油气悬挂液压系统装配防错设计应用
2021-08-30 07:04:32吴亚渝高立强唐中帅罗其贵
新技术新工艺 2021年7期
吴亚渝,高立强,符 亭,薛 磊,刘 芳,唐中帅,罗其贵
(1.重庆铁马工业集团有限公司,重庆 400050;2.中国兵器工业新技术推广研究所,北京 100089)
在传统的装配生产中,很多装配检测工序和控制质量的环节都是通过人工目测完成,但是车间工人长期进行高强度的重复工序会产生疲劳感,很容易引发错误,这样一来,产品装配质量不稳定,导致产品不合格率上升[1]。随着工业的不断发展和自动化水平的提高,高端智能制造与先进检测技术已经成为装备制造业一个重要的发展方向[2]。传感器技术的发展已经非常成熟,利用不同类别的传感器的合理组合配置,可实现不同功能的防错设计及应用。
1 油气悬挂液压系统装配介绍
油气悬挂液压系统装配中主要装配动作有:研磨、测量、压装、拧紧、涂胶、注脂等,目前完全依靠人工作业,工人劳动强度大,产品质量控制差。
针对装配过程中的拿取动作、有无判断、正反识别、物料信息等合理配置各类传感装置实现防错控制(见图1),利用接近传感器判断工装拿取动作、光电传感器判断工件有无、视觉拍照判断密封圈凸台朝向、扫码识别物料信息等[3]。防错控制设计的要义是“自然”,即适宜顺其自然的装配动作,无多余操作,无错误判断。
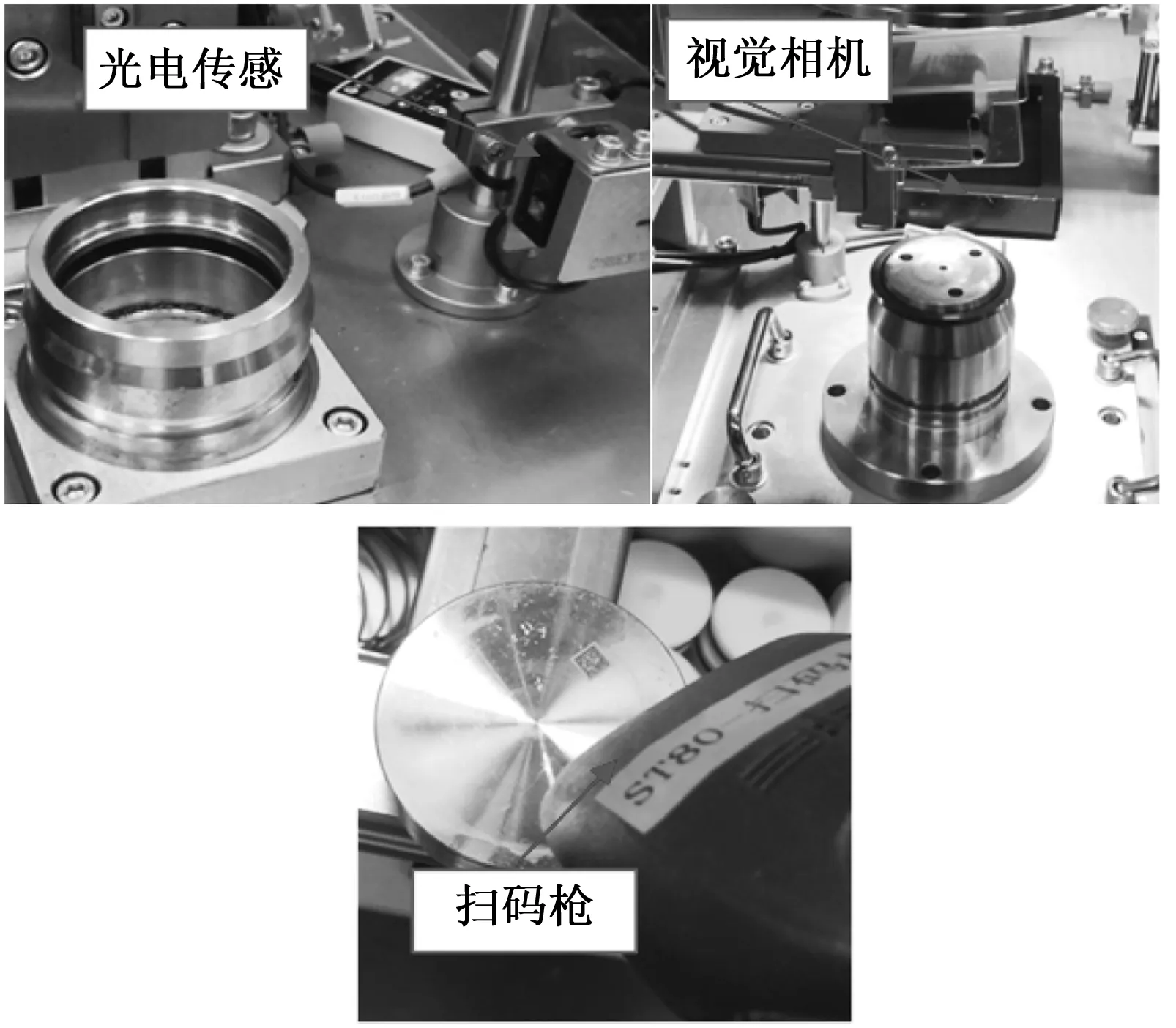
图1 防错控制
2 防错技术介绍
防错是指在装配作业过程中,能够识别、警示并消除错误的人工和自动操作的技术手段、管理方法,实现方式有多种,比如:限位开关、视觉系统、条形码系统、智能料架、光电传感器、机械防错等[4]。应用于机械零件装配过程的防错技术主要有如下几类[5]。
1)定性的防错。
通过图像识别技术及光电传感器、限位开关、压力传感器、接近开关等检测设备的逻辑判断控制等达到防错的目的,主要应用场合有传感器感应检测、压力行程检测、导向挡块、光栅防错和辅助工装夹具防错等。
2)定量的防错。
通过探测用的感应传感器或者其他测量技术检测不同产品中较大差异的零部件参数,从而达到防错的目的。
3)物料防错。
物料防错包括使用扫描枪、色标、分区域等措施实现待装零件的分类存储、有方向性的摆放以及预防零件的拿取错误,确保装配零件的正确性[6]。
4)人工防错。
人工防错包括建立标准的操作流程和范围、零件目检及在线测量纠错等措施。
