
低强度厌氧胶的研究
2021-08-02 06:31韦远怡陈炳耀彭小琴杨育其李志林
化学与粘合 2021年4期
韦远怡,陈炳耀,彭小琴,杨育其,李志林
(广东三和控股有限公司,广东 中山,528429)
前 言
厌氧胶,是一种隔绝氧气才能固化的胶粘剂。在室温隔绝氧气的情况下,加之材料表面金属离子的催化作用,在一定时间内即可固化[1]。与瞬干胶不同的是,厌氧胶是由带有类似结构的不同化合物构成,该特点使得厌氧胶的品种繁多,性能差异明显。改革开放以来,现代机械工业快速发展,胶粘剂被广泛地运用到各行各业中,如家电[2],汽车[3],石化[4,5],医疗、航空[6]等领域,为中国人均国内生产总值作出了一定的贡献[7]。厌氧胶在其中也占据着不可或缺的一部分,它具有许多优点,如日常使用方便、在室温下有较快的固化速度、耐高温性能好,通常被用于螺纹锁闭、法兰零件的密封、配合部位的固定、平面粘结等[8]。在实际的生产应用中,人们对厌氧胶的强度有不同的需求,为了满足厌氧胶易拆这一需求,本文选择不同的增塑剂自制了几种低强度厌氧胶,并对其强度进行了对比研究。
1 实验部分
1.1 实验材料

表1 实验材料Table 1 The experimental materials
1.2 实验设备
悬臂式搅拌机,GZ-120,江阴保利科研有限公司;温度计;旋转黏度计,NDJ-8S,上海力辰科技有限公司;扭力扳手,烟台市绿林工具有限公司;电热恒温水浴锅,HWS-24型,上海力辰邦西仪器科技有限公司;电热鼓风干燥箱,101-1A型,天津市泰斯特仪器有限公司。
1.3 低强度厌氧胶的制备
将丙烯酸酯树脂、单体甲基丙烯酸羟丙酯、气相二氧化硅、乙二胺四乙酸二钠盐混合均匀,设置水浴锅温度在45~60℃,用悬臂式搅拌机搅拌4h,关闭加热,加入促进剂、助促进剂和引发剂继续搅拌1~3h,即可制得厌氧胶成品[9]。低强度厌氧胶粘剂基本配方如下表2所示。
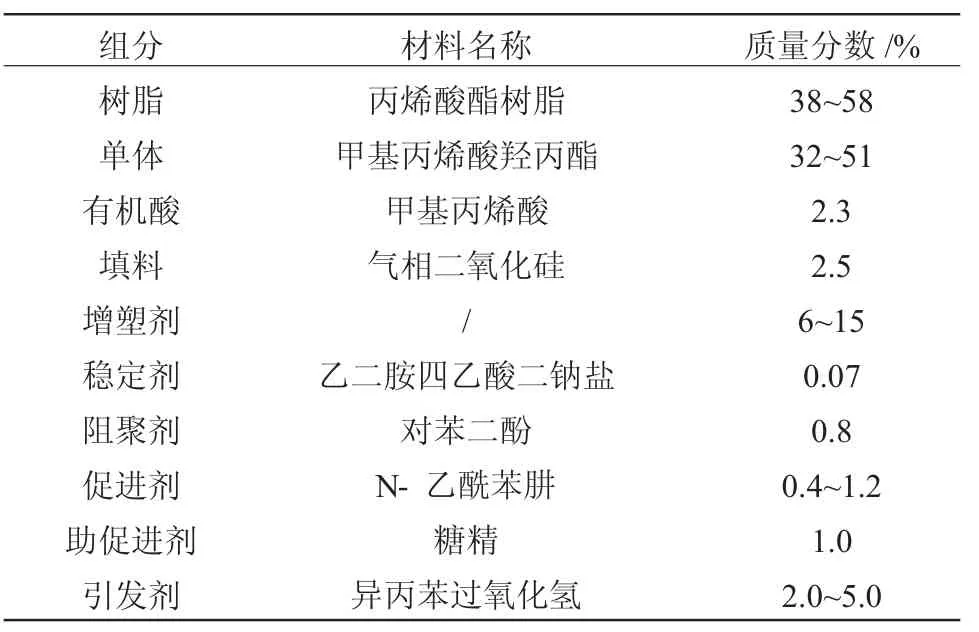
表2 厌氧胶基本配方Table 2 The basic formula of anaerobic adhesive
1.4 性能测试
