1420脱脂中机组带钢挫伤缺陷的分析及控制
2021-08-19 11:48:40童建佳张春杰白蛟洋
重型机械 2021年4期
童建佳,张春杰,白蛟洋
(首钢京唐钢铁联合有限责任公司镀锡事业部,河北 唐山 063200)
0 前言
首钢京唐钢铁联合有限责任公司1420罩退产线自投产以来,挫伤问题一直困扰着整条产线,国内各大钢厂也对挫伤缺陷做了很多分析和研究[1-5]。技术攻关小组通过对该缺陷长期跟踪、现场确认并总结,该产线的缺陷发生位置主要在脱脂机组,脱脂卷取质量直接影响到平整机开卷时挫伤的产生,而影响脱脂机组钢卷卷取质量的主要因素是脱脂卷取张力。
脱脂机组的卷取张力过大,会增加下一道工序罩式退火卷发生粘结率,卷取张力过小,会造成松卷错层。为了验证脱脂卷取张力与产线挫伤的相关性,对脱脂卷取张力曲线进行优化实验。
1 挫伤缺陷的主要分类
带钢横向挫伤如图1所示,挫伤缺陷是冷轧带钢卷取和开卷过程比较常见的一种表面质量缺陷,对冷轧带钢的成材率有很大的影响[6-11]。1420罩退产线的挫伤缺陷主要表现为,带钢表面存在不规律的区域性机械损伤,多为上下表面对称,严重时形成穿孔。

图1 带钢横向挫伤图
1.1 横向挫伤
横向挫伤的带钢主要是由开卷机、卷取机以及生产过程中带钢的横向错动造成的。
如图1所示,此类挫伤的特点是沿带钢卷取张力方向点状分布,类似横向划伤。
1.2 纵向挫伤
纵向挫伤的带钢主要是由开卷机、卷取机以及生产过程中带钢的纵向错动造成的。
如图2所示为带钢纵向挫伤图,此类挫伤的特点是垂直带钢卷取张力方向纵向分布,连续而密集。

图2 带钢纵向挫伤图
1.3 浪形挫伤
浪形挫伤的带钢主要是由浪形导致钢卷层间堆叠引起的。
如图3所示为带钢浪形挫伤图,此类挫伤一般与卷取张力方向有一定角度,为肋浪或中浪堆叠后开卷过程层间错动产生。
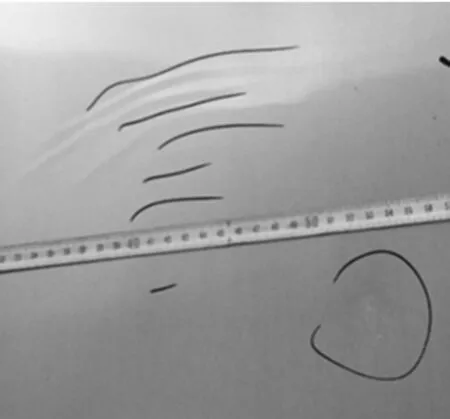
图3 带钢浪形挫伤图
1.4 粘结挫伤
带钢的粘结挫伤是由带钢层间局部粘结,开卷层错后导致带钢上下表面对称的机械损伤。
如图4所示为带钢粘结挫伤图,此类挫伤在自然光下正视可见,有轻微手感,上下表面对称,严重时形成孔洞。

图4 带钢粘结挫伤图
2 脱脂卷取张力实验
2.1 挫伤与脱脂卷取质量相关性实验
为分析挫伤到底与脱脂机组哪些因素有关,攻关小组进行了相关性验证,共计统计脱脂机组1 600卷钢数据,寻找期间规律。主要分析因素有:在脱脂进行异物涂抹实验;增加脱脂EPC响应增益,降低CPC大幅纠偏动作;降低脱脂卷取张力,匹配平整机开卷张力;脱脂剂,加热罩;脱脂实现T2、T1维持原张力,其余T料均采用恒张力设定;加大脱脂卷取张力,见表1。

表1 挫伤与脱脂机组相关性表
如表1所示,该类挫伤和脱脂机组的卷取质量有关,相关性大的是脱脂卷取张力:采用恒张力设定和加大脱脂卷取张力。
2.2 脱脂卷取张力实验
对1420罩退产线脱脂机组跟踪的200卷0.2 mm×927 mm规格的带钢卷进行卷取张力跟踪测试实验。如图5所示为0.2 mm×927 mm规格带钢卷取张力与挫伤数量图,当卷取张力为12 kN,单位张力65 MPa时,100卷带钢卷中有100卷出现挫伤,挫伤占比高达50%;当卷取张力提高到13 kN,单位张力70 MPa时,100卷带钢卷中有5卷出现挫伤,挫伤占比高达2.5%;随着脱脂卷取张力的增加,该规格带钢卷出现挫伤的数量明显减少。