防错技术的特征[7]:1)能够发现潜在问题,防错技术本身就具备较强的预防性,其存在的意义之一就是能够及时发现潜在问题,可以说防错技术创立的主要逻辑之一就是发现问题、分析问题、解决问题、总结分析;2)消除产品产生缺陷的影响因素,防错技术对产品的错误生产进行预防,能够减少相应的经济损失[8]。但是倘若想从根本上避免错误的发生,就应该从根本上消除或者预防错误产生的原因[9]。防错技术的应用恰好能够从源头分析错误产生的原因,对这些不利因素进行合理、恰当的处理[10]。
3 防错应用实例
3.1 基于光电传感器的防错控制
3.1.1 关节轴承装配过程分析
关节轴承装配过程如图2所示,包括轴承压装和上下两个挡圈装配。一方面如果装配时工件未放置水平,会出现轴承压装损伤的情况;另一方面,轴承两端均需压装挡圈,装配过程易出现挡圈漏装的情况。这两方面的情况影响装配质量。

图2 关节轴承装配过程
3.1.2 关节轴承防错控制逻辑设计
利用红外线传感器检测工件放置水平状态和放置位置状态,控制器接收红外线传感器检测信号,控制逻辑设计如图3所示。系统初始化,装配开始,放置工件;控制器读取红外线传感器检测信号,判断工件放置是否水平;若结果为否,则系统锁定并发出调整工件位置信号;若结果为是,则放置挡圈至指定位置,控制器读取红外线传感器检测信号,判断挡圈放置是否到位;若结果为否,则系统锁定并发出重新放置挡圈信号;若结果为是,则控制器输出气缸和伺服电动机控制信号,执行装配动作;180°翻转工件放置;控制器读取红外线传感器检测信号,判断工件放置是否水平;若结果为否,则系统锁定并发出调整工件位置信号;若结果为是,则放置关节轴承、挡圈至指定位置,控制器读取红外线传感器检测信号,判断关节轴承、挡圈放置是否到位;若结果为否,则系统锁定并发出重新放置关节轴承、挡圈信号;若结果为是,则控制器输出气缸和伺服电动机控制信号,执行装配动作;控制器发出装配完成信号。

图3 关节轴承装配防错控制逻辑
3.2 基于视觉传感器的防错控制
3.2.1 密封圈装配过程分析
密封圈装配过程如图4所示,包括内层密封圈和外层密封环装配,有装配顺序和装配方向的要求,在装配过程中,存在漏装、错装问题,影响装配质量。

图4 密封圈装配过程
3.2.2 密封圈装配防错控制逻辑设计
