯曲强度和弯曲模量分别提高了4.1 倍和2.2 倍。主要原因在于:1)热压过程中稻秆纤维中水分子迁移出来与PVA结合,打开PVA的氢键网络[19],增塑PVA分子链,改善PVA分子链运动能力并与纤维表面形成良好的结合;2)水分子在高温高压下有利于降低细胞壁中半纤维素和木质素的玻璃化转变温度,促进纤维的塑性形变能力[20],因此含水率较低对于两者均有不利的影响。然而,当含水率进一步增至15%时,在相同的热压时间内,板材内部水分未能充分迁移蒸发,在热压后泄压时板材内部高温高压的自由水瞬间汽化容易造成板材内部爆裂,导致板材分层。试验结果表明,含水率的选择需兼顾水对于PVA和稻秆纤维的增塑效果,以及水分迁移蒸发程度,才能获得致密、结合良好的SERS/PVA复合板材。
2.1.2 PVA种类对SERS/PVA复合板材性能的影响
图2为不同牌号PVA的DSC曲线。由图可知,PVA0588 、PVA2488、PVA0599和PVA2499的熔融温度分别为194、198、226 ℃和230 ℃。图3是分别以PVA0588、PVA2488和PVA0599为胶黏剂,与含水率为10 %的SERS混合后,在200 ℃下热压制得的复合材料的弯曲性能数据,由图可知,在此条件下可制备力学性能优良的板材。

图2 不同种类PVA的DSC分析Fig.2 The DSC curves of different PVA materials
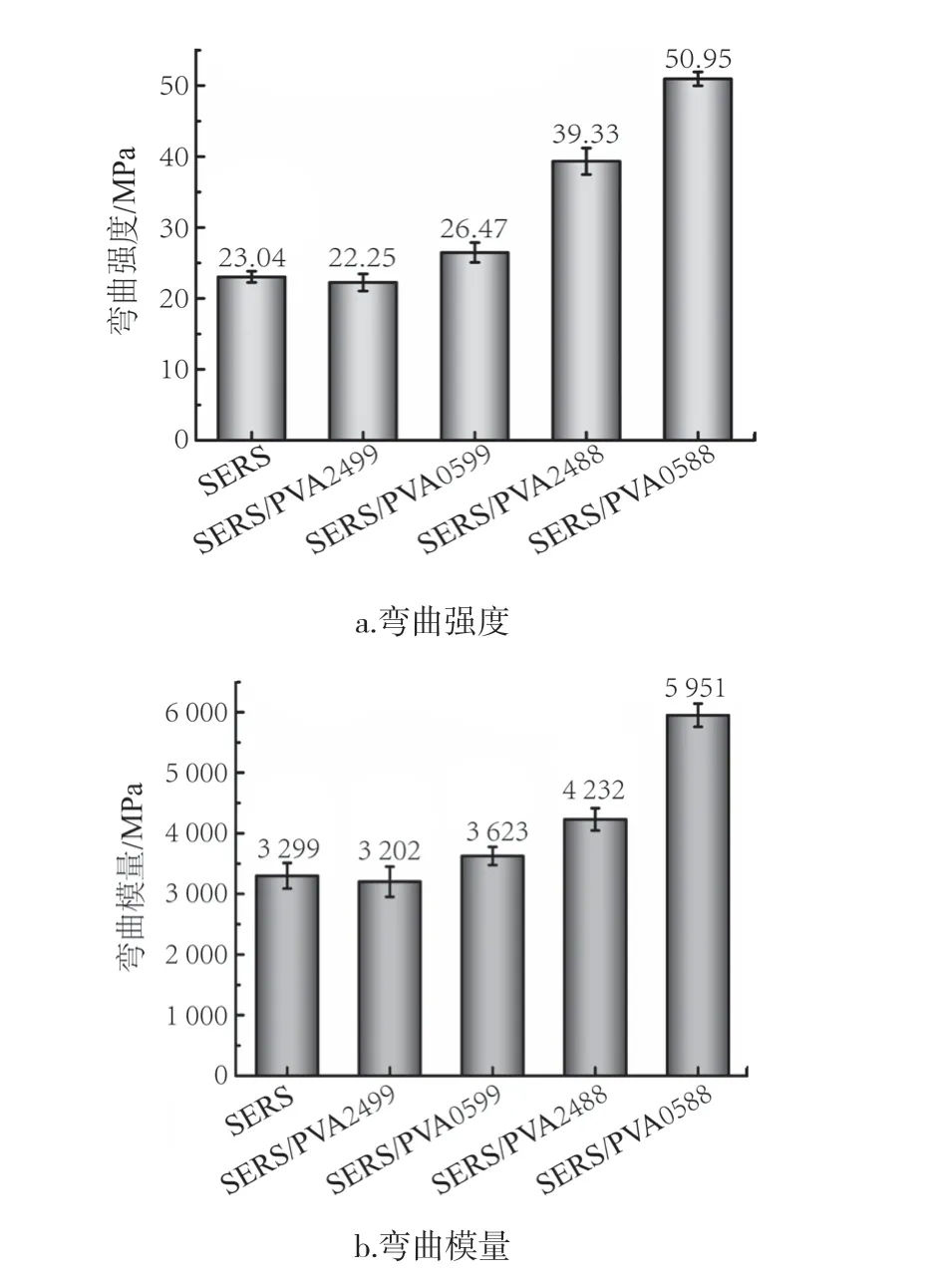
