炉内边部加热器对热镀锌加P高强钢力学性能及表面质量的影响
2021-08-06 08:34:08供稿焦坤富聿晶刘宏亮陈宇姜文超
金属世界 2021年4期
供稿|焦坤,富聿晶,刘宏亮,陈宇,姜文超
作者单位:本钢板材股份有限公司技术研究院,辽宁 本溪 117000
内 容 导 读
本文针对热镀锌加P高强钢在生产过程中边部加热器对材料力学性能及表面质量的影响进行了研究。P元素会造成带钢边部的温降从而影响材料的力学性能及表面质量。研究表明,生产过程中退火段边部加热器设定高于带钢退火温度10~20 ℃时可以保证材料边部与中心的力学性能均匀性,并且材料晶粒度基本保持一致;入锌锅前的均衡段边部加热器设定为475~485 ℃时可有效避免材料由于温降而造成的表面质量缺陷,但设定为485 ℃时存在造成锌渣缺陷的风险。因此炉内边部加热器设定应高于该段带钢温度20 ℃。
随着汽车轻量化理念的不断深化和环保压力的不断增加,汽车用热镀锌高强钢所占比例也在逐年增加,汽车厂对材料的要求不仅局限于产品的力学性能,同时也对材料的表面质量提出更高的要求。近年来高强钢的主要添加元素有P、Si、Mn、Cr等,其中P是较为经济又有效的强化元素,但加P高强钢在镀锌过程中易出现边部温降而造成表面缺陷。本文针对温降较为剧烈的热镀锌加P高强钢生产过程中边部加热器的使用对材料力学性能及表面缺陷的影响进行了分析,同时对镀锌前炉内投入边部加热工艺进行了优化分析[1-3]。
材料制备及方法
采用热镀锌加P高强钢进行生产,生产过程中对热镀锌炉内边部加热器进行温度设定,主要对边部温降进行补偿,热镀锌加P高强钢成分见表1。考虑到在退火过程中P的晶界富集会造成材料的冷加工脆性,而添加Nb、Ti复合可以有效抑制材料的冷加工脆性[4-7]。
本文实验主要针对边部加热补偿对热镀锌加P高强钢表面质量及力学性能影响进行研究。分别采用不同的边部电加热器进行温度设定,主要包括退火段边部加热器以及在冷却段后、镀锌入口前的均衡段边部加热器,具体见表2,并对不同情况下带钢进行取样分析。通过Zwick电子拉伸机分别对边部以及中心处试样进行了力学性能检测,同时对不同均衡段边部加热器设定温度情况下边部试样进行了扫描电镜分析。