利用图像识别传感器(视觉相机)捕获密封圈装配放置状态信息,压力传感器匹配辅助工装放置状态信息;控制器通过读取图像识别传感器信号,判断密封圈装配是否正确;控制器通过读取压力传感器信号,判断辅助装配工装拿取、放回是否正确;若结果为否,则系统锁定并发出警示信号;若结果为是,则发出控制信号执行装配。控制逻辑设计如图5所示,选择装配产品型号,匹配正确的密封圈装配信息,所述的装配信息包括辅助装配工装信息、密封圈颜色、密封圈装配放置方向、装配流程,形成装配信息库;拿取锥形导向工装,控制器读取压力传感器信号,判断锥形导向工装是否拿取正确;若结果为否,则系统锁定并发送工装拿取错误信号;若结果为是,则开始放置内层黑色密封圈,控制器通过读取图像识别传感器信号,判断密封圈装配放置是否正确;若结果为否,则系统锁定并发出重新放置密封圈信号;若结果为是,则控制器输出伺服压机控制信号,执行装配动作;放置外层密封环,控制器通过读取图像识别传感器信号,判断密封圈装配放置是否正确;若结果为否,则系统锁定并发出重新放置密封圈信号;若结果为是,则控制器输出伺服压机控制信号,执行装配动作;放回锥形导向工装,控制器读取压力传感器信号,判断锥形导向工装放回是否到位;若结果为否,则系统锁定并发出工装放回未到位信号;若结果为是,则拿取整形工装,控制器读取压力传感器信号,判断整形工装是否拿取正确;若结果为否,则系统锁定并发出工装拿取错误信号;若结果为是,则控制器输出伺服压机控制信号,执行装配动作;放回整形工装,控制器读取压力传感器信号,判断整形工装放回是否到位;若结果为否,则系统锁定并发出工装放回未到位信号;若结果为是,则控制器发出装配完成信号。
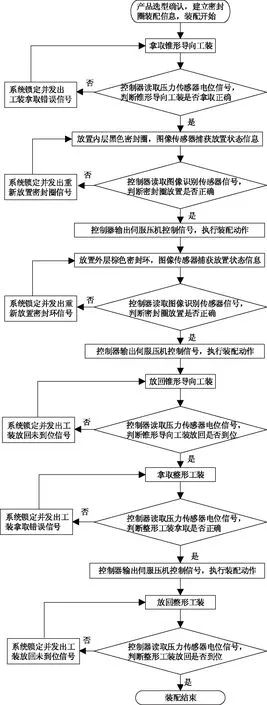
图5 密封圈装配防错控制逻辑
4 结语
本文针对油气悬挂液压系统装配中几个关键工件,基于现代多种类别的传感器组合应用,完成对应防错控制逻辑设计,通过防错设计应用,保障了系统装配效率、装配质量、装配可靠性,实现了装配工艺技术的提升。
猜你喜欢
港口装卸(2023年5期)2023-11-02 10:40:58
汽车实用技术(2022年14期)2022-07-30 06:10:56
哈尔滨轴承(2022年1期)2022-05-23 13:13:02
哈尔滨轴承(2022年1期)2022-05-23 13:13:00
装备制造技术(2021年5期)2021-08-14 01:44:56
微特电机(2021年7期)2021-07-22 08:14:20
山东冶金(2019年2期)2019-05-11 09:12:24
中国塑料(2016年8期)2016-06-27 06:34:54
橡胶工业(2015年11期)2015-08-01 09:08:58
橡胶工业(2015年3期)2015-07-29 08:24:10