图3 PVA种类对SERS/PVA复合板材弯曲性能的影响Fig.3 The effect of different PVA kinds on the bending performance of SERS/PVA composite boards
为进一步阐明不同牌号的PVA对复合材料性能的影响,使用扫描电镜(SEM)对其微观形貌进行表征,如图4 所示。由图可知,添加醇解度99%PVA的复合板材表面粗糙(图4 a、b),存在大量的孔洞和裂缝,且弯曲断面中纤维间连接松散(图4 e、f);而添加醇解度88%PVA的复合板材表面比较平整(图4 c、d),未发现孔洞,断面结构中纤维间结合紧密(图4 g、h)。
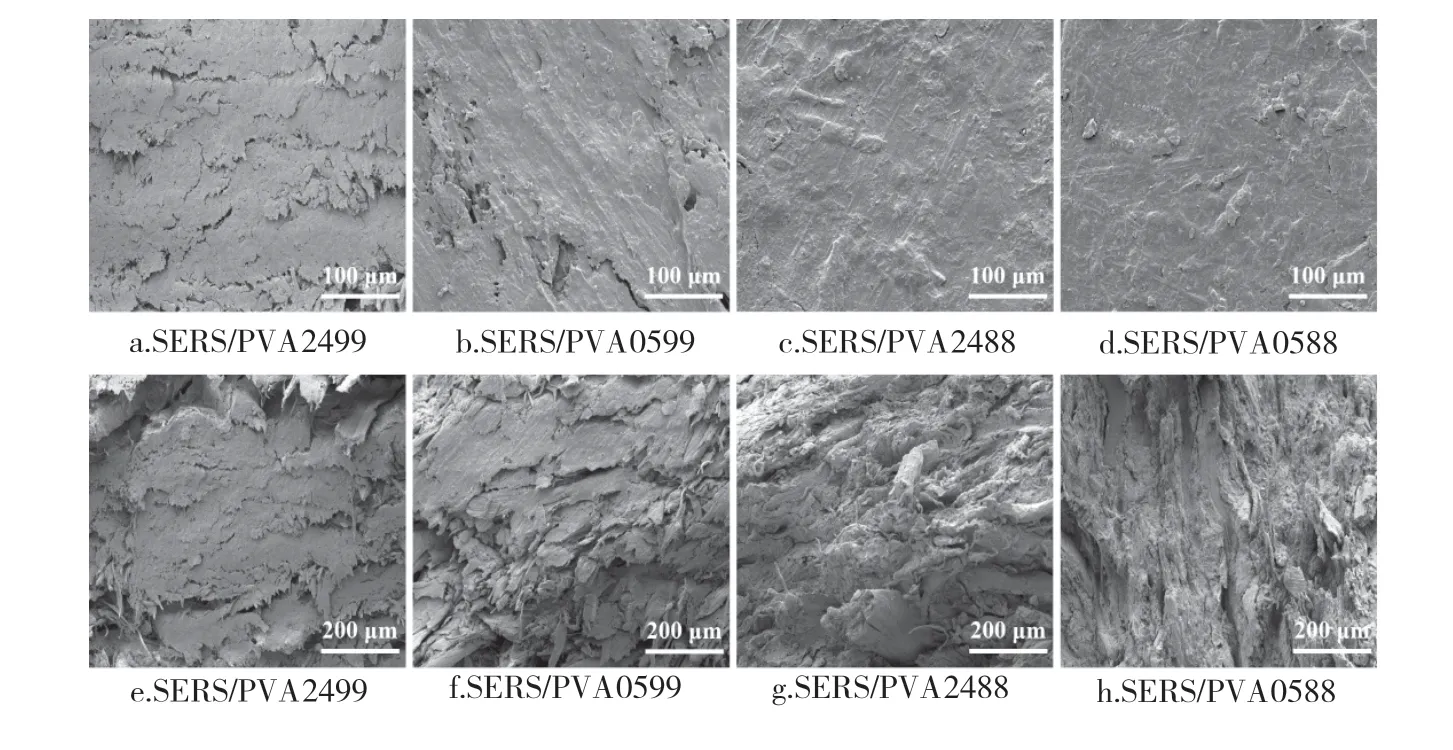
图4 不同SERS/PVA复合板材的表面(a-d)和断面(e-h)SEM图Fig.4 SEM images of the surface (a-d) and cross-section (e-h) of different SERS/PVA composite boards
产生上述差异的原因在于,SERS中迁移出的水分对PVA具有增塑作用,水分使PVA发生溶胀并破坏分子链间的氢键,因而增加了PVA的自由体积和流动性[21]。醇解度88%的PVA醇解不完全,分子内含有一定量的醋酸酯基,分子间的相互作用较弱,破坏了分子链的规整度[22]。热压过程中水分能更有效地破坏PVA原有氢键网络,改善其流动性,填充纤维之间的孔隙,减少缺陷,因此添加醇解度88%PVA的复合板材具有更优的性能。