图5 0.2 mm×927 mm规格带钢卷取张力与挫伤数量图
对1420罩退产线脱脂机组跟踪的50卷0.38 mm×800 mm规格的带钢卷进行卷取张力跟踪测试实验。如图6所示,当卷取张力为12 kN,单位张力40 MPa时,50卷带钢卷中有15卷出现挫伤,挫伤占比高达30%;当卷取张力提高到15 kN,单位张力50 MPa时,50卷带钢卷中有8卷出现挫伤,挫伤占比为16%;当卷取张力提高到18 kN,单位张力60 MPa时,50卷带钢卷中有2卷出现挫伤,挫伤占比为4%;随着脱脂卷取张力的增加,该规格带钢卷出现挫伤的数量逐渐减少。
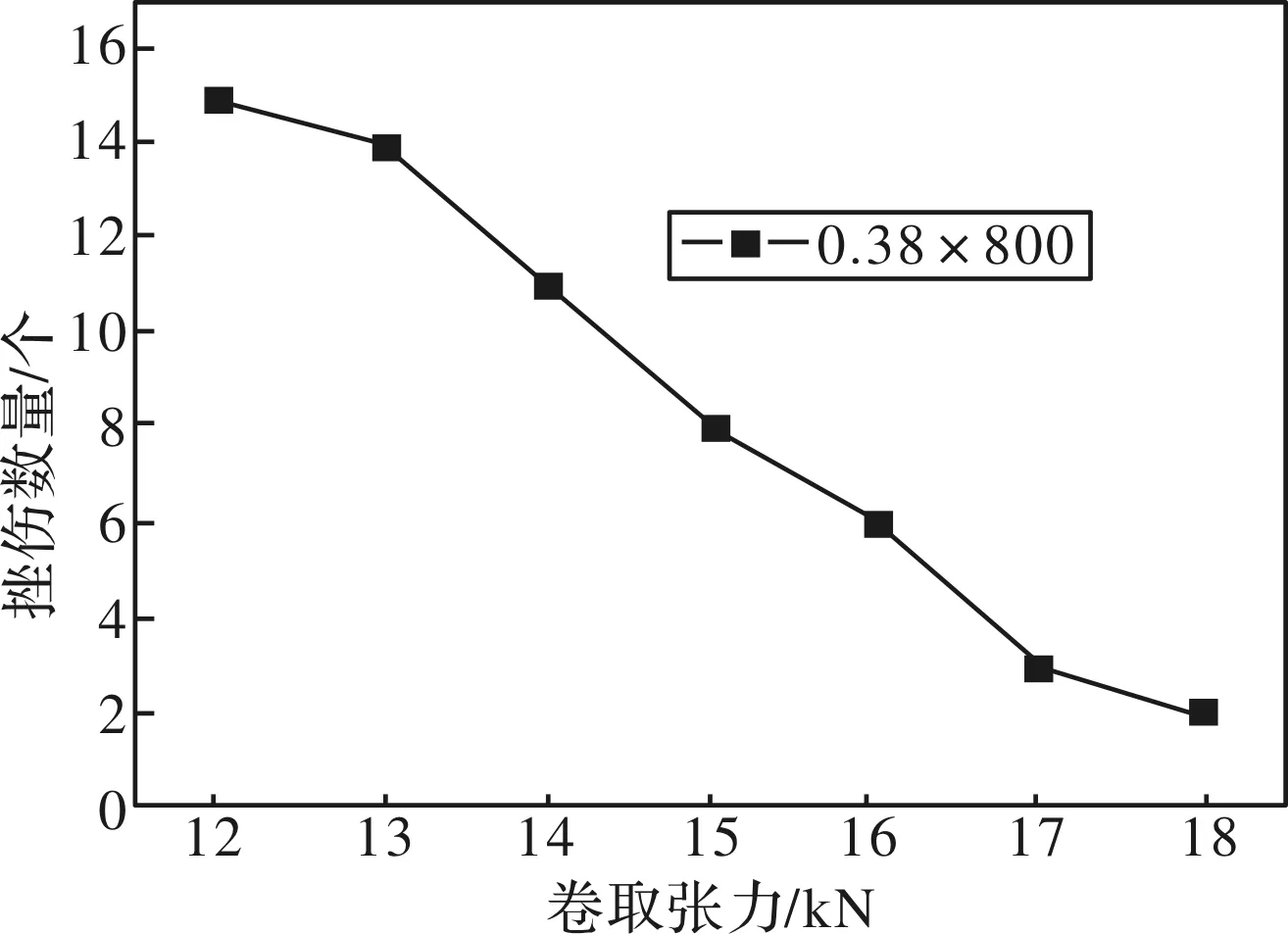
图6 0.38 mm×800 mm规格带钢卷取张力与挫伤数量图
2.3 不同的卷取张力模式
如表2所示,对罩退作业区脱脂机组50卷0.38 mm×800 mm规格的带钢卷进行不同卷取张力模式跟踪测试实验。当卷取张力为恒定小张力为12 kN时,50卷带钢卷中有15卷出现挫伤,挫伤占比高达30%;当卷取张力为恒定大张力18 kN时,50卷带钢卷中有2卷出现挫伤,挫伤占比为4%;当卷取张力模式为U型卷取,即16 kN-12 kN-16 kN(建张后卷取张力设定16 kN,当钢卷卷取完1/4时,张力缓慢降低到12 kN,当钢卷卷取完3/4时,卷取张力逐渐增加到16 kN直到卷取完成)时,50卷带钢卷中有21卷出现挫伤,挫伤占比高达42%;U型卷取模式下挫伤占比最高,小张力卷取较大张力卷取挫伤占比大很多。