(1)表面处理:根据行业标准JB/T 7311—2008《工程机械厌氧胶、硅橡胶及干膜预涂胶应用技术规范》进行测试,先将钢制M10标准螺栓螺母进行表面处理,确保零件表面无毛刺以及磕碰划痕伤后,用丙酮清洗并干燥以去除表面油污或杂质。
(2)定位时间:定位时间即厌氧胶初步固化时间,在对螺栓进行表面处理后,在螺栓上涂足量的厌氧螺纹锁固胶样品,拧上螺母,上下反复拧几次,使螺纹间充满厌氧胶液,保证在啮合部位不缺胶,放置于25℃条件下固化,测试其手拧不动的时间(min)。每一厌氧胶样品共设5个平行对照组,重复测定3次,取平均值。
(3)破坏扭矩、平均拆卸扭矩:按照GB/T18747.1-2002《厌氧胶粘剂扭矩强度和剪切强度的测定》进行测试,将螺栓头固定好在螺栓夹具上,使用标准中规定的扭力扳手以5r/min的恒定速度旋松螺母,测定其破坏扭矩和平均拆卸扭矩(N·m)。每一厌氧胶样品共设5个平行对照组,重复测定3次,取平均值。
2 结果与讨论
2.1 不同增塑剂对厌氧胶性能的影响
为了解不同增塑剂对厌氧胶强度的影响和寻求出最佳的增塑剂,通过控制变量,在所有原料及增塑剂添加量不变的情况下,仅改变增塑剂的种类,制备出4个厌氧胶样品。且实验配方操作一致的情况下,对样品进行相关性能测试,结果见表3
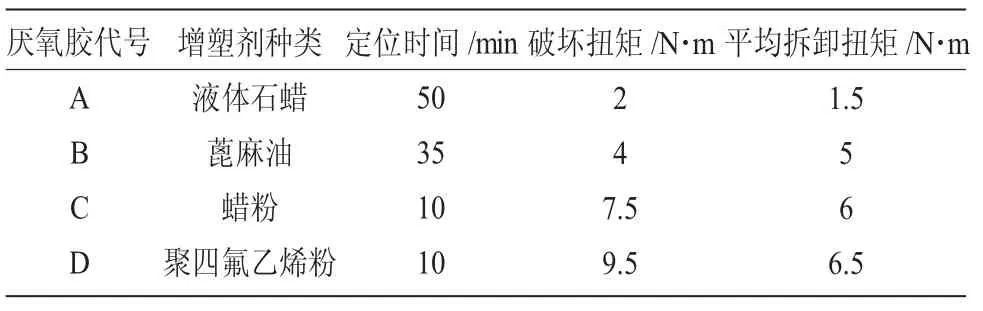
表3 不同种类增塑剂对厌氧胶定位时间和扭矩的影响Table 3 The influence of different kinds of plasticizers on the positioning time and torque of the anaerobic adhesive
由表3可知,不同种类的增塑剂对厌氧胶性能有不同影响。在增塑剂添加量一样时,厌氧胶A的定位时间最长,B次之,而C及D则同为10min;厌氧胶C和D的破坏扭矩在四种样品中较大,A和B的破坏扭矩较小;厌氧胶A的平均拆卸扭矩在四个样品中最小,而其他三个样品的平均拆卸扭矩都较为接近,约为6N·m左右。可以得出增塑剂种类是影响低强度厌氧胶的重要因素,添加蜡粉和聚四氟乙烯粉都可使厌氧胶的定位时间缩短,且破坏扭矩及平均拆卸扭矩都较小,符合易拆卸的要求。由于厌氧胶对定位时间这一性能有较高要求,因此增塑剂种类选择蜡粉比选择聚四氟乙烯粉更佳,也更加符合经济成本。