另外,对比SERS/PVA2499 与SERS/PVA0599 复合板,以及SERS/PVA2488 与SERS/PVA0588 复合板的微观形貌可发现,在相同的醇解度下,PVA聚合度为500 的复合板材表面(图4 b、d)和断面微观结构(图4 f、h)较平整,表明低聚合度的PVA使纤维之间粘结更密实,提高了复合板的力学性能(图3)。这可能是因为相同醇解度下,聚合度小的PVA分子链短,分子链运动空间位阻小,水增塑后PVA熔体的流动性更好。然而以PVA2499 为胶黏剂的复合板材,其弯曲性能甚至比SESF板材差。这是因为PVA2499分子量大,且分子链的规整度高,氢键密度更高,不利于水分子的迁移渗透,稻秆纤维中迁移出来的水分有限无法对PVA2499 实现充分的增塑,使其不能很好地浸润稻秆纤维,致使板材性能下降。
综上分析,胶黏剂PVA0588 更有利于铺展润湿稻秆纤维,粘结效果更好,能够有效地传递应力[23],使板材的断裂方式主要以纤维断裂为主(图4 h),因此具有更佳的弯曲性能。SERS/PVA0588 复合板材的弯曲强度和弯曲模量分别达到50.95 MPa和5 951 MPa,相较于SERS纤维板分别提升了121%和81%。
2.1.3 成型温度对SERS/PVA复合板材性能的影响
以含水率为10%的SERS和PVA0588 为原料,进一步探究PVA干粉热压成型温度对SERS/PVA复合板材机械性能的影响,结果如图5 所示。SERS/PVA复合板材的弯曲强度随温度的上升呈先增加后降低的趋势。当温度升高至210 ℃时,弯曲强度达到最高值。然而弯曲模量和尺寸稳定性均随温度的升高而持续增加,但当温度从210 ℃升至220 ℃时,两者的变化幅度开始减小。