表2 卷取张力模式表
3 脱脂卷取张力的优化
由于卷取张力对冷轧带钢卷的质量和尺寸精度有最直接的影响,为了实现张力的严格控制,对1420脱脂机组冷硬卷的卷取张力进行了优化。
3.1 目前脱脂机组的卷取张力
目前脱脂冷硬卷卷取张力设置如图7所示,钢卷卷取的前30圈为1.2倍的正常张力,30圈至40圈为1.2倍正常张力降至正常张力的过渡段,40卷之后恒定的正常张力卷取。
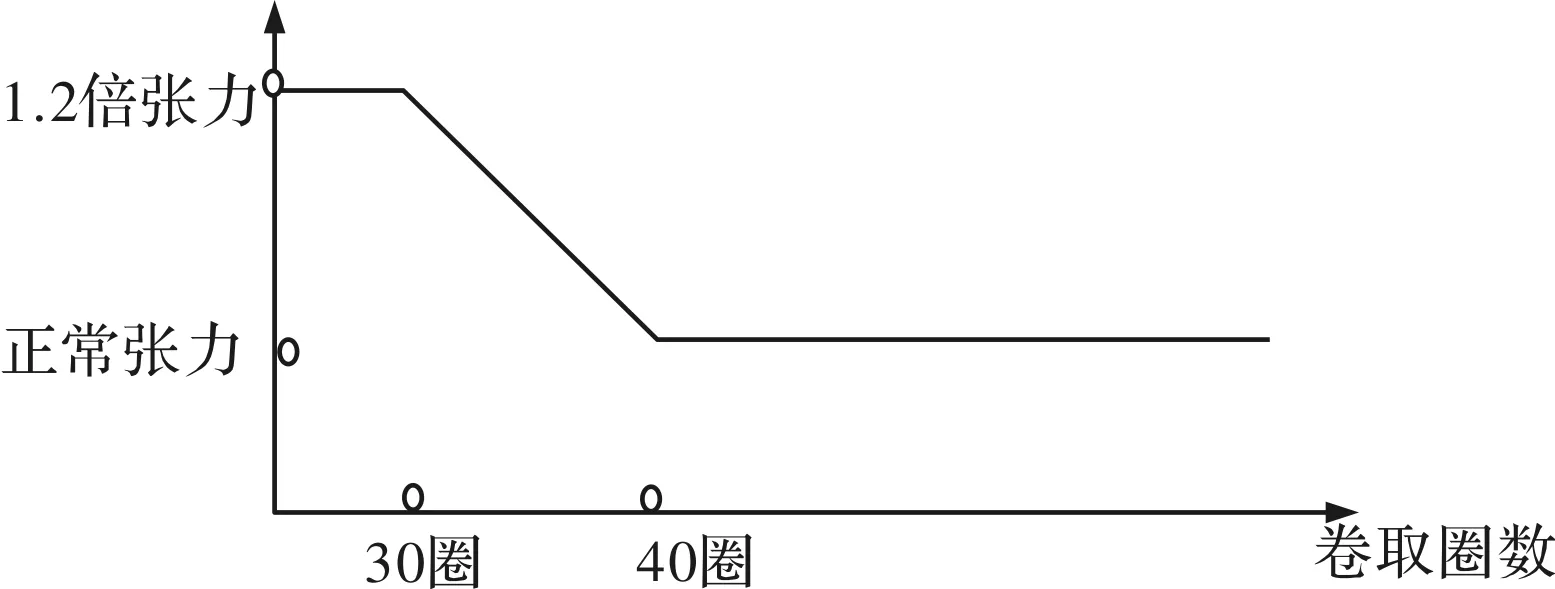
图7 脱脂机组目前卷取张力图
3.2 酸轧产线供料卷的卷取张力
目前酸轧产线供料卷的卷取张力设置如图8所示,钢卷卷取的开始内径的Φ610~Φ630 mm的卷取张力为8 kg/mm2,Φ630~Φ875 mm的卷取张力为8 kg/mm2降至4 kg/mm2的过渡段,Φ875 mm之后卷取张力为4 kg/mm2。