表 1 热镀锌加P高强钢典型钢种H220YD+Z成分(质量分数,%)

表 2 实验过程中边部加热器的设定情况
结果分析
边部加热器对力学性能的影响
对退火后边部及中心处试样进行了力学性能检测,见表3。按标准HC220YD+Z屈服强度应高于220 MPa,抗拉强度应低于410 MPa。从表中可以看出,材料在未投入边部加热器时材料的力学性能边部和中心处差异较大,边部抗拉强度(402 MPa)已经接近标准上限,同时材料的延伸率较低;当投入边部加热器后材料边部力学性能得到明显改善,但当边部加热器投入+30 ℃时,4#试样边部屈服强度为221 MPa,已经接近材料的标准下限,因此从整体的力学性能情况看,边部加热器应设定较退火温度高10~20 ℃对材料的综合力学性能更好,材料整体性能均匀性良好。

表 3 边部加热器对材料力学性能的影响
同时对边部加热器不同情况下试样进行金相分析,由于中心处显微组织基本一致,只针对边部试样进行了显微组织分析,见图1。从图中可以看出材料边部试样的晶粒度随着边部加热器设定温度的升高而减小,从11.0 μm减小到9.5 μm。当边部加热器设定温度提高至840 ℃时,材料轧向晶粒尺寸为11.4 μm,所有边部试样显微组织主要为铁素体组织(见表4)。
边部加热器对边部表面质量的影响
当材料在均衡段未投入边部加热器时会在镀锌后边部出现表面缺陷,材料边部出现明显黑色针条状缺陷,在均衡段设置边部加热器且温度设定为475℃(3#试样)和485 ℃(4#试样)时缺陷得以解决。对缺陷试样1#边部以及良好试样4#边部进行微观组织对比分析,从图2可以看出在均衡段不投入边部加热器的1#试样缺陷部位Fe含量较高,说明缺陷部位为明显的漏镀缺陷,同时O含量及Mn含量均为正常值,表明缺陷部位未出现氧化物[8-12],这可能是边部冷却速度过大使得镀锌时边部温度和锌锅温度差异较大,造成镀锌不良。均衡段投入边部加热后,边部锌层缺陷得到解决,边部锌层良好,边部加热器温度设定475~485 ℃时效果良好,但当边部加热器温度设定为485 ℃时带钢带入温度过高,造成锌锅温度波动从而产生锌渣缺陷。