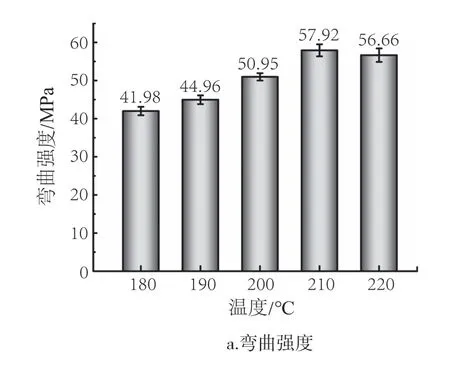
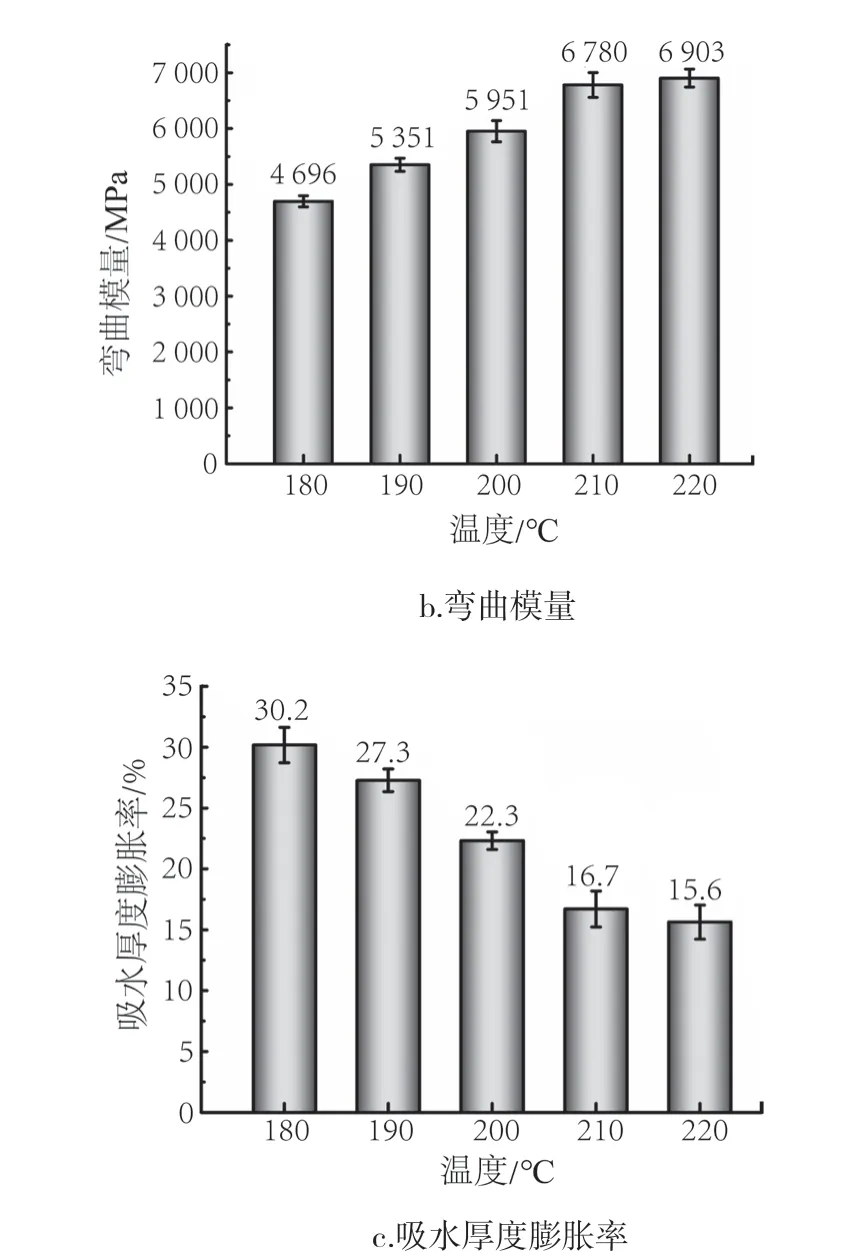
图5 不同模压温度制备的SERS/PVA复合板材的弯曲性能和吸水厚度膨胀率Fig.5 Bending performance and water thickness swelling rate of SERS/PVA composite boards prepared at different molding temperatures
从SERS/PVA复合板材表面微观形貌(图6)可以发现,热压温度较低时(180 ℃,图6a),复合板材表面存在大量的孔洞(箭头)和缝隙(虚线圈)。随着温度升高,板材表面缺陷的数量和尺寸明显减小(图6b)。如图6(c-e)所示,当温度升至200 ℃以上时,板材表面未发现孔隙等表面缺陷,并且随温度升高,板材表面平整度增加。
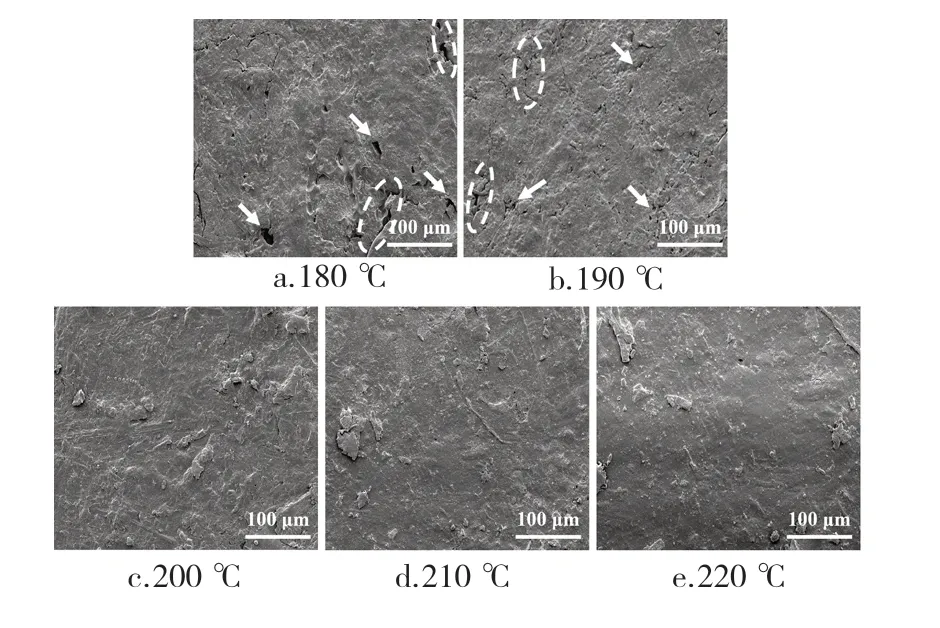
图6 不同热压温度制备的SERS/PVA复合板材表面SEM图Fig.6 SEM image of the surface of SERS/PVA composite boards prepared at different hot pressing temperatures
