一种调压阀异响问题的分析与改进
2021-08-17 05:02郑丽伟沈阳恒久安泰环保与节能科技有限公司
环球市场 2021年21期
郑丽伟 沈阳恒久安泰环保与节能科技有限公司
近三十年以来,随着人类绿色意识的觉醒,环境保护意识不断加强,可持续发展观念深入人心,液化天然气作为一种安全、高效的清洁能源,得到了更为广泛的利用,LNG液化天然气是将天然气(甲烷)净化,并在-162℃的低温下加工而成的液态燃料,这就要求配套的各种阀门在低温工况下阀门具有更高、更好密封性、材料稳定性、可靠性。其中低温调压阀主要应用在LNG为燃料的重型汽车[1]的LNG气瓶供气系统上。 本文针对调压阀异响问题进行研究,并提出了解决措施。
一、调压阀结构及问题
(一)结构和工作原理
低温升压调压阀即增压调压阀(车载瓶用)是一种超低温阀门。主要用于LNG气瓶的内部增压及对于多余气体的再利用,处于常闭状态。零部件包括阀体、阀盖、密封垫圈、膜片组件、阀瓣(阀板)、阀杆、阀座、阀笼、调压螺栓、螺母、弹簧、弹簧座等,其中阀体、膜片组件、密封垫圈、阀笼、阀杆是阀门主要的五个部件,阀门通过调压螺栓设定开启压力,拧紧螺栓一圈约0.1MPa。当LNG储存罐内随着介质消耗,罐内压力逐渐降低到某一设定值时,调压阀开启,介质通过调压阀流经其后的翅片盘管汽化后回到气瓶内部使压力升高。当压力升高至设定值时,调压阀关闭,增压停止。调压阀通过调节螺栓压缩上弹簧,使上弹簧作用在膜片组件上的力与出口介质压力作用在膜片组件上的力达到平衡。当出口压力值低于设定值时,上弹簧作用在膜片组件上的力大于出口介质压力作用在膜片组件上的力,在压差力的作用下阀杆组件打开,介质由进口进入系统,使系统内的介质压力增高。当系统内的介质压力增高到某一设定值时,出口介质作用在膜片组件上的力大于上弹簧作用在膜片组件上的力,膜片组件向上运动,与阀杆组件分开,阀杆组件在下弹簧力作用下关闭阀门(见图1)。
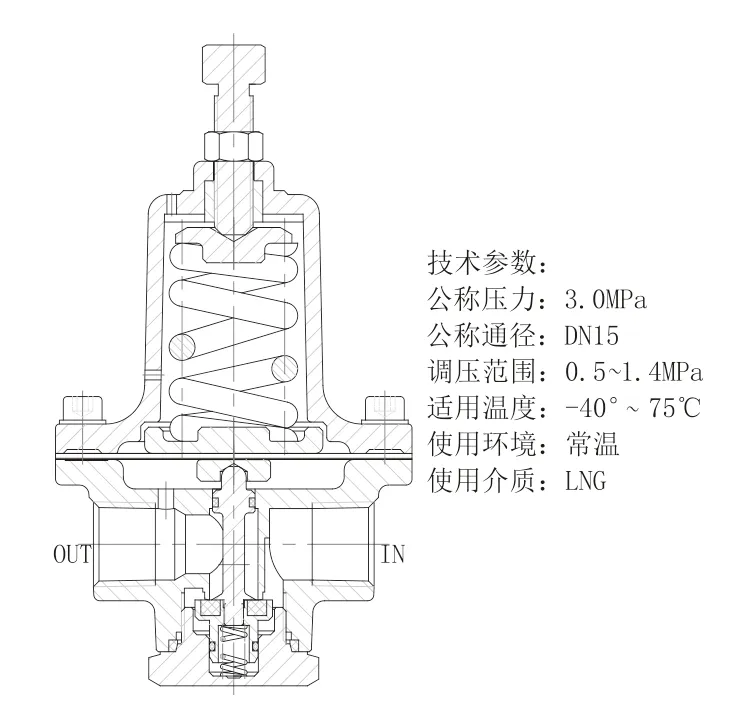
图1 调压阀结构及参数
(二)问题现状
从产品最初投放市场两年内频繁出现调压阀异响现象,异响均为类似蜂鸣声,更换膜片组件异响消失,但使用一段时间后又出现异响。
二、问题研究
根据此问题,借助于分析二维和三维流体流场的先进工具——FLuent CFD工具,运用有限体积法模拟分析。
(一)阀内部流畅分析
通过ANSYS三维建模,搭建内部流场模型,对其网格划分,利用Fluent设置边界条件,选择湍流模型运用有限体积法模拟分析,内部流场分析如图2。

图2 中截面流线分布
分析结果:
1.在速度场中发现,该阀的速度场分布较为不均,在入口壁面附近、节流口、出口处等多处出现涡旋现象。气体过流面积突变、突缩,方向改变都会产生涡旋,使流场造成湍流状态,非常容易产生噪音;
2.湍动能的数值反映了能量损失的关系,是衡量湍流发展变化的重要指标。对阀体中间横截面的湍动能分布进行分析,能量损失主要集中在阀体阀杆左侧附近。由此说明气体在改变流动方向的同时能量损失较大。
(二)分析结果
根据以上分析,调压阀异响主要原因:
1.阀内部流场局部位置气体流速过大,内部流场出现较多涡流、湍流,
2.控制压力阻尼口大小不合适。
三、改进方案及试验验证
(一)改进方案
1.加装阻尼塞,规格为φ2、φ1.5、φ1,以方便阻尼孔大小的调整。
2.阀体多处圆角处理,改善内部流场。
(二)试验验证
对异响调压阀(故障件,台架试验异响)进行了加装阻尼塞φ1.5及阀体圆角处理后,又进行了台架试验,试验结果未出现异响,未更好的验证方案效果,进行小批量(故障件20件,台架试验均异响)使用气瓶模拟工况试验,试验介质采用液氮,试验结果均未出现异响。
四、结语
综上所述,通过对异响调压阀的理论模拟分析和试验验证,此问题消除,为产品设计和改进提供了强有力的支撑。在产品设计和改进全过程中要贯彻采用先进的设计手段,优化产品设计。
猜你喜欢
理化检验(物理分册)(2021年11期)2021-12-08
煤气与热力(2021年10期)2021-12-02
口腔医学(2021年10期)2021-12-02
火箭推进(2021年3期)2021-07-05
湖北农机化(2020年4期)2020-07-24
汽车与驾驶维修(维修版)(2019年7期)2019-09-10
化肥设计(2019年4期)2019-08-30
——次级调压阀
汽车与驾驶维修(维修版)(2019年7期)2019-07-29
中国核电(2018年3期)2018-10-10
航天制造技术(2018年3期)2018-07-07