
高温合金紧固件拧紧力矩与预紧力关系试验研究
2021-08-23 05:25陈开颜孙永保
导弹与航天运载技术 2021年4期
陈开颜,徐 嘉,陈 辉,孙永保,吉 康
(北京宇航系统工程研究所,北京,100076)
0 引 言
高温合金具有较高的强度、耐热、耐腐蚀和抗疲劳等优异的性能。其中基体材料为国标GH4169(美标Inconel718)的高温合金紧固件被普遍应用于航空、航天、核能等领域[1]。在复杂的载荷环境下,紧固件的安装可靠性是航空、航天飞行器成功服役的基本保障。预紧力是影响和反映紧固件安装可靠性、承载能力、部段的密封性能和防松性能的关键因素和指标。研究拧紧力矩和预紧力之间的关系,对于指导航空、航天飞行器的拧紧力矩设计具有实际的工程意义[2]。
关于紧固件预紧力与预紧力矩之间的关系,张雪峰[3]等开展了楔形内螺纹锁键螺套锁紧性能的分析研究;张晓斌[4]等开展了钛合金紧固件的拧紧力矩与预紧力之间的关系研究;文献[5]~[8]针对普通螺栓的拧紧力矩与预紧力之间的关系、力矩试验方法等开展了相关研究,但对于高温合金(GH4169/Inconel718))紧固件的预紧力矩关系涉及较少。
本文以基体材料为GH4169/Inconel718,表面钝化处理的高温合金紧固件作为研究对象,研究不同基体材料、润滑方式、拧入螺纹表面处理、拧入次数等条件下的拧紧力矩与预紧力之间的关系,用于指导实际工程使用中高温合金紧固件的拧紧力矩确定与选用。
1 试验设计
1.1 理论计算
螺栓拧紧力矩与预紧力之间的关系表达式为[3]

式中M为拧紧力矩;K为拧紧力矩系数;D为螺栓的公称直径;F为由拧紧力矩产生的螺栓轴向拉力,即为预紧力。
1.2 试验方法
试验方法按GB/T16823.3-2010《紧固件 扭矩-夹紧力试验》,选用德国Schatz-Analyse 螺纹紧固件分析系统进行试验。该型试验分析系统具备对总扭矩、螺纹扭矩、轴向力(预紧力)、角度、时间等通道同时进行数据采集的能力。
1.3 试样选取
影响K值的因素较多,其中螺栓基体材质、螺纹表面处理状态、润滑方式、拧入次数等因素是影响K值的主要因素[9]。本文选取表面钝化的高温合金紧固件作为试验对象,分组进行对比性试验,研究不同组合情况下的拧紧力矩与预紧力之间的关系,用于指导工程实际拧紧力矩方案设计。具体分组情况及试验目的如表1 所示。

表1 试验工况表Tab.1 Experiment Conditions
2 拧紧力矩影响因素分析
2.1 基体材质对拧紧力矩系数的影响
如表1 所示,试验一的两组对照试验选取材质为GH4169 的M12 螺栓和材质为Inconel718 的螺栓,分别配合表面钝化处理的GH2132 螺母和45#钢螺纹,润滑状态为涂抹T221 润滑脂,各选取10 组样本进行试验,试验结果如图1 和图2 所示。由图1 可以看出,两种材质的高温合金螺栓配合钝化螺母使用时,离散性较小,且两种材质对应的拧紧力矩系数相近。其中GH4169 配合钝化螺母的K值均值为0.25,Inconel718配合钝化螺母的K值均值为0.27。从图2 的数据可以看出,两种材质的高温合金螺栓配合45#钢螺纹使用时,离散性较大,且两种材质对应的拧紧力矩系数有一定的差异性。其中GH4169 配合45#钢螺纹的K值均值为0.34,Inconel718 配合45#钢螺纹的K值均值为0.29。
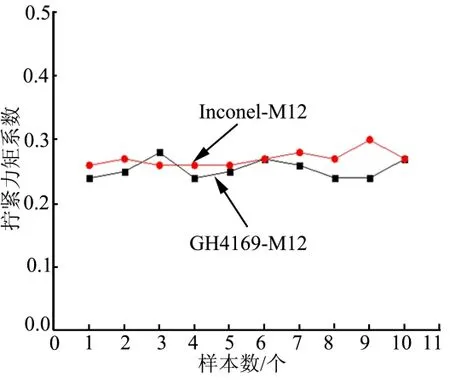
图1 两种高温合金配合钝化螺母的K 值Fig.1 The Value of K of Two Kinds of Superalloy and Passivated Nut