这主要有两方面的原因:1)较高的温度有利于PVA结晶区吸收能量破坏晶格,加速水分子渗入晶区[24],强化水分子对于PVA的增塑效果,使其有效填充纤维之间的孔洞、裂缝等缺陷;2)温度升高也有利于SERS中木质素、半纤维素等无定形物质的软化变形,稻秆纤维更容易形变,使空隙减小,纤维间得以充分接触[25-26]。因此,升高成型温度能改善SERS/PVA复合板材的弯曲性能和尺寸稳定性。然而,当热压温度增至220 ℃时,过高的温度使SERS纤维发生了部分降解而炭化,导致弯曲强度降低。因此,SERS/PVA0588 复合板应在210 ℃下成型,在该温度条件下复合板材的弯曲强度和弯曲模量分别达到57.92 MPa和6 780 MPa,吸水厚度膨胀率为16.7 %。
2.2 SERS/PVA复合容器的制备与性能研究
2.2.1 PVA对制备纤维容器的影响
模压成型制得不同锥角的SERS容器如图7a-d所示。由图可知,直接由SERS模压而成的容器制品形状不完整,颜色不均匀。然而,以干粉热压制备SERS/PVA复合板材的优化工艺为依据,将含水率为10 %的SERS与PVA0588 干粉(占SERS干重的15 %)直接混合,在210 ℃下热压制得的SERS/PVA复合容器形状完整,颜色均匀,结构致密,如图7e-f所示。表3 为不同锥角的SERS容器和SERS/PVA复合容器的高度尺寸,复合材料容器高度均达到了50 mm。说明直接将SERS热压,制品难以完整成型,而采用PVA干粉热压能够高效成型较小锥角的容器。这是由于稻秆纤维中迁出的水分对PVA具有增塑作用,使其粘附于纤维表面,并改善了材料的流动变形能力,因此在压力作用下可制备完整形状的复杂容器。