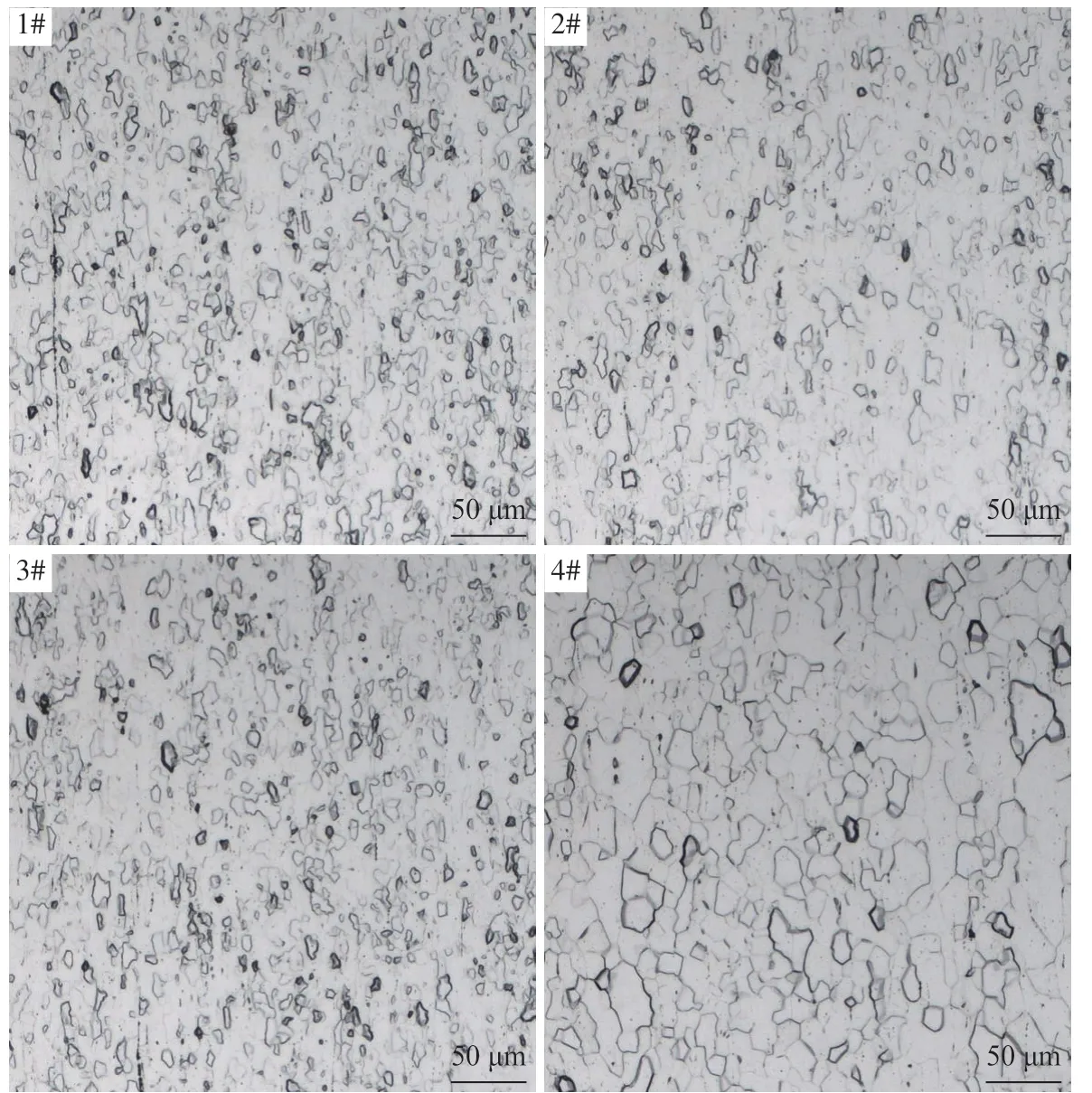
图 1 不同边部加热器情况下显微组织
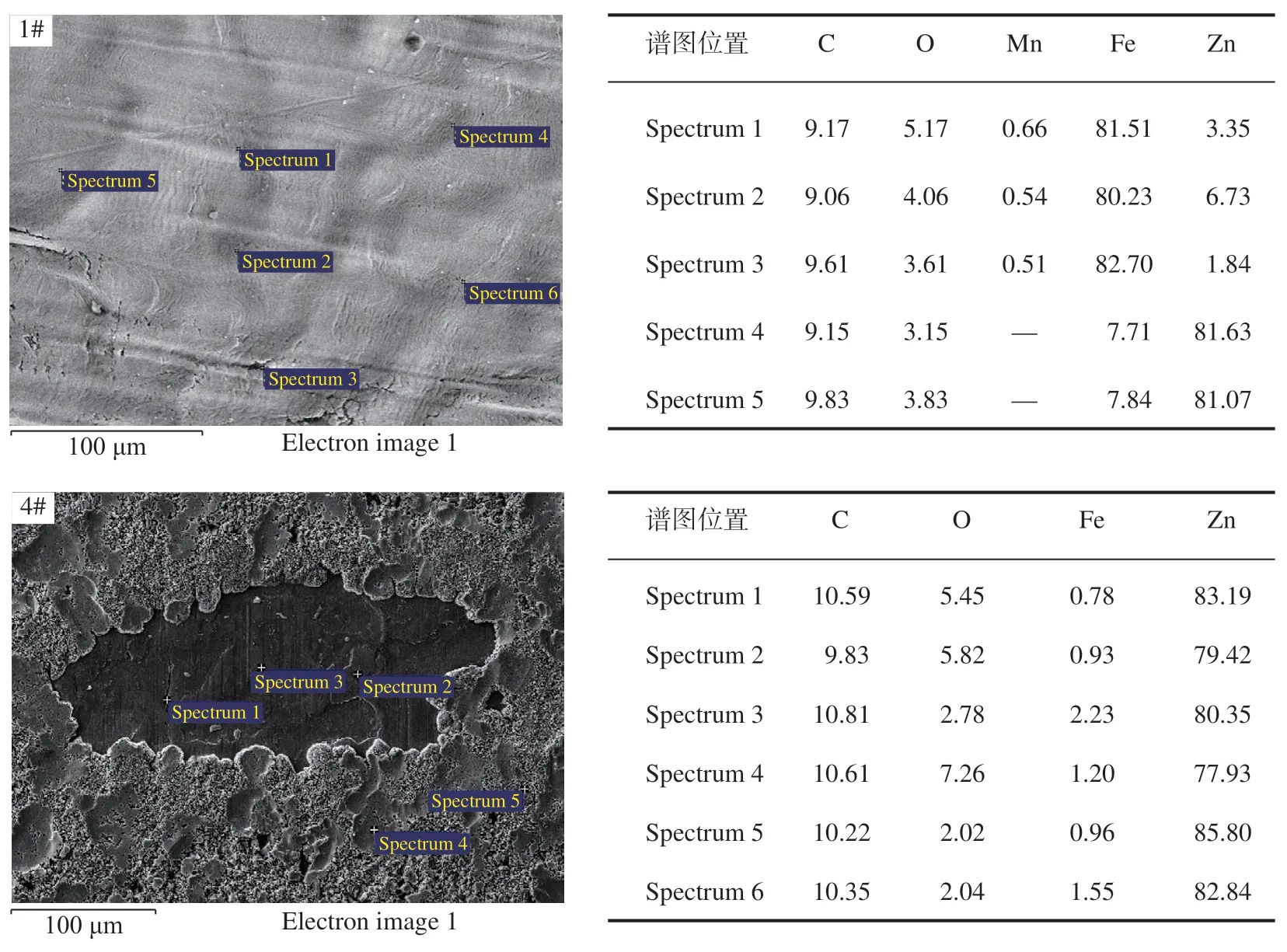
图 2 未投入边部加热(1#)与边部加热器(4#)设定485 °C时边部试样微观组织对比

表 4 不同边部加热器情况下材料晶粒度及晶粒尺寸
结束语
(1)在热镀锌生产加P高强钢过程中边部加热器的投入是十分必要的,材料边部的屈服强度及抗拉强度会随着边部加热器设定温度的升高而降低,但延伸率会得到提高,当边部加热器设定为465~475 ℃时材料边部性能与中心处性能基本保持一致,但当温度设定485 ℃时材料边部性能接近标准。
(2)冷却段后均衡段边部加热器的投入会有效的减少加P高强钢才镀锌过程中出现的边部质量缺陷,通过边部加热器对材料边部温度进行补偿,有效防止P元素造成的快速温降,从而保证材料边部质量,当均衡段边部加热器设定为475~485 ℃时可以避免材料边部的表面缺陷,但均衡段边部加热器设定为485 ℃时,带钢边部的温度较高,会造成锌锅温度的提高,造成锌锅中铁渣的增加,从而带来锌渣缺陷。
(3)在热镀锌生产加P高强钢时需要投入使用边部加热器,并且在退火段与均衡段边部加热器应设定为带钢温度+20 ℃,即针对H220YD+Z退火段设定为835 ℃,均衡段设定为475 ℃。
猜你喜欢
冶金设备(2020年2期)2020-12-28 00:15:34
山东冶金(2019年6期)2020-01-06 07:45:58
表面工程与再制造(2019年3期)2019-09-18 01:35:16
山东冶金(2018年6期)2019-01-28 08:15:06
山东冶金(2018年6期)2019-01-28 08:14:40
经济技术协作信息(2018年20期)2019-01-19 02:56:36
电镀与环保(2017年6期)2018-01-30 08:33:37
制造技术与机床(2017年6期)2018-01-19 02:41:00
电镀与环保(2017年2期)2017-05-17 03:42:17
现代工业经济和信息化(2016年5期)2016-05-17 05:35:59