图2 两种高温合金配合钢螺纹的K 值Fig.2 The Value of K of Two Kinds of Superalloy And Steel Thread
2.2 拧入螺纹表面处理的不同对拧紧力矩的影响
如表1 所示,试验二的两组对照试验选取材质为GH4169 的M12 螺栓和Inconel718 的M8 螺栓在T221润滑脂润滑条件下,分别配合镀银和钝化的GH2132螺母,选取10 组样本进行试验,试验结果如图3 和图4 所示。由图3、图4 的数据可以看出两组对照试验均显示钝化螺母对应的拧紧力矩系数K值明显大于镀银螺母对应的拧紧力矩系数。

图3 材质为GH4169 配合镀银和钝化螺母状态下的K 值Fig.3 The Value of K of GH4169 with Silver Plated and Passivated Nut

图4 材质为Inconel718 配合镀银和钝化螺母状态下的K 值Fig.4 The Value of K of Inconel718 with Silver Plated and Passivated Nut
基体材质为GH4169 的M12 螺栓拧入钝化和镀银螺母对应的拧紧力矩系数K值均值分别为0.32 和0.175;基体材质Inconel718 的M8 螺栓拧入钝化和镀银螺母对应的拧紧力矩系数K值均值分别为0.24 和0.16。
综合第2.1 节和第2.2 节的试验结果可以得出,基体材料的不同和拧入螺纹表面处理的不同条件下K值差异较大。其中,表面钝化的高温合金紧固件配合钝化螺母对应的K值明显大于镀银螺母,且M12 及以上规格(含M12)的表面钝化的高温合金紧固件配合钝化螺母的拧紧力矩偏大,不便于工程实际使用;
2.3 润滑方式的不同对拧紧力矩系数的影响
如表1 所示,试验三的两组对照试验分别选取材质为Inconel718 的M12 螺栓和GH4169 的M14 螺栓在T221 润滑脂和二硫化钼润滑脂润滑条件下,拧入45#钢螺纹,各选取10 组样本进行试验,试验结果如图5、图6 所示。从图5、图6 的数据可以看出,两组对照试验均显示T221 润滑状态下的拧紧力矩系数K值明显大于二硫化钼润滑状态下的。

图5 材质为Inconel718 的M12 螺栓在两种润滑状态下的K 值Fig.5 The Value of K of Inconel718 Based M12 Bolt under Two Different Lubrication Conditions

图6 材质为GH4169 的M14 螺栓在两种润滑状态下的K 值Fig.6 The Value of K of GH4169 Based M14 Bolt under Two Different Lubrication Conditions
基体材质为Inconel718 的M12 螺栓在T221 和二硫化钼润滑条件下的K值均值分别为0.29 和0.165;基体材质为GH4169 的M14 螺栓在T221 和二硫化钼润滑条件下的K值均值分别为0.36 和0.19。
由此可知,拧紧力矩系数受润滑条件影响较大,表面钝化的高温合金紧固件使用二硫化钼润滑的K值明显小于使用T221 润滑脂润滑的K值.
2.4 拧入次数对拧紧力矩的影响
第 1 组试验:分别选取材质为 GH4169 和Inconel718 的M12 螺栓各10 组,配合表面钝化处理的GH2132 螺母,润滑条件为涂抹T221,每组螺栓反复扳拧3 次,试验结果如图7、图8 所示。
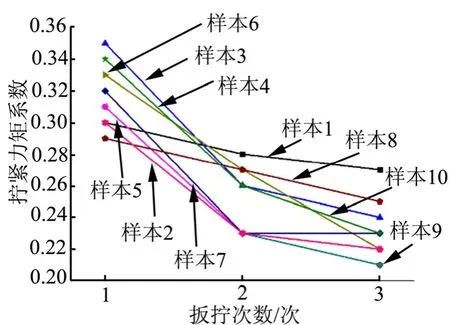
图7 GH4169-M12 螺栓在不同拧入次数下的K 值Fig.7 The Value of K of GH4169-M12 Bolt under Different Screw in Times