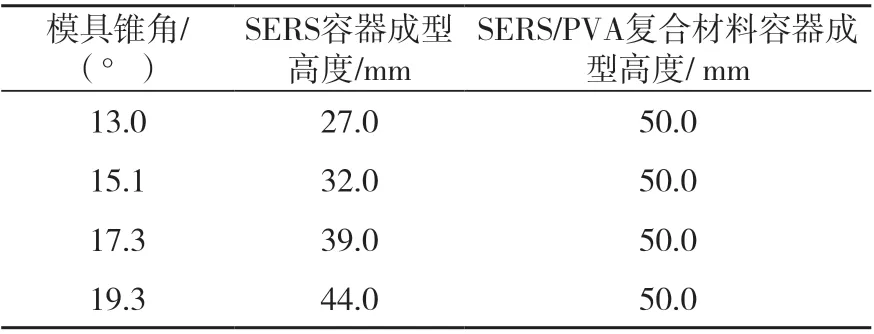
表3 不同锥角的SERS容器与SERS/PVA复合材料容器的成型高度Tab. 3 Height dimensions of SERS containers and SERS/PVA composite containers with different cone angles
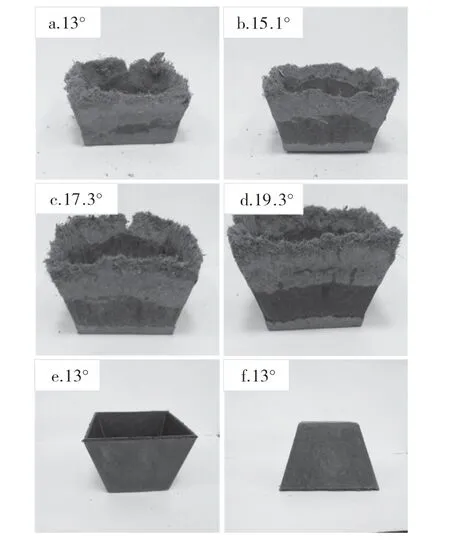
图7 不同锥角的SERS容器(a-d)与SERS/PVA复合容器(e-f)Fig.7 SERS containers (a-d) and SERS/PVA composite containers (e-f) with different cone angles
2.2.2 SERS/PVA复合容器的耐压性能
图8反映了不同锥角的SERS/PVA复合容器的耐压性能。当模具锥角分别为13°、15.1°、17.3°和19.3°时,模压容器的极限载荷分别为2 107、1 777、1 445 N和1 347 N,较小锥角的复合材料容器具有更佳的抗压缩性能,试验表明:利用本文提出的方法可以高效热压成型力学性能优异的可生物降解复杂制品。
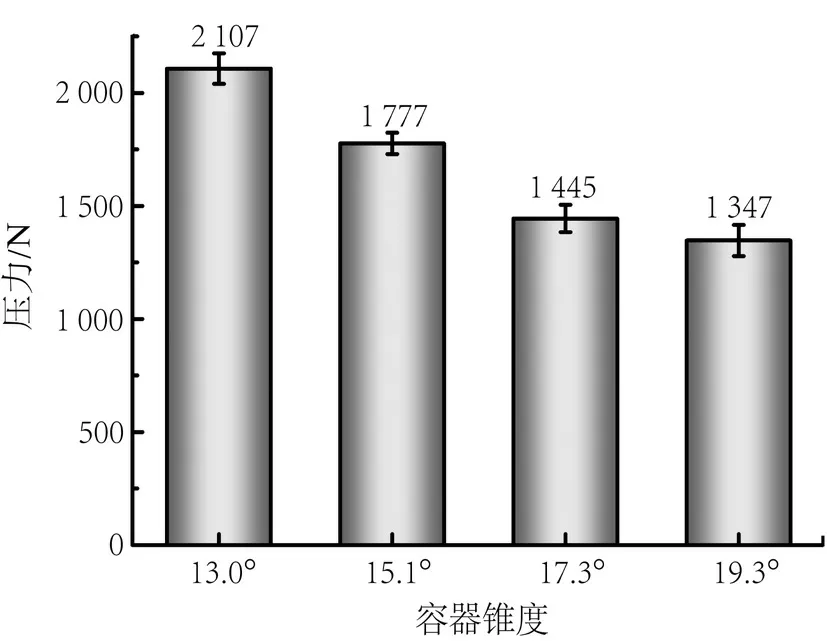
图8 不同锥角SERS/PVA复合材料容器的耐压性能Fig.8 The compression performance of SERS/PVA composite containers with different cone angles