图8 酸轧供料卷的卷取张力图
3.3 优化后脱脂机组的卷取张力
根据酸轧产线供料卷的卷取张力设置和目前脱脂机组的卷取张力情况,对脱脂机组的卷取张力进行优化如图9所示,钢卷卷取的开始内径的Φ610~Φ630mm的卷取张力为1.5倍的正常张力,Φ630~Φ875 mm的卷取张力为1.5倍正常张力降至正常张力的过渡段,Φ875 mm之后卷取张力为恒定的正常张力。

图9 优化后脱脂机组的卷取张力图
3.4 脱脂机组卷取张力优化后效果
据统计,规格为0.2 mm×927 mm的带钢卷相对其它规格带钢是比较容易出现挫伤,因此,对100卷该规格带钢卷进行测试统计。目前,1420罩退产线脱脂机组卷取单位张力为56 MPa,卷曲模式为张力逐渐降低,见表3。

表3 张力优化效果表
将脱脂机组的单位卷取张力增加约20%,卷曲模式不变,统计该规格钢种经对比后发现,挫伤占比由65%降至45%。
由于卷取单位张力增加,造成退火炉机组退火后的钢卷内圈粘结缺陷增多,故改变卷曲模式为恒张力卷取,将恒定单位张力平均值增加为63.9 MPa,此时发现挫伤缺陷有降低趋势,之后将恒定单位张力再次增加至68.5 MPa,挫伤占比降至37%。
4 结论
本文介绍了该产线上常见的四种挫伤缺陷以及它们的成因和特点,做了相关跟踪实验验证,得出结论。
(1)对于普通钢卷,卷取的开始内径的Φ610~Φ630 mm的卷取张力为1.5倍的正常张力,Φ630~Φ875 mm的卷取张力为1.5倍正常张力降至正常张力的过渡段,Φ875 mm之后卷取张力为恒定的正常张力。
(2)对于普通钢卷,增加脱脂机组的正常卷取张力后挫伤缺陷数明显减少,但脱脂卷取张力过大会增加钢卷内圈在罩式退火炉粘结缺陷的数量。
(3)在U型卷取、小张力卷取和大张力卷取模式相比,大张力卷取卷取优于前两种卷取模式,有效降低挫伤缺陷的占比率。
(4)对于薄规格0.2 mm×927 mm以及和该规格相近的带钢卷,改为恒定张力卷取,有效降低挫伤缺陷的占比率。
猜你喜欢
股市动态分析(2023年2期)2023-05-30 19:21:53
山西冶金(2021年5期)2022-01-24 03:28:12
冶金设备(2021年2期)2021-07-21 08:44:24
设备管理与维修(2021年1期)2021-03-05 04:05:56
小资CHIC!ELEGANCE(2019年40期)2019-12-10 09:12:42
中国新技术新产品(2019年8期)2019-05-21 04:54:04
小小艺术家(2017年8期)2018-01-26 13:15:10
设备管理与维修(2016年7期)2016-04-23 06:51:42
新疆钢铁(2015年3期)2015-11-08 01:59:39
机械制造与自动化(2014年1期)2014-03-01 04:21:41