2.2 增塑剂的添加量对厌氧胶性能的影响
为了解增塑剂的添加量对厌氧胶性能的影响和寻求最佳的增塑剂添加量,通过控制变量,在控制增塑剂种类以及其他条件不变的情况下,仅改变增塑剂的添加量,制备了5个厌氧胶样品,增塑剂种类选择蜡粉。实验结果如表4所示。
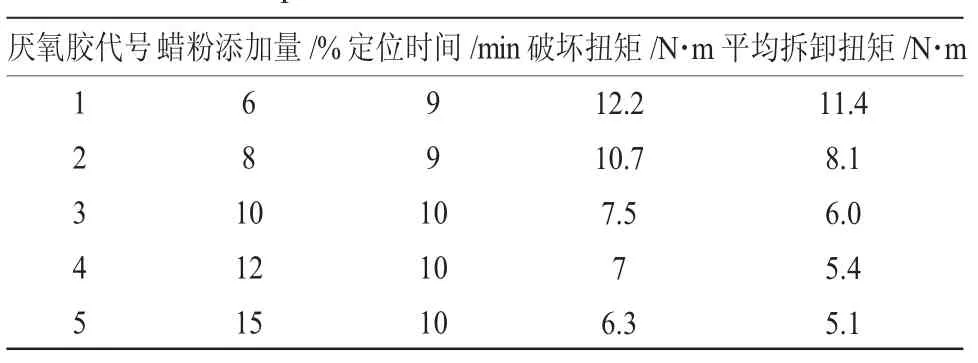
表4 不同添加量的蜡粉对厌氧胶性能的影响Table 4 The effects of different adding amount of wax powderon the performance of anaerobic adhesive
从表4可知,增塑剂蜡粉的添加量对厌氧胶性能有影响,其中对扭矩的影响最大,随着蜡粉添加量的增加,厌氧胶的破坏扭矩和平均拆卸扭矩不断减小,但在蜡粉添加量为12%和15%时,其定位时间无变化,且两个厌氧胶的破坏扭矩及平均拆卸扭矩对比10%蜡粉的厌氧胶并无明显的减小,因此可以推断出在蜡粉添加10%左右时,厌氧胶的破坏扭矩及拆卸扭矩更符合低扭矩厌氧胶的性能要求。但若要确定具体的增塑剂添加量,仍需在10%蜡粉添加量附近设计多组实验获取准确的数值。
3 结论
本文主要通过控制变量法,在其他条件不变的情况下,通过改变增塑剂的种类,在液体石蜡、蓖麻油、蜡粉、聚四氟乙烯粉中寻找出较佳的低强度厌氧胶增塑剂——蜡粉。并通过控制增塑剂蜡粉的添加量,蜡粉的添加量在10%左右时,厌氧胶的定位时间约为10min,破坏扭矩约为7.5N·m,平均拆卸扭矩为6.0N·m。该厌氧胶的定位时间、破坏扭矩、平均拆卸扭矩都达到低强度厌氧胶的标准并且更符合实际生产及使用。
猜你喜欢
橡胶科技(2022年1期)2022-12-17
润滑油(2022年4期)2022-09-16
中国特种设备安全(2022年5期)2022-08-26
汽车实用技术(2022年2期)2022-02-21
固体火箭技术(2021年4期)2021-09-08
商品与质量(2020年41期)2020-11-09
四川建筑(2020年1期)2020-07-21
浙江工业大学学报(2019年3期)2019-05-13
北京汽车(2018年5期)2018-11-07
兵器装备工程学报(2015年4期)2015-07-01