3 结论
本文采用连续闪爆对稻秆进行预处理,并将含有一定水分的闪爆稻秆纤维与少量的PVA干粉直接共混热压,制备了闪爆稻秆纤维/PVA复合制品。探究了闪爆稻秆纤维的含水率、PVA种类以及成型温度对板材性能的影响规律,验证了SERS中水分对于增塑PVA和软化纤维的重要作用,并优选了制备闪爆稻秆纤维/PVA制品适宜的含水率、PVA的醇解度和聚合度以及成型温度,使PVA具有更好的熔融流动能力,实现纤维之间的良好粘结。试验表明:当SERS的含水率为10 %,采用PVA0588胶黏剂、热压温度为210℃时,可制得性能优异的SERS/PVA复合板材,基于相同成型工艺可高效模压制备形状复杂的复合容器。本文所述闪爆稻秆纤维与PVA干粉直接混合热压成型方法,工艺简单环保,在开发全生物降解植物纤维基复合制品领域极具发展潜力,有利于实现植物纤维资源的高值化利用及其制品的产业化推广。
猜你喜欢
天津科技(2022年7期)2022-07-29
林产工业(2022年5期)2022-05-25
煤炭与化工(2022年3期)2022-04-08
陶瓷学报(2021年4期)2021-10-14
南京农业大学学报(2021年4期)2021-07-29
煤气与热力(2021年4期)2021-06-09
塔里木大学学报(2020年4期)2021-01-13
参花(上)(2018年9期)2018-09-13
江苏农业科学(2017年3期)2017-05-02
印刷技术·数字印艺(2016年11期)2016-12-06