图8 Inconel718-M12 螺栓在不同拧入次数下的K 值Fig.8 The Value of K of Inconel718-M12 Bolt under Different Screw in Times
第2 组试验:分别选取材质为GH4169 的M12 双头螺柱和材质为Inconel718 的M8 双头螺柱各10 组,配合表面钝化处理的GH2132 螺母,润滑条件为涂抹T221,每组螺栓反复扳拧3 次,试验结果如图9、图10 所示。

图9 GH4169-M12 双头螺柱在不同拧入次数下的K 值Fig.9 The Value of K of GH4169-M12 Based Double Head Bolt under Different Screw in Times

图10 Inconel718-M8 双头螺柱在不同拧入次数下的K 值Fig.10 The Value of K of Inconel718 Based Double Head M8 Bolt under Different Screw in Times
第3 组试验:分别选取材质Inconel718 和GH4169的M12 螺栓各10 组,配合45#钢螺纹,润滑条件为涂抹T221,每组螺栓反复扳拧3 次。试验结果如图11、图12 所示。

图11 Inconel718-M12 螺栓在不同拧入次数下的K 值Fig.11 The Value of K of Inconel718-M12 Bolt under Different Screw in Times

图12 GH4169-M12 螺栓在不同拧入次数下的K 值Fig.12 The Value of K of GH4169-M12 Bolt under Different Screw in Times
从图7 至图12 的数据可以看出,随着拧紧次数的增加,第1 组紧固件拧紧力矩系数K值呈递减趋势,第2 组呈递增趋势,第3 组基本保持平稳。反映出受紧固件基体材料、尺寸、润滑状态、拧入螺纹表面处理多种因数影响,表面钝化的高温合金紧固件K值随拧紧次数的增加变化趋势不一,存在K值逐渐增大,逐渐减小和基本不变的多种情况。
2.5 综合分析
根据以上试验结果,综合分析表面钝化的高温合金紧固件拧紧力矩与预紧力之间的关系,分析结果如表2 所示。

表2 综合分析结果Tab.2 Comprehensive Analysis Results
3 结 论
a)K值受紧固件副的材质和螺纹的表面处理方式影响较大。考虑工程实际的可操作性,M12 及以上规格(含M12)的表面钝化的高温合金紧固件的不建议配合钝化螺母使用,同时润滑方式优先考虑使用二硫化钼润滑;
b)拧紧次数对拧紧力矩影响不定。因此在进行关于拧紧次数的拧紧力矩设计时,应根据紧固件实际选用情况开展实验,并根据实验结果进行拧紧力矩设计;
c)对于本文未涉及(表1 未包括)的规格和材质的紧固件副在进行拧紧力矩设计时,建议综合考虑紧固件材质、螺纹表面处理状态、润滑方式和拧入次数等多种因素,开展基于工程实际的拧紧力矩实验,并根据试验结果进行拧紧力矩设计。
猜你喜欢
中国核电(2022年2期)2022-09-16
锻压装备与制造技术(2022年4期)2022-09-14
建材发展导向(2022年6期)2022-04-18
内燃机与配件(2022年2期)2022-01-17
航天标准化(2021年2期)2021-11-12
汽车实用技术(2021年18期)2021-10-11
科技视界(2020年4期)2020-04-26
思维与智慧·上半月(2020年4期)2020-04-13
发明与创新·小学生(2019年8期)2019-08-27
环球市场信息导报(2017年6期)2017